(54) ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ СТЕРЖНЕВЫХ
ЭЛЕКТРОДОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многоэлектродной электроэрозионной обработки | 1978 |
|
SU781001A1 |
| Устройство для электроэрозионной обработки | 1979 |
|
SU837703A1 |
| Приспособление для крепления стержневых электродов при электроэрозионной обработке | 1990 |
|
SU1729707A1 |
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2193476C1 |
| Устройство для электроэрозионной прошивки отверстий | 1985 |
|
SU1313609A1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1979 |
|
SU931341A2 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМ ДЛЯ ПОЛУЧЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ НЕКРУГЛЫХ ЗУБЧАТЫХ КОЛЕС | 1995 |
|
RU2093298C1 |
| Кондуктор для сверления отверстий | 1983 |
|
SU1152720A1 |
| Накладной кондуктор для сверления отверстий в деталях | 1980 |
|
SU942905A1 |
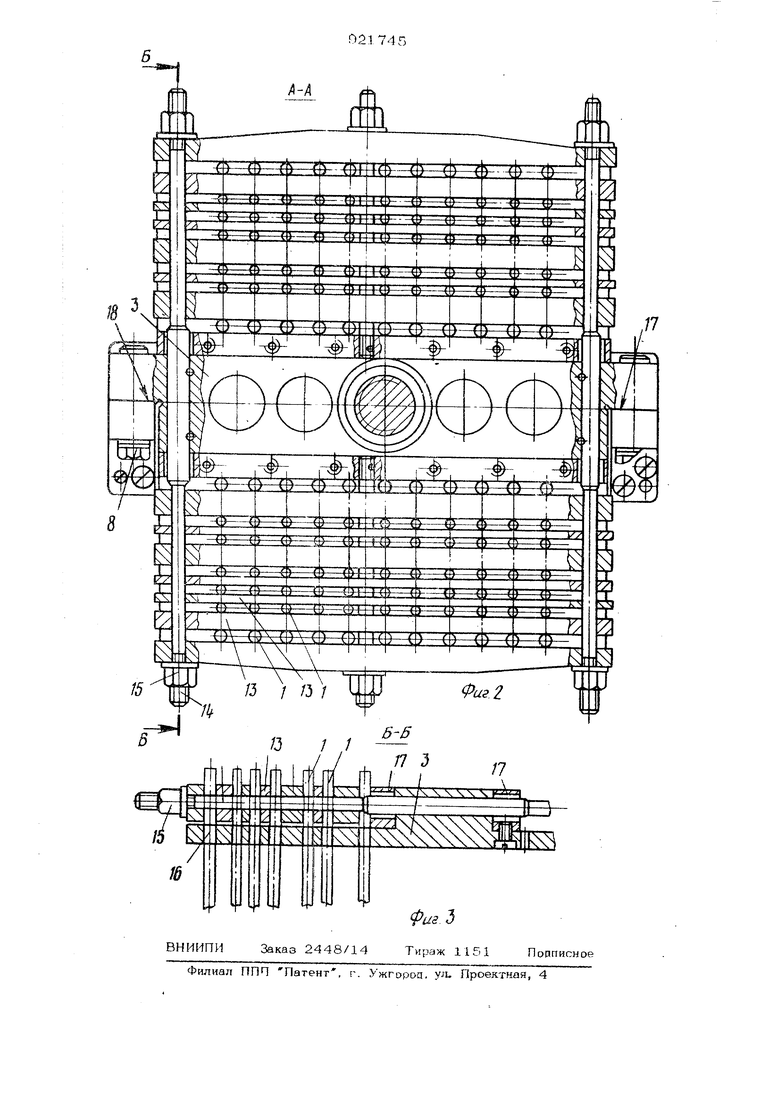
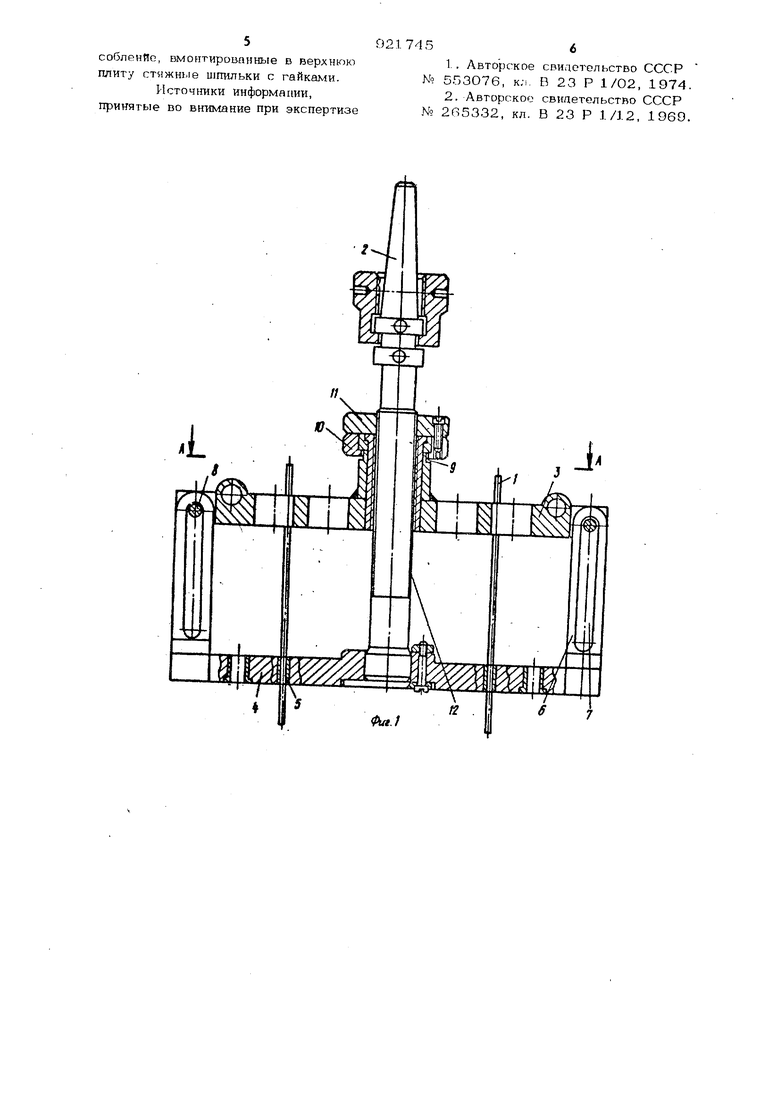
Изобретение относится к эпектроэрозионной обработке, в частности к оснаст ке 1ля прошивки группы отверстий. Известны различные приспособления аля крепления стержневых электродов, содержащие верхнюю и нижнюю концук- торные плиты с отверстиями, в которые вставляются стержневые электроды, где креппение электродов осуществляется пайкой или клейкой в отверстиях верхней плиты, что делает невозможным их заме ну Ы . Наиболее близким по технической сущ ности к изобретению, является устройств в котором зажим, электродов осуществляется ресположенным над верхней плитой подвижным элементом. В этом элементе выполнены отверстия для электродов и при его перемещении относительно верх1 ей плиты электроды изламываются и заклиниваются 2. Недостатками известного устройства являются невозможность замены отдельных электродов при выходе их из строя, а также невозможность компенсации длины вылета отдельных электродов в случае неравномерного износа, который всегда имеет место при прошивке большого числа отверстий, что ограничивает возможности устройства по количеству прошиваемых отверстий. Цель изобретения - повышение производительности обработки за счет обеспечения возможности увеличения количества зажимаемых электродов и улучшение условий их замены. Эта цель достигается тем, что в приспособлении, для крепления стержневых электродов при электроэрозионной обработке отверстий, расположенных паралленькыми рядами, состоящего из нижней и верхней кондукторных плит и механизма крепления электродов, механизм крепления электродов выпопнсн в виде набора плоско-параллельшзгх планок, расположенных между рядами электродов и по краям, причем средние планки неподвижно соеанноны с верхней плитой, а остальные 392 планки выполнены подвижными и надеты на вмонтиров нные в верхнюю плиту стяж ные итильки, снабженные по краям зажимными гайками. Такая конструкция позволяет увеличить количество рядов закрепленных электропоБ-инструментов без увеличения габаритов устройства и повысить удобство его в работе. На фиг. 1 изображено предлагаемое устройство, общий ВИД; на фиг. 2 - сечение А-А на фиг. 1 ; на фиг. 3 - раэ{5ез Б-Б рч фиг. 2. Приспособление содержит электро/дыинструменты 1, державку 2, проходящую через верхнюю кондукторную плиту 3 и жестко соединенную с нижней кондукторной плитой 4, в которой имеются отверстия 5 тя направления электродов. На плите 4 закреплены также стойки 6 с пазами 7 для направления болтов 8, закрепленных на плите 3. Плита 3 установлена с зазором на державке 2 и выполнена с кольцевой канавкой 9, в которую заведены буртики полуколец 10 механизма компенсации износа электродов. Полукольца 10 жестко соединены с резьбовой гайкой 11, навернутой на резьбу 12 державки 2 и предназначенной для перемещения плиты 3 относительно плиты 4. Для более быстрого перемещения плиты 3 и исключения возможного срыва резьбы ввиду большой нагрузки, резьба 12 выполнена двухзаходной трапецеидальной. На плите 3 установлен механизм креп ления электродов, содержащий плоскопараллельные планки 13, стяжные шпнпьг ки 14 и гайки 15. Планки 13 свободно одеты на шпильки 14, что позволяет перемешать их при установке и снятии электродов-инструментов 1. Ширина пла нок 13 равна расстоянию между электро дами. Шпильки 14 укреплены неподвижно в плите 3, в которой выполнены отверстия 16 для направления электродов-инструментов 1 (фиг. 3). Средние планки 17 соединены неподвижно с плитой 3 и являются упорами. Плиты 3 и 4 имеют базовые плоскос ти 18 для ограничения разворота плиты относительно кондуктора при перемещении. Приспособление работает следующим образом. Для сборки электродов приспособлени устанавливают на столе на подставки одидаковой высоты, равной величине вылета электродов. Электроды-инструменты 1 устанавливают между планками 13, аправляя по отверюгиям 1 6 плиты 3 и отерстиям 5 плиты 4, опуская до упора поверхность стола, и закрепляют гайами 1 5 путем перемещения планок 1 3 о шпилькам 14. Собранное устройство станавливают хвостовиком державки 2 щпиндель станка и закрепляют. Подвижные планки 13 шлифованные, х толщина равна расстоянию между рядами электродов. Зажим электродов происходит за счет их смятия, причем максимальная величина смятия равна всего лишь разнице в диаметрах электродов данного ряда. Для электродов, изготовленных, например, из медной проволоки, эта разница не может превышать сотых допей ми-плик-гетра. В процессе обработки в связи с неравномерным .износом требуется замена отдельных электродов. Для этого устройство, не снимая со станка, опускают до касания электродами-инструментами 1 плоскости стола и отжимают гайки 1 5 на незначительную величину. За счет образовавшегося зазора .планки 13 расходятся, заменяется нужный электрод и вновь закрепляется гайками 15.. После окончания процесса обработки для компенсации изнсса электродов вра- щением гайки 11 по резьСе вращают полукольца 10 по кольцевой канавке 9 плиты 3 и тем самым перемещают плиту 3 с электродами-инстр ментами 1 относительно плиты 4 на нужную величину. Преддагаемое приспособление позво- ляет по сравнению с известным закреплять значительно больше электродов, причем установка электродов, замена и регулировка их вылета более проста и менее трудоемка. Формула изобретения Приспособление для крепления стержневых электродов при электроэрозионной обработке отверстий, расположенных параллельными рядами, состоящее из нижней и верхней кондуктор(вых плит и механизма крепления электродов, размещенного над верхней плитой, отличающее- с я тем, что, с целью повышения производительности обработки за счет обеспечения возможности увеличения количества аажимаемь;х электродов и улучшения условий их замены, механизм крепления электродов выполнен в виде набора плоскопараллельных планок, расположен - ных между рядами электродов и по краям, причем средние планки неподвижно соединены с верхней плитой, а остальные свободно надеты на введенные в приспо- 59217-15 собленйс вмонтированные в верхнюю плиту стяжные шпильки с гайками.№ Источники информации, принятые во внимание при экспертизе№ f 1.. Авторское свидетельство СССР 553076, кл. В 23 Р 1/02, .1974. 2. Авторское свидетельство СССР 2G5332, кл. В 23 Р 1/12, 1960.
