I
Изобретение относится к порошковой металлургии.
Целью изобретения является повышение эксплуатационной надежности и расширение технологических возможностей за счет переработки всех видов шламов с
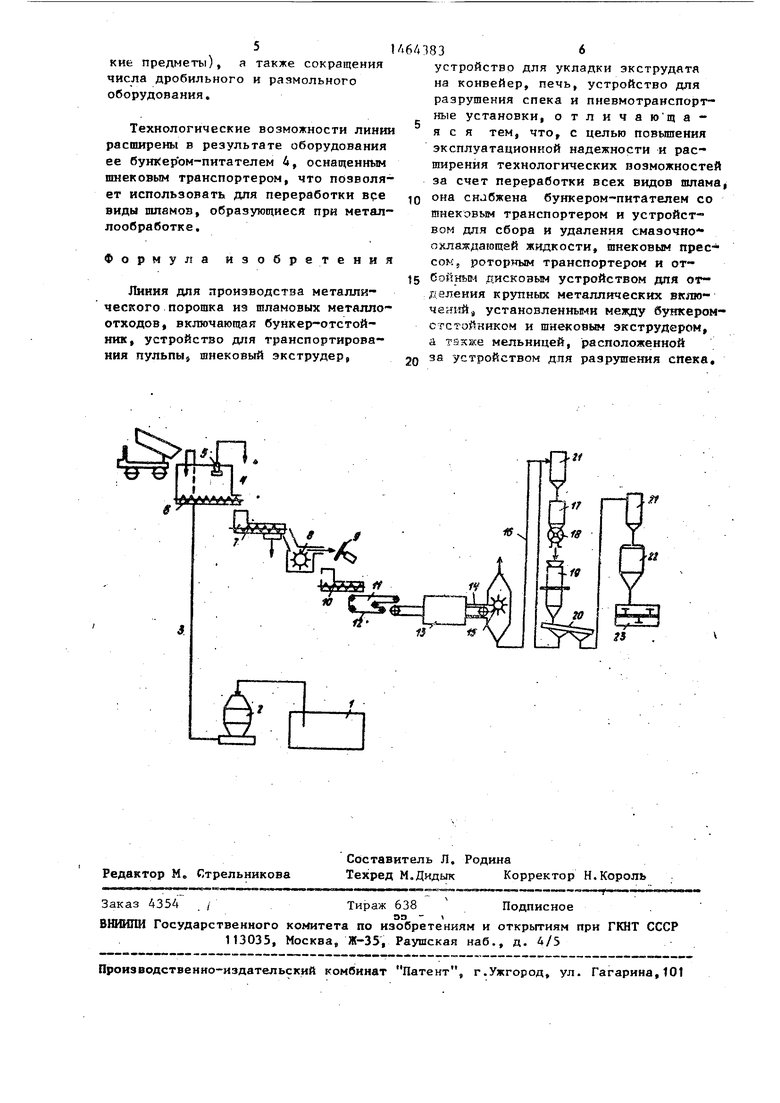
На чертеже изображена линия для производства металлического порошка из шламовых металлооУХОДОВ.
Линия состоит из бункера-отстойника I, устройства 2 для транспортирования пульпы, магистрального трубопровода 3, бункера-питателя-4,
снабженного устройством 5 для сбора и удаления смазочно-охлаждающей жидкости (СОЖ) и шнековым транспортером 6, расположенным в донной части бункера-питателя, шнекового отжимного устройства (пресса) 7, роторного транспортера (выбрасывателя) 8, отбойного дискового устройства 9, шн1е- кового экструдера 10, укладчика 11 зкструдата с транспортером 12, конвейерной печи 13 с холодильником 14,. рыхлителя 15 спека, трубопроводов 16, бункера 17, шлюзового питателя 18, вибромельницы (или планетарные
а 4
00 00
со
«&.
центробежные ) 19, виброгрохота 20, циклонов 21, бункера нако лителя 22 и смесителя 23.
Линия работает следующим обра- эом.
Шламовая пульпа, поступающая в бункер-отстойник 1, с помощью Устройства 2 по магистральному трубопроводу 3 подается в бункер пита™ тель 4. Шлам пройдя мокрую магнит- ную сепарацию непосредственно на металлообрабатывающем станкеj собирается в приемный бункер у станка (бункер и станок на схеме не показаны), а затем с помощью автотранспорта доставляется к бункеру- питателю 4 и выгружается в него, Бункер-питатель оснащен устройством 5 для сбора и удаления СОЖ (помпойj которая отсасьгоает избыток СОЖ от верхней линии загрузки шламом), С помощью шнекового транспортера 6j размещенного в донной части бункерапитателя 4, шлам подается в шнековый пресс 7 для удаления остатков СОЖ Освобожденный от СОЖ (до заданного уровня влажности) шлам поступает в приемную воронку (не показана) ротор ного транспортера 8j, с помощью которого выбрасывается с большой ростью на поверхность отбойного днекового устройства 9 (вращающегося отбойного диска), С последнего пшам снимается скребком (не показам направляющим его в приемный бункер (не обозначен) экструдера 10„ Через фильерную 4 ешетку (не показана) экструдат шлама попадает на транспо тер 12 укладчика II, который райно мерным заданной высоты слоем укладывает экструдат на ленту (не пока зана) конвейерной печи 13, В печи осуществляется спекание экструдата с одновременным удалением из него примесного кислорода и углерода,, 06 разовавтийся при спекании малопроч- ный спек на выходе ленты из холо- . дильника 14 печи 13 подвергается разрушению до отдельных фрагментов с помощью рыхлителя 15о Образовав- шаяся сьтучая масса экструдата с помощью циклона 21 по трубопроводу 16 перегружается в бункер 17. Из последнего при помощи барабанного шлюзового питателя 18 экструдат по ступает (дозированно) на измельче™ ние в виброшаровую мельницу 19, Измельченный продукт самотеком раз
5
0
5
0
5
45
SO
S5
гружается на сетку виброгрохота 20, который классифицирует измельченный продукт на качественный порошок и домел, Домол при помощи циклона 21 возвращается в бункер 17, а порошок при помощи циклона 21 транспортируется в бункер-накопитель 22,
Каждый циклон 21 снабжен автономной магистральной системой и собственным вентилятором (не показаны). После заполнения бункера-накопителя 22 партия порошка перегружается в смеситель 23 в котором осуществляется усреднение массы по химичас о- му и гранулометрическому составам, обеспечивающим постоянство технологических свойств порошка.
Из смесителя 23 порошок перегружается в транспортирующий промежуточный бункер (не показан), который является питателем для упаковочного автомата (не показан).
Ниже приведены характеристики порошка, изготовленного из шлама, образующегося при опиловке и обкатке шаров подшипника.
Гранулометрический признак, мм 0,25 Насьтная плотность, г/см . 2,0-2,4 ТекучестьJ г/с , 1, Формуемость г/см 3,2-7|2 Уплотняемость при давлении прессования
4 т/см , г/см 6,2 .7 т/см , г/см 7,2 Содержание угле рода, мас,% 40j,15 Содерзкание киспо рода, мас,% ,25 Применение предлагаемой линии позволяет обеспечить постоянство качества (сортности) стального порошка знйчительно снизить трудоемкость процесса, улучшить санитарные условия производства, существенно повысить эксплуатационную надежность и расширить технологические возмож- кости линии обусловленные - дополнительной переработкой шлама собираемого непосредственно от механообра- батывающих станков,
Задача повышения эксплуатационной надежности -линии решена за счет прп- менения шнекового фтжимного устройства 7, роторного транспортера 8, отбойного дискового устройства 9 (отбрасывающего упруги металличес5
кие предметы), а также сокращения числа дробильного и раямольного оборудования.
Технологические возможности линии расширены в результате оборудования ее бункером-питателем 4, оснащенным шнековым транспортером, что позволяет использовать для переработки вре виды шламов, образующиеся при металлообработке.
Формула изобретения
Линия для производства металлического порошка из шламовых металло- отходов, включающая бункер-отстойник, устройство для транспортирования пульпыJ шнековый экструдер.
бАЗЗЗ6
устройство для укладки экструдата на конвейер, печь, устройство для разрушения спека и пневмотранспорт- ные установки, отличаю ща- я с я тем, что, с целью повышения эксплуатационной надежности и расширения технологических возможностей за счет переработки всех видов шлама, 0 оиа снабжена бункером-питателем со шнековым транспортером и устройст- БОН для сбора и удаления смазочно охлаждающей жидкости, шнековым прес- сок5 роторным транспортером и от- t5 бойньм дисковым устройством для отделения крупных металлических вклю- чеиггй, установленными между бункером- стстойкиком и шнековым экструдером, а также мельницей, расположенной 20 38 устройством для разрушения спека.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для производства порошка из металлической стружки | 1988 |
|
SU1556813A1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛОСОДЕРЖАЩИХ ШЛАМОВ | 1994 |
|
RU2097166C1 |
| ЭНЕРГОНЕЗАВИСИМЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ПО ПРОИЗВОДСТВУ ПРОДУКЦИИ ИЗ ТОРФА | 2013 |
|
RU2529059C1 |
| ЛИНИЯ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ПРОДУКТОВ | 2006 |
|
RU2315535C1 |
| Линия для переработки влажных полезных ископаемых | 1987 |
|
SU1586794A1 |
| Способ получения порошка из шламовых отходов подшипникового производства | 1986 |
|
SU1445858A1 |
| Линия производства гранулированных кормов | 2020 |
|
RU2736153C1 |
| ЛИНИЯ ПРОИЗВОДСТВА ГРАНУЛИРОВАННЫХ КОРМОВ | 2011 |
|
RU2469624C1 |
| СПОСОБ ПЕРЕРАБОТКИ ЦИНКОСОДЕРЖАЩЕГО СЫРЬЯ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПЕРЕРАБОТКИ ЦИНКОСОДЕРЖАЩЕГО СЫРЬЯ | 1994 |
|
RU2091341C1 |
| ПОТОЧНАЯ ЛИНИЯ ПОЛУЧЕНИЯ РЫБНОЙ МУКИ | 2005 |
|
RU2295878C1 |
Изобретение относится-к линиям для производства металлических порошков из шламовых металлоотходов, Цель - повьппение эксплуатационной надежности и расширение технологических возможностей за счет переработки всех видов шламов. Шламовая пульпа, поступающая в бункер-отстойник, подается по магистральному трубопроводу в бункер-питатель, откуда избыток СОЖ отсасьгеается помпой. Шне-ковым транспортером шлам подается в пресс для удаления остатков СОЖ, а затем при помощи роторного транспортера выбрасывается на поверхность вращающегося отбойного диска, от™ куда шлам попадает в экструдер. Экструдер поступает в, конвейерную печь, где происходит его спекание, а на выходе из холодильника печи спек измельчается. Образующаяся сыпучая масса поступает, в мельницу, а затем на виброгрохоте разделяется на порошок и домол. Последний пов- торно поступает на измельчение, а кондиционный порошок - сначала в бункер-наполнитель, а затем - в сме- снтгль для усреднения порошка по гранулометрическому и химическому составам. Применение данной линии позволяет повысить ее эксплуатационную надежность, а также расширить ее технологические возможности. 1 ил. G Р f vEBSaii
тЛ.
ипв ГТРеП .
| Автоматическая линия для получения стального порошка из шлама | 1981 |
|
SU993542A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для нанесения герметика | 1984 |
|
SU1240466A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
