1
Изобретение относится к металлообработке и может быть использовано при производстве зубодолбежных станков.
Цель изобретения - расширение технологических возможностей путем использования станков в гибких производственных модулях.
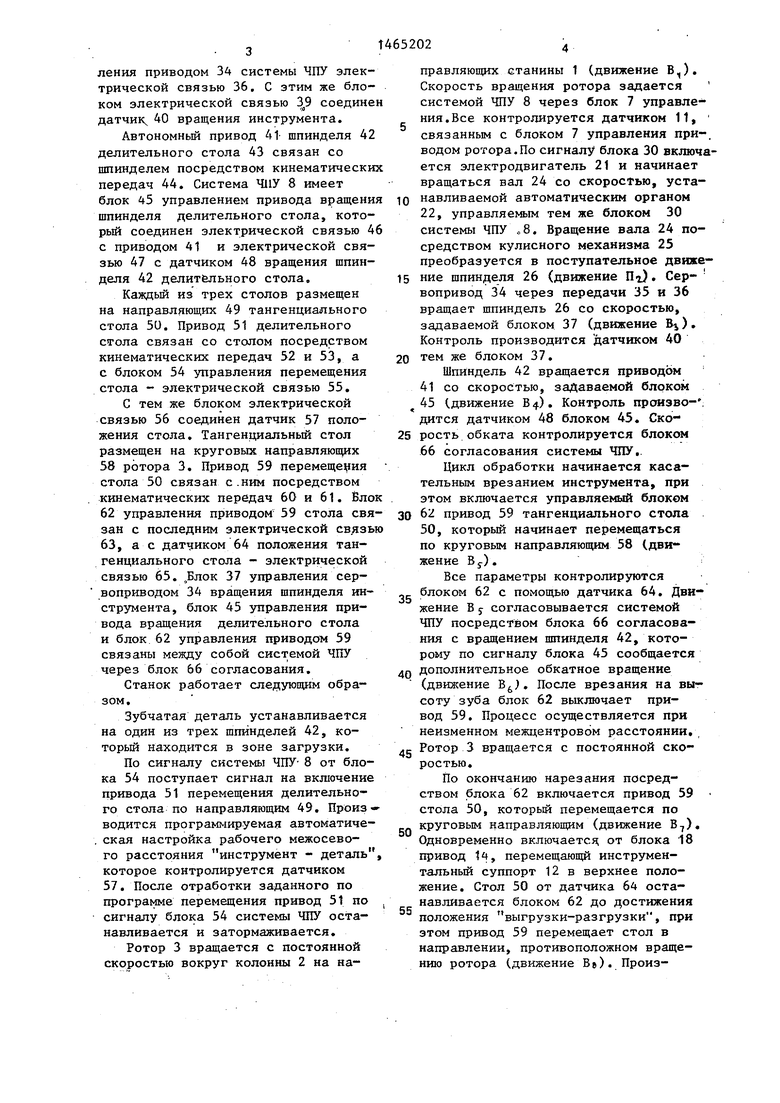
На фиг.1 изображена кинематическая схема станка; на фиг.2 - компа- новка общего вида.
На станине 1 смонтирована колонна 2, а ротор 3 размещен на станине с врзможностью вращения вокруг колонны 2, Автономный приод 4 вращения ротора размещен в станине и связан с ротором кинематическими передачами 5, 6, ас блоком 7 управления системы ЧПУ 8 - с помощью электрической связи 9. С блоком 7 управления соединен при помощи электрической связи 10 датчик 11 положения ротора Три инструментальных суппорты 12 установлены на вертикальных направляющих 13 ротора 3. Управляемые сис темой ЧПУ автономные приводы 14 перемещения инструментальных суппортов связаны с последними посредство
4
кинематических передач 15 и 16, а электрической связью 17 соединены с блоком 18 управления перемещения суппортов системы ЧПУ 8. С блоком 18 электрической связью 19 связан датчик 20 положения инструментального суппорта.
Электродвигатель 21 через авто-, матический орган 22 настройки и кинематическую передачу 23 связйн с валом 24, несущим кулисный механизм 25, сообщающий возвратно- .поступательное движение шпинделью 26 с зуборезным инструментом 27, Электродвигатель 21 связью 28 и орган 22 настройки связью 29 соединены с блоком 30 управления приводом 31 механизма возвратно-поступательного пер,емещения инструмента. Вал 24 кинематической передачей 32 и механизмом 33 отскока связан со шпинделем 2б.
Автономный сервопривод 34 вращения зуборезного инструмента 27 связан с его шпинделем посредством кш1ематически постоянных передач 35 и 36, соединен с блоком 37 управления приводом 34 системы ЧПУ электрической связью 36, С этим же блоком электрической связью 39 соединен датчик 40 вращения инструмента.
Автономный привод 41- шпинделя 42 делительного стола 43 связан со шпинделем посредством кинематических передач 44. Система Ч11У 8 имеет блок 5 управлением привода вращения шпинделя делительного стола, который соединен электрической связью 46 с приводом А1 и электрической связью 47 с датчиком 48 вращения шпинделя 42 делительного стола.
Каждьш из трех столов размещен на направляющих 49 тангенциального стола 5U. Привод 51 делительного стола связан со столом посредством кинематических передач 52 и 53, а с блоком 54 управления перемещения стола - электрической связью 55.
С тем же блоком электрической связью 56 соединен датчик 57 положения стола. Тангенциальный стол размещен на круговых направляющих 58 ротора 3. Привод 59 перемещения стола 50 связан с.ним посредством кинематических передач 60 и 61. Блок 62 управления приводом 59 стола связан с последним электрической связью 63, ас датчиком 64 положения тангенциального стола - электрической связью 65. лок 37 управления сер- воприводом 34 вращения шпинделя инструмента, блок 45 управления привода вращения делительного стола и блок 62 управления приводом 59 связаны между собой системой ЧПУ через блок 66 согласования.
Станок работает следующим образом.
Зубчатая деталь устанавливается на один из трех шпинделей 42, который находится в зоне загрузки.
По сигналу системы ЧПУ- 8 от блока 54 поступает сигнал на включение привода 51 перемещения делительного стола по направляющим 49. Произ « водится программируемая автоматиче- екая настройка рабочего межосевого расстояния инструмент - деталь, которое контролируется датчиком 57. После отработки заданного по программе перемещения привод 51 по , сигналу блока 54 системы ЧПУ останавливается и затормаживается.
Ротор 3 вращается с постоянной скоростью вокруг колонны 2 на на0
правляющих станины 1 (движение В,). Скорость вращения ротора задается системой ЧПУ 8 через блок 7 управления. Все контролируется датчиком 11, связанным с блоком 7 управления при-. водом ротора.По сигналу блока 30 включается электродвигатель 21 и начинает вращаться вал 24 со скоростью, уста0 навливаемой автоматическим органом 22, управляемым тем же блоком 30 системы ЧПУ «8. Вращение вала 24 посредством кулисного механизма 25 преобразуется в поступательное движе5 ние шпинделя 26 (движение Пг). Сервопривод 34 через передачи 35 и 36 вращает шпиндель 26 со скоростью, задаваемой блоком 37 (движение В). Контроль производится датчиком 40 тем же блоком 37.
Шпиндель 42 вращается приводом 41 со скоростью, задаваемой блоком 45 (.движение В 4). Контроль произво- дится датчиком 48 блоком 45. Ско5 рость обката контролируется блоком 66 согласования системы ЧПУ,.
Цикл обработки начинается касательным врезанием инструмента, при этом включается управляемый блоком
0 62 привод 59 тангенциального стола 50, который начинает перемещаться по круговым направляющим 58 (движение Bj).
Все параметры контролируются блоком 62 с помощью датчика 64. Движение В J согласовывается системой ЧПУ посредством блока 66 согласования с вращением шпинделя 42, которому по сигналу блока 45 сообщается
Q дополнительное обкатное вращение
(движение . После врезания на высоту зуба блок 62 выключает привод 59. Процесс осуществляется при неизменном межцентровом расстоянии,, Ротор 3 вращается с постоянной скоростью.
По окончанию нарезания посредством блока 62 включается привод 59 стола 50, который перемещается по круговым направляющим (движение В-,), Одновременно включается; от блока 18 привод Ц, перемещающй инструментальный суппорт 12 в верхнее положение. Стол 50 от датчика б4 оста5
5
0
55
навливается блоком 62 до достижения положения выгрузки-разгрузки, при этом привод 59 перемещает стол в направлении, противоположном вращению ротора (движение Вв). Производитсяряется.
замена детали, и цикл повтоФ
ормула изобретени Зубодолбежный станок, включающий установленный на инструментальной колонне ротор, несущий размещенные |По нем по окружности делительные етолы, предназначенные для закреплений на них обрабатьшаемых зубчатых колес, и расположенные равномерно по окружности инструментальные суппорты с механизмами возвратно-поступательного перемещения инструмента, количество которых равно количе- Ьтву делительных столов, о т л и - цающийся тем, что, с целью
расширения технологических возможностей за счет использования в гибких производственных модулях, на роторе выполнены в горизонтальной плоскости круговые направляющие, на которых с возможностью тангенциального перемещения относительно суппортов установлены дополнительные столы с приводами и в вертикальной плоскости - прямолинейные направляншще, на которых с возможностью перемещения установлены инструментальные суппорты, при этом на дополнительных столах размещены с возможностью радиального перемещения делительные столы, а станок снабжен системой ЧПУ для управления приводами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный зубодолбежный станок | 1988 |
|
SU1611613A1 |
| Роторный зубодолбежный станок | 1988 |
|
SU1696193A1 |
| Роторный зубодолбежный станок с ЧПУ | 1989 |
|
SU1779542A1 |
| Двухшпиндельный зубодолбежный станок | 1990 |
|
SU1828788A1 |
| РОТОРНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2022729C1 |
| Роторный зубодолбежный станок | 1985 |
|
SU1324778A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ РЕЕК | 2002 |
|
RU2237553C2 |
| Роторный зубодолбежный станок | 1987 |
|
SU1583229A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Универсальный зубообрабатывающий станок с ЧПУ | 1987 |
|
SU1715520A1 |
Изобретение относится к области металлообработки и может примениться при производстве зубодолбежных станков. Цель изобретения - расширение технологических возможностей путем использования станков в гибких производственных модулях. На станине 1 смонтирована колонна 2, а ротор 3 размещен на станине с воз
11
«
/f
| Роторный зубодолбежный станок | 1985 |
|
SU1324778A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
