г/Р./
Изобретение относится к металлообработке, а именно к инструменту для обработки отверстий.
Целью изобретения является повы- щение надежности инструмента за счет ускоренного отвода стружки из зоны резания.
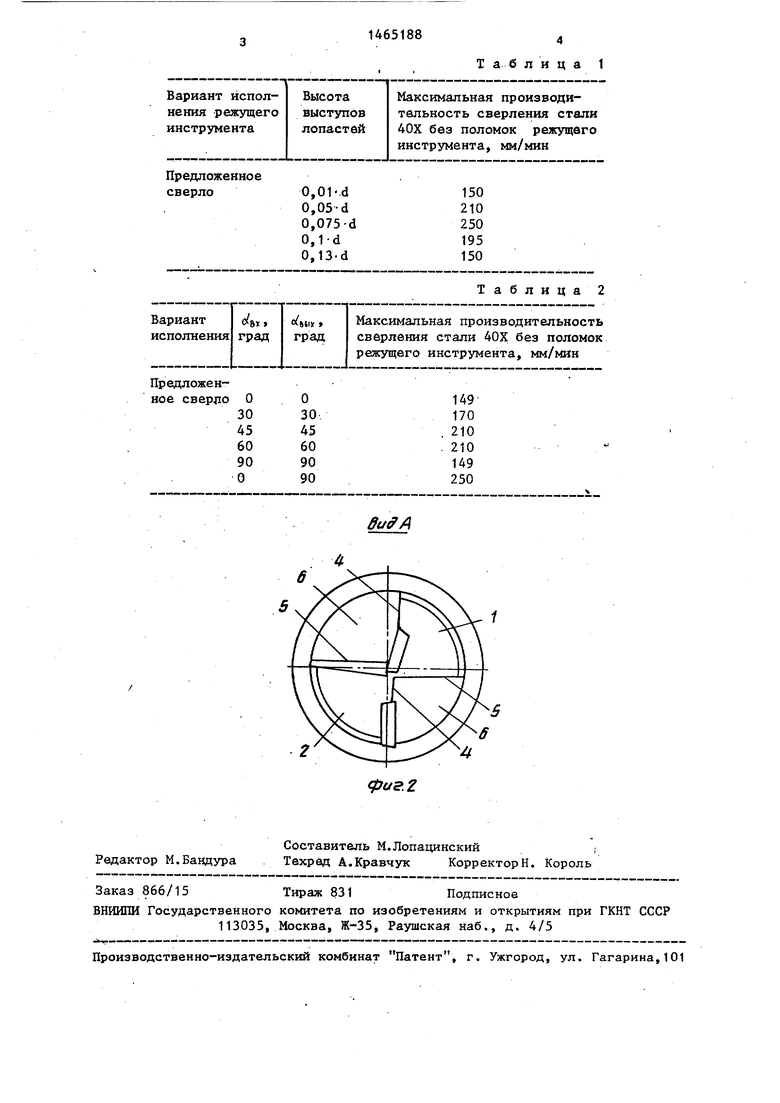
На фиг. 1 представлено сверло, общий вид; на фиг. 2 - вид А на фиг. 1.
Сверло содержит рабочую часть jBbh- полненную с перьями 1 и 2.Надспинках перьев вьшолнены выступы 3 в виде лопастей. Выступы 3 вьтолнены вдоль спинки от передней 4 к боковой 5 поверхности перьев с увеличивающимся от передней 4 до боковой 5 поверхности пера углом подъема профиля о( . Для выхода стружки сверло имеет стружечные канавки 6.
В процессе работы, при вращении инструмента, смазочно-охлаждающая жидкость отбрасывается центробежными силами на периферию, т.е. к поверхности обрабатьшавмого отверстия, где выступы 3 направляют и ускоряют ее движение к выходу.
Диаметр инструмента в месте расположения лопастей равен номинальному диаметру сверла минус гарантированный зазор для предотвращения трещин между инструментом и -деталью. Он равен диаметру стебля сверла плюс две высоты выступов лопастей:
d-a dc+2h, где d - диаметр сверла;
а - гарантированный зазор между
инструментом и деталью; d JJ - диаметр сверла в месте распо.ложения лопастей; h - высота выступов лопастей.
Высота выступов-лопастей определяется действием двух факторов: эффективностью отвода стружки, которая с увеличением высоты выступов увеличивается, и жесткостью инструмента, которая с увеличением высоты выступов (уменьшением диаметра рабочей части) уменьшается. Указанный диапазон высоты выступов О,Old h
1
0,13d является оптимальным. Его граничные значения определяются мак- i симальной производительностью рабо-. ты инструмента без поломок.
В табл. 1 даны результаты экспери- ментов, подтверждающих представлен- ше зависимости.
При изготовлении выступов, распо- ложенных по винтовьм линиям, как
видно из таблицы обоснования выбора
. угла подъема, значения d должны быть
в диапазоне 0 о 90 и
0 О дополнительного подпора жкд- S кости не будет, что подтверждено экспериментально).
Б качестве обоснования в табл. 2 даны сравнительные значения максимальной производительности сверления 0 без поломок инструмента при различных значениях о. Высота выступов была равна h 0,075 d, где d - диаметр сверла.
В предложенной конструкции стружка 5 непрерьшко вьшьшается из отверстия, тем самым продолжительность ее нахождения в стружечной канавке сверла уменьшается в несколько раз. Это резко уменьшает вероятность попадания 0 стружки между инструментом и обработанной поверхностью.
Дополнительный подпор жидкости предотвращает пакетирование стружки и возникающие вследствие этого полом- 5С ки инструмента.
Формула изобретения
Сверло, содержащее рабочую часть
40 выполненную с пepьямJi со спинками и стружечными канавками, отличающееся тем, что, с целью повышения надежности инструмента за счет ускорен- HO.ro отвода стружки из зоны резания, на
45 Ьпи нках перьев выполнены- выступы по винтовым поверхностям, при этом высота выступов выбрана в диапазоне О,Old h 0,13d, а угол подъема винтов-ой линии в диапазоне 0° ,
50 ТОе h - высота выступов; d - диаметр . сверла; d - угол наклона винтовой поверхности.
14651884
Т а б лица 1
Высота Максимальная производи- выступов тельность сверления стали лопастей 40Х без поломок режущего
инструмента, мм/мин
0,01 d150
0,05-d210
0,075-d250
0,1-d195
0,13-d150
Таблица2
,, Максимальная производительность град сверления стали 40Х без поломок
режущего инструмента, мм/мин
0149
30170
45. 210
60. 210
90149
90250
UM4HmB --11ГИПИЖЯ J-J JJ 1I-
duff A
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |
| Спиральное сверло | 1989 |
|
SU1668054A1 |
| ИНСТРУМЕНТ ДЛЯ СКОРОСТНОГО СВЕРЛЕНИЯ ОТВЕРСТИЙ БОЛЬШОГО ДИАМЕТРА | 2013 |
|
RU2515780C1 |
| Двухперовое сверло | 1983 |
|
SU1114498A1 |
| СПИРАЛЬНОЕ СВЕРЛО | 2000 |
|
RU2198608C2 |
| Спиральное сверло | 1989 |
|
SU1632646A1 |
| Сверло для глубокого сверления | 1979 |
|
SU906649A1 |
| Спиральное сверло | 1981 |
|
SU965627A1 |
| Кондукторная втулка | 1989 |
|
SU1696173A1 |
| Спиральное сверло | 1990 |
|
SU1815008A1 |
Изобретение относится к металлообработке, а именно к инструментам для обработки отверстий. Целью изобретения является noBboneime надежности инструмента за счет ускоренного р.тг вода стружки из зоны резания. Сверло содержит рабочую часть, выполненную с перьями и стружечными канавками. На спинках перьев выполнешл выступы 3 в виде лопастей. Выступы расположены вдоль спинки от передней 4 до боковой 5 поверхности пера. Высота выступов выбирается в диапазоне О,Old h 0,13d, а угол подъема винтовой линии выбирается в диапазоне 0° 90, где h - высота выступов; d - диаметр сверла; угол наклона винтовых поверхностей выступов. Дополнительный подпор жцдкости, создаваемый выступами, предотвращает пакетирование стружки и возниканхцие в результате этого поломки инструмента. 2 табл. 2 ил. и О) СП 00 00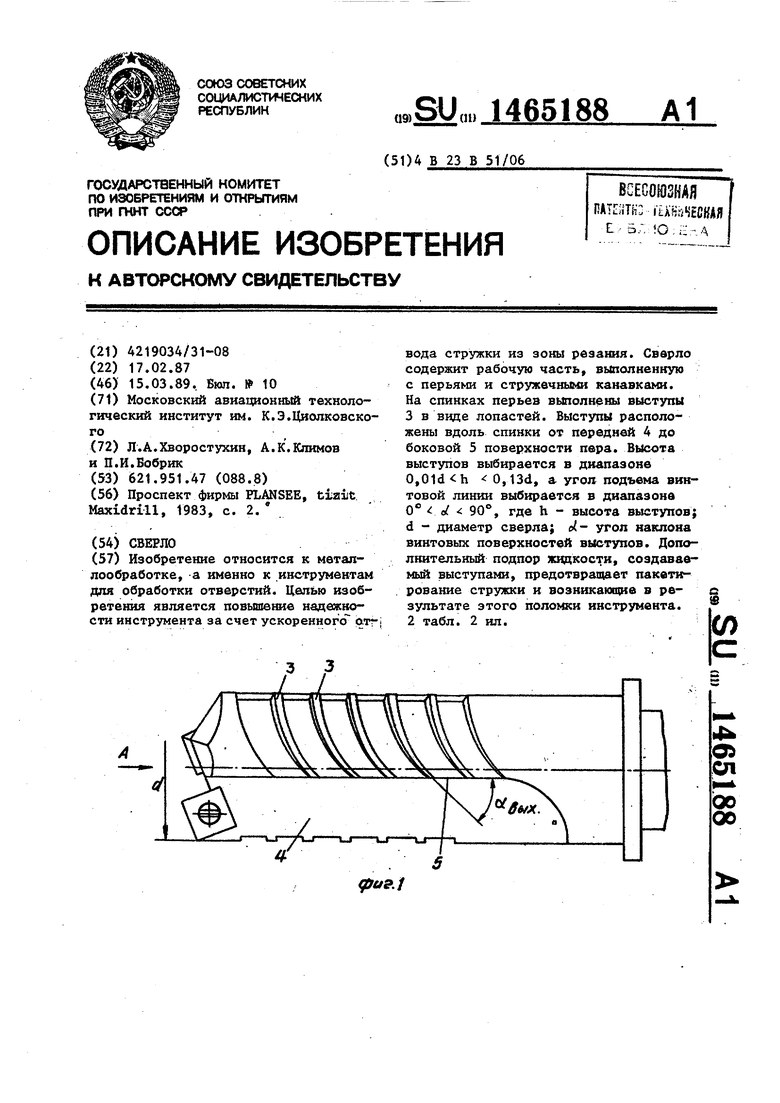
| Проспект фирмы FLANSEE, tiait Maxidrill, 1983, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
