Изобретение относится к электроэрозионной обработке и может быть использовано при многоэлектродной обработке На копировально-прошивоч- ных станках.
Цель изобретения - сокращение вспомогательного времени на замену электродов.
Указанная цель достигается за счет выполнения механизма крепления Iпластинчатых злектродов в виде зажим ных планок с особым приводом их перемещения, позволяющим замену как каждого в отдельности, так и всех вместе электродов,
На фиг,1 изображено приспособле- :ние, общий вид; на фиг,2 - то же, i вид сверху.
Приспособление содержит электроды ; инструменты 1, две плиты 2 с пазами опорные элементы 3, зажимные планки 4, свободно надетые на винты 5 и 6 с разнонаправленньми резьбами гайки 7 и 8, контактирующие с планками, пластину 9 и хвостовик 10. : приспособление работает следующим
образом,
в
Для выставки электродов 1 прис- посб.бление с помощью хвостовика 10 устанавливается в шпинделе станка. Электрод 1 устанавливают в пазы пли 2 и осуществляют их выст авку и приж к базовой поверхности паза зажимны- ми планками 4 механизма крепления
0
5
0
30 35
5
путем перемещения их по винтам 5 и 6 при помощи гайки 8, Полноту прижима зажимной планки 4 к электроду можно регулировать гайкой 7, Одновременный разжим всех электродов осуществляется путем освобождения винтов 6, При этом планки 4 освобождают электроды. После смены электродов крепление затягивается, при этом происходит одновременный зажим всех электродов ,
Фор м у ла изобретения
Приспособление для крепления пластинчатых электродов при электроэрозионной обработке посредством зажимных планок, установленных с возможностью перемещения по винту винтовой пары, проходящему через опорные элементы, расположенные по торцам плиты, в пазу которой размещены электроды- инструменты и планки, отличающееся тем, что, с целью сокращения вспомогательного времени на замену электродов, в приспособление введены установленная аналогично основной дополнительная винтовйя пара с резьбой противоположного направления, причем количество пазов в плите соответствует количеству электродов-инструмейтов, и гайки, установленные по обе стороны каждой зажимной планки на винтах основной и дополнительной винтовых пар, 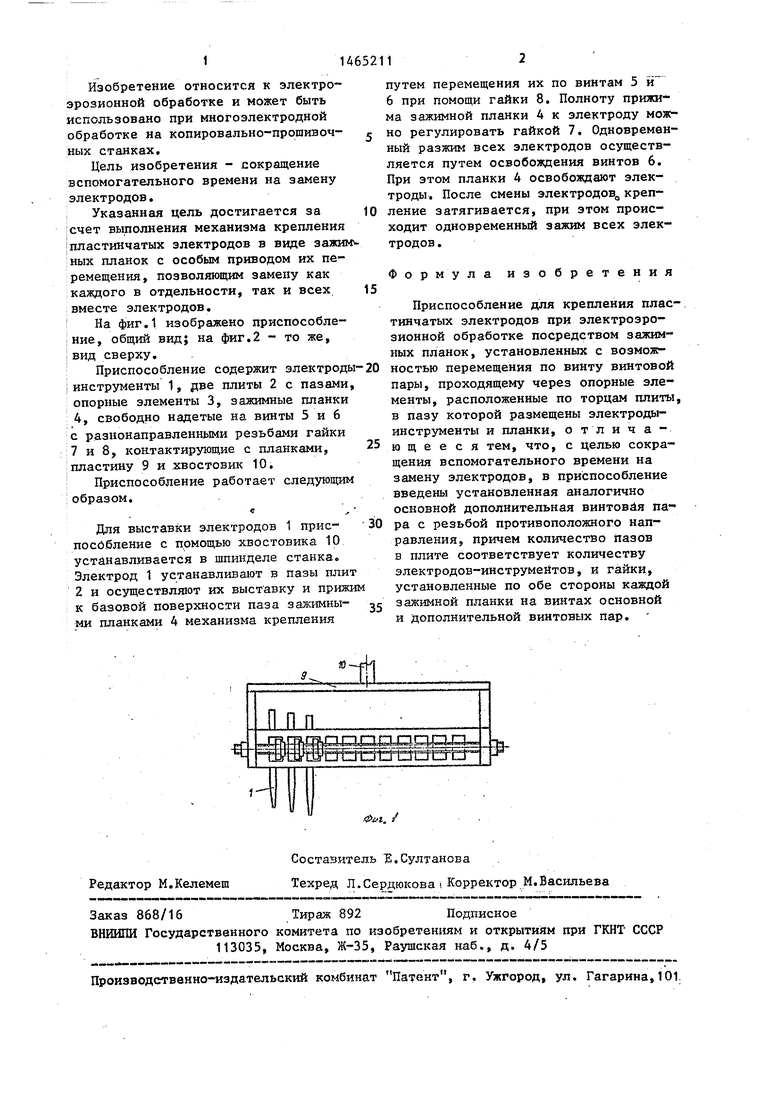
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоэлектродный инструмент для электроэрозионного прошивания отверстий | 1979 |
|
SU946875A1 |
| Приспособление для крепления стержневых электродов при электроэрозионной обработке | 1990 |
|
SU1729707A1 |
| Устройство для сборки под сварку металлоконструкций | 1990 |
|
SU1738573A1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1978 |
|
SU781001A1 |
| Устройство для электроэрозионной обработки | 1981 |
|
SU973278A1 |
| Приспособление для крепления стержневых электродов | 1979 |
|
SU921745A1 |
| Регистрирующее устройство | 1984 |
|
SU1236315A1 |
| Многоместное устройство для крепления деталей при электроэрозионной обработке | 1978 |
|
SU772779A1 |
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2193476C1 |
| Зажимное устройство | 1983 |
|
SU1110589A1 |
Изобретение относится к электро- эрозионной обработке и может быть использовано при многоэлектродной обработке на копировально-прошивочных станках. Целью изобретения является сокращение вспомогательного «времени на замену электродов. Для выставки электроды 1 устанавливаются в пазы боковых плит 2. Прижим их к базовой поверхности пазов осуществляется зажимными планками 4 путем их перемещения по винтам 5 и 6, соединяющим опорные элементы, при помощи гаек 8. Полнота прижима осуществляется гайками 7. Для быстрой смены всех электродов достаточно ослабить крепление двух винтов 6, после чего планки 4 освободят электроды. После их замены крепление затягивается и происходит одновременный зажим всех электродов. 2 ил. W с О) ЕЬ to
| Левинсон Е.М | |||
| и Лев B.C | |||
| Справочное пособие по электротехнологии | |||
| Лениздат, 1972, с.197. |
