Изобретение относится к машиностроению, а именно к обработке материалов резанием, и может найти применение при сверлении отверстий в трудно обрабатываемых мате- риалах(титановые сплавы, ситаллы, керамика).
Целью изобретения является повышение качества поверхности обрабатываемых отверстий за счет выполнения на винтовых поверхностях направляющих ленточек пазов, которые перекрываются образующимися в результате ступенями.
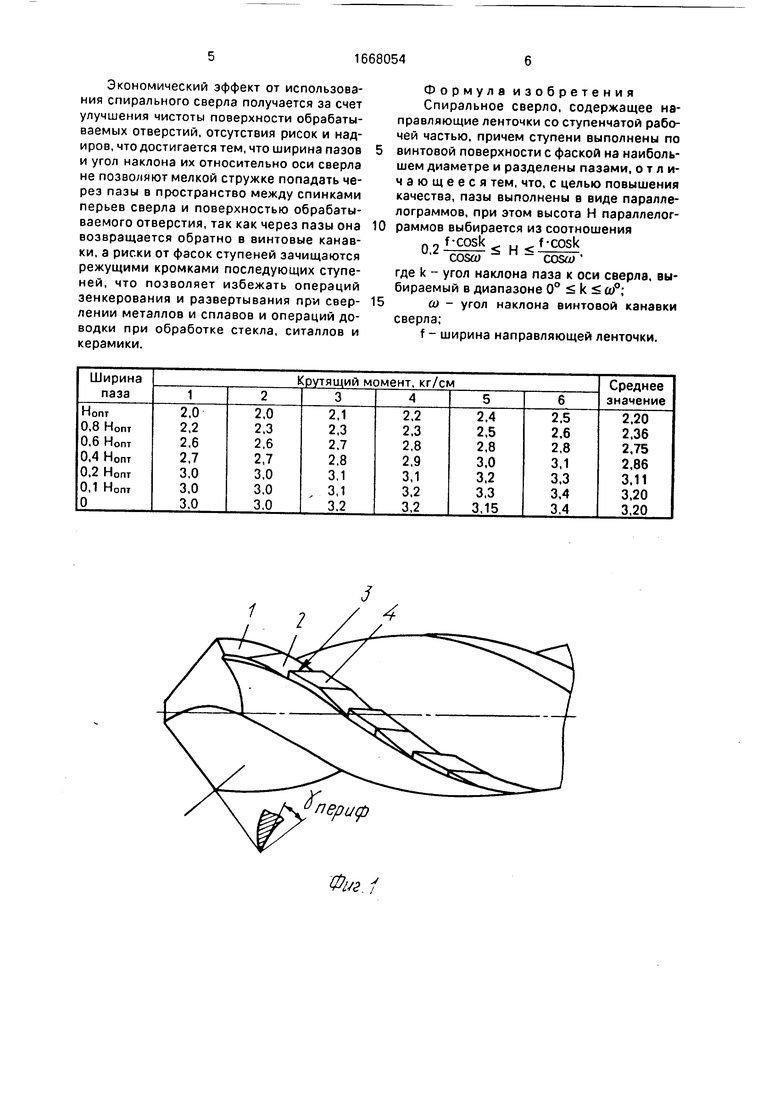
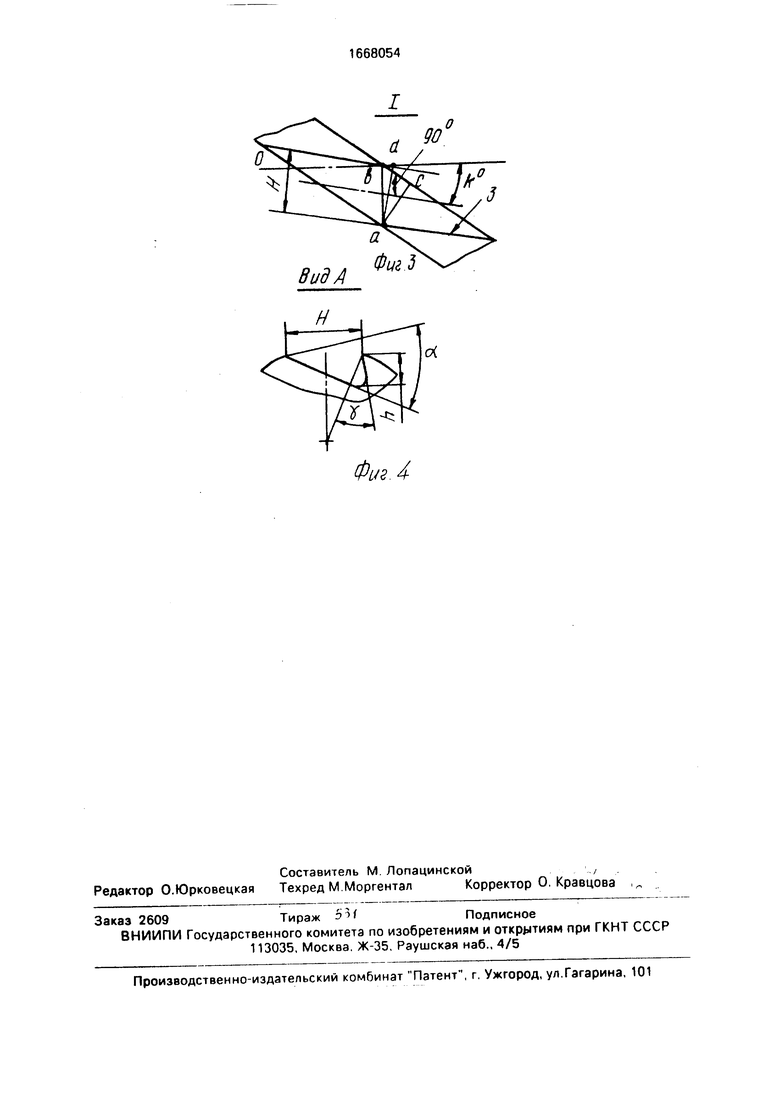
На фиг.1 показано спиральное сверло, общий вид; на фиг.2 - развертка ленточки с выполненными пазами; на фиг.З - узел I на фиг.2; на фиг.4 - вид А на фиг.2.
Сверло имеет направляющие ленточки 1, в которых выполнены пазы 2, имеющие на развертке форму параллелограмма. Кромки 3 ступеней образуются в результате пересечения пазов с фасками 4 ступеней, представляющими собой поверхность наружного диаметра направляющей ленточки. Пазы 2 направлены к оси сверла под углом к, лежащим в .пределах угла наклона винтовой канавки ш, т.е. в диапазоне 0° .
В плоскостях, перпендикулярных кромкам ступеней, пазы могут иметь различную форму, но для того, чтобы кромки ступеней были режущими, следует передний угол иметь положительным.
Сверло работает следующим образом.
При вращении сверла микростружка из винтовой канавки, попадая в пазы 2, идет в направлении стрелки В, затем отражается от стенки паза, и снова выходит в винтовую канавку сверла. Угол наклона пазов, расположенный относительно оси сверла в диапазоне , не допускает пакетирования стружки в пазах, так как стружка из-за наклона пазов вновь возвращается в винтовую канавку. Если пазы направлены от оси сверла в сторону, противоположную направлению винтовой канавки, т.е. в диапазоне 0-90° по отношению к оси сверла (фиг.2), то срезаемая микростружка идет в направлении, указанном стрелкой С, но так как в этом случае угол наклона паза не позволяет стружке идти вверх, то она будет либо засиваться в пазу, либо в промежутке между спинкой пера и поверхностью обрабатываемого отверстия.
При сверлении могут происходить изгиб и увод сверла от оси отверстия, а также различные вибрации, вызванные погрешностями станка, инструмента и детали, что вызывает срезание микростружки с поверхности отверстия кромкой направляющей ленточ
ки, поэтому кромки ступеней, образованные пересечением поверхностей пазов и ступеней, целесообразно выполнять режущими. Этого можно достичь формой пазов, чтобы образующиеся ступени имели передний угол резания.
Ширина пазов такова, что режущие кромки 3 ступеней перекрывают пазы при вращении сверла и определяются формулой
Н
f-cosk
COSOJ
где f - ширина направляющей ленточки сверла;
k - угол наклона пазов к оси сверла; ш - угол наклона винтовых канавок к
оси сверла;
Н - ширина пазов.
Формула получается исходя из схемы развертки направляющей ленточки (фиг.2). Чтобы ступени своими режущими кромками перекрывали пазы при вращении сверла, должно выполняться следующее условие. В 90°; /Ьас о ; ас f; abloo,
отсюда ab ; из Aabd следует Zadb
90°; Abad Zk; ad Н, отсюда Н a b -cosk, следовательно, Н CQS .
Инструмент позволяет получать одно- родно обработанную поверхность, так как при вращении режущие кромки ступеней перекрывают пазы, образуя как бы непрерывную линию режущей кромки направляющей ленточки.
с уменьшением ширины пазов их площадь становится меньше, а следовательно, величина крутящего момента возрастает и приближается к стандартному сверлу при ширине пазов, меньшей 0,2Н0пт, что следует из таблицы.
Проведенные эксперименты показали, что наибольший эффект от выполнения пазов на ленточках проявляется при ширине
.-н
При ширине паза, большей Н0пт. резко падает качество обработки, так как выступы при вращении сверла не перекрывают друг друга.
При ширине паза Н 0,2 НОПт сохраняется 10% эффекта.
При ширине паза, меньшей 0,2 Нот, эффект резко уменьшается, т.е. снижение крутящего момента незначительно. Следо
вательно, оптимальный диапазон ширины пазов можно выразить формулой Q2 f-cosk -н Ј f-cosk
COSW
cosw
Экономический эффект от использования спирального сверла получается за счет улучшения чистоты поверхности обрабатываемых отверстий, отсутствия рисок и надиров, что достигается тем, что ширина пазов и угол наклона их относительно оси сверла не позволяют мелкой стружке попадать через пазы в пространство между спинками перьев сверла и поверхностью обрабатываемого отверстия, так как через пазы она возвращается обратно в винтовые канавки, а риски от фасок ступеней зачищаются режущими кромками последующих ступеней, что позволяет избежать операций зенкерования и развертывания при сверлении металлов и сплавов и операций доводки при обработке стекла, ситаллов и керамики.
0
5
Формула изобретения Спиральное сверло, содержащее направляющие ленточки со ступенчатой рабочей частью, причем ступени выполнены по винтовой поверхности с фаской на наибольшем диаметре и разделены пазами, отличающееся тем, что, с целью повышения качества, пазы выполнены в виде параллелограммов, при этом высота Н параллелограммов выбирается из соотношения f-cosk ., f-cosk
0,2
, Н
COSO) - - COSO)
где k - угол наклона паза к оси сверла, выбираемый в диапазоне 0° k of;
О) - угол наклона винтовой канавки сверла;
f - ширина направляющей ленточки.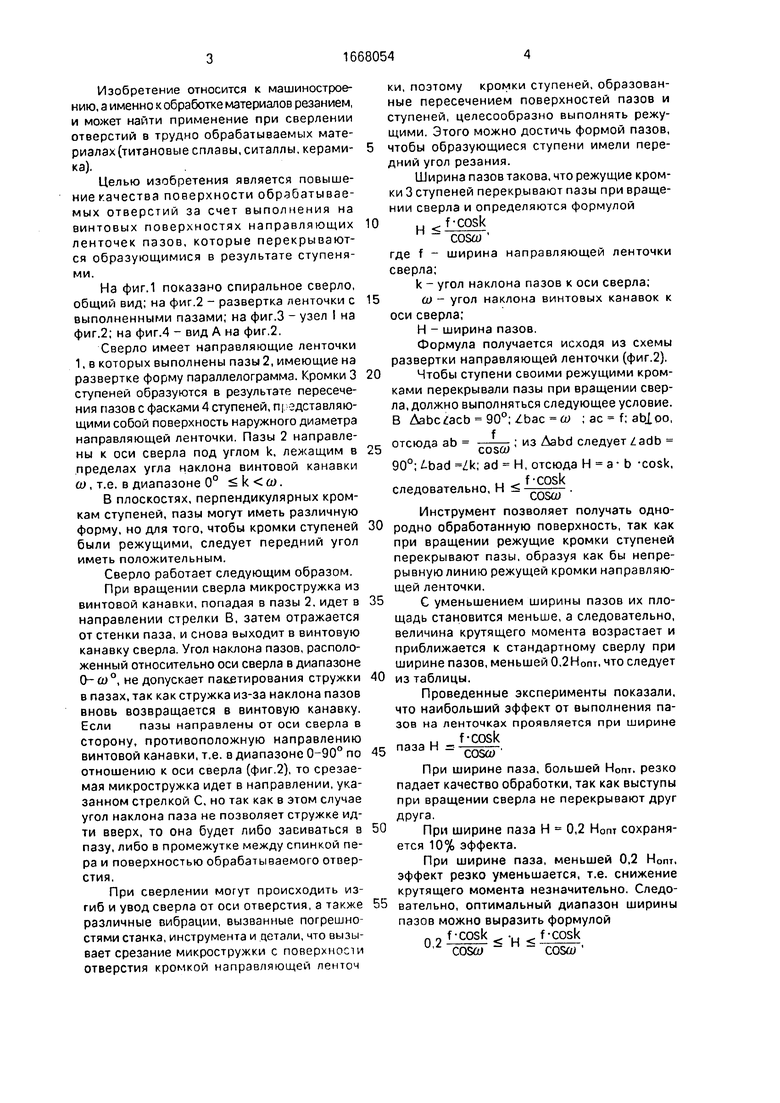
| название | год | авторы | номер документа |
|---|---|---|---|
| Спиральное сверло | 1988 |
|
SU1682050A1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |
| ЦИЛИНДРИЧЕСКАЯ РАЗВЕРТКА | 2005 |
|
RU2299114C1 |
| КЕРАМИЧЕСКОЕ СВЕРЛО ДЛЯ ВЫСОКОСКОРОСТНОГО СВЕРЛЕНИЯ | 2004 |
|
RU2350436C2 |
| СВЕРЛО С МНОГОГРАННОЙ РЕЖУЩЕЙ ПЛАСТИНОЙ | 1994 |
|
RU2129479C1 |
| СВЕРЛО ДЛЯ ОБРАБОТКИ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ТИПА УГЛЕПЛАСТИКОВ И СТЕКЛОПЛАСТИКОВ | 1995 |
|
RU2095199C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПЕРЕМЫЧКОЙ | 2009 |
|
RU2462334C2 |
| Спиральное двухперовое сверло | 1988 |
|
SU1569102A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2524464C2 |
Изобретение относится к машиностроению и может найти применение при сверлении отверстий в трудно обрабатываемых материалах. Цель изобретения - повышение качества поверхности за счет выполнения на винтовых поверхностях направляющих ленточек пазов, которые перекрываются образующимися в результате ступенями. В направляющих ленточках 1 выполнены пазы 2, имеющие на развертке форму параллелограмма. Кромки ступеней 3 образуются в результате пересечения пазов с фасками ступеней 4. Пазы 2 направлены к оси сверла под углом R, лежащем в пределах угла наклона винтовой канавки ω, в диапазоне 0° ≤R *98 Ω. Ширина пазов такова, что режущие кромки ступеней перекрывают пазы при вращении сверла, и определяется из соотношения H ≤ (F . COS R) : COS Ω. В процессе работы сверла микростружка из винтовой канавки попадая в пазы 2, отражается от стенки паза, прилегающей к режущей кромке ступене 3, перекрывающей пазы, и снова выходит в ввинтовую канавку сверла. 1 табл., 4 ил.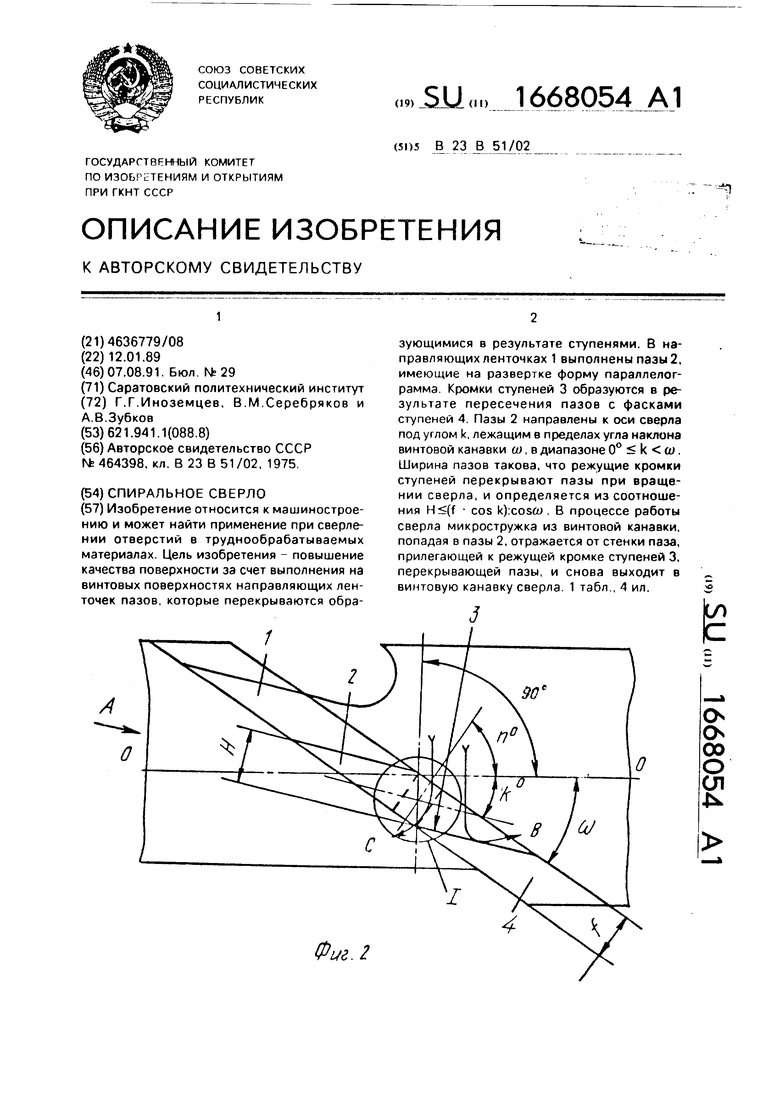
В ид А
Фм.З
Фиг. 4
| Спиральное сверло | 1972 |
|
SU464398A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
