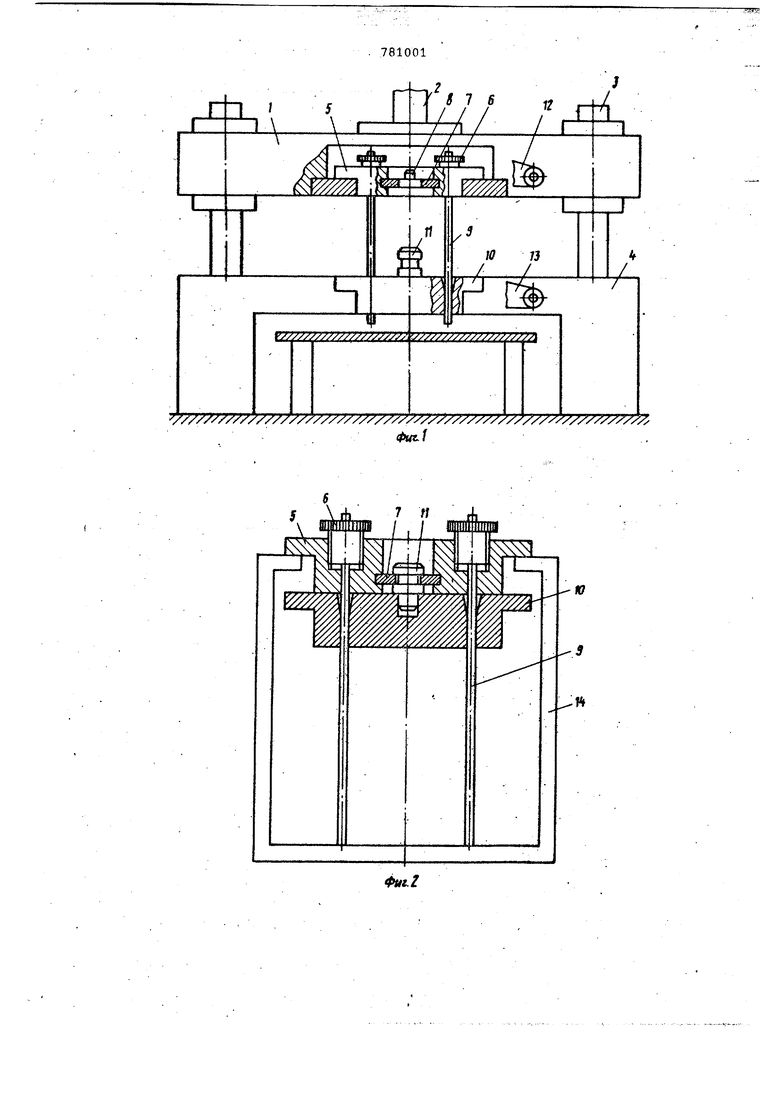
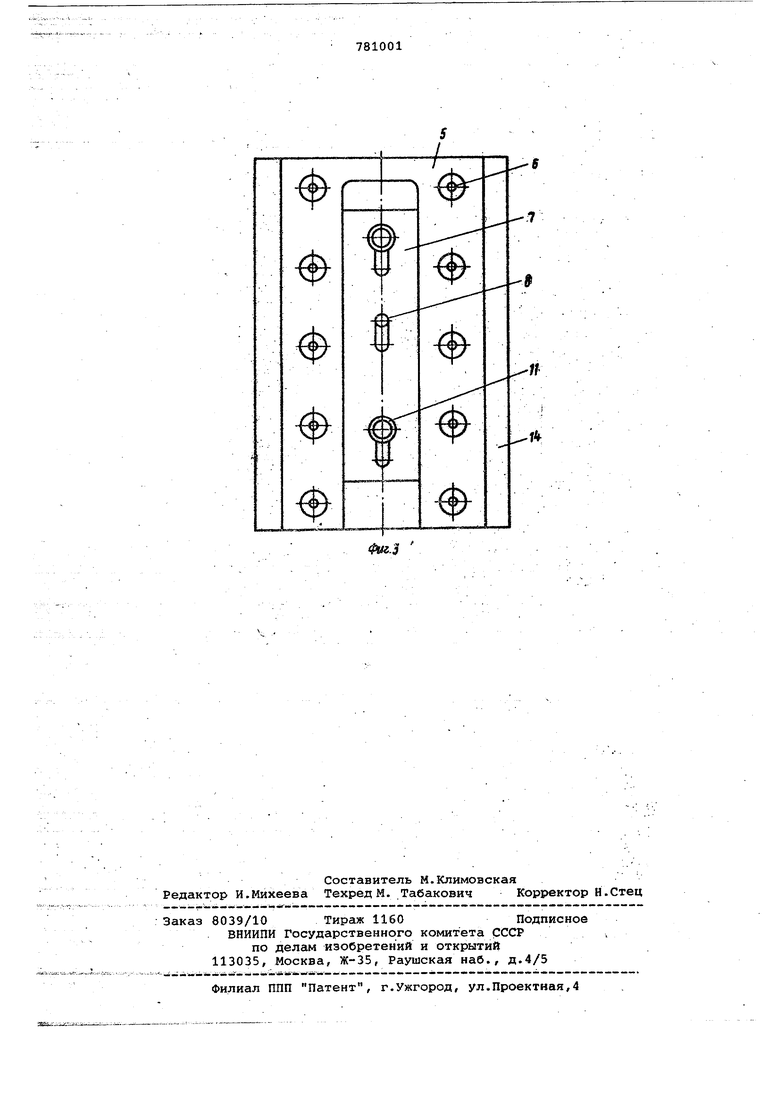
(54) УСТРОЙСТВО ДЛЯ МНОГОЭЛЕКТРОДНОЙ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ Изобретение относится к электрофизическим и электрохимическим ме- ; тодам обработки и может найти применение при обработке на капировально-прошивочных электроэрозионных станках. Известно устройство для прошивки нескольких отверстий, которое состоит из колодки держателя электродов, соединенной со шпинделем станка, корпуса с конд1гкторной плитой и закрепленными в ней кондукторными втулками . Однако в данном устройстве заправ ка электродов-инструментов через колодку держателя электродов и кондукторные втулки затруднена, посколь ку колодка держателя электродов находится на некотором расстоянии от кондукторных втулок. Кроме того, не предусмотрена настройка электродовинструментов на размер, и при данном креплении электродов-инструментов происходит их деформация. Известно также устройство, содер жащее державку с электродами-инстру ментами, связанную со шпинделем станка, кондуктор, установленный с возможностью перемещения относитель электродов, подпружиненный в найрав ленкя обрабативаемой поверхности, колонку со штифтом и упругим стопорящим кольцом р2. Недостаток этого устройства состоит в том, что смена электродов-инстру ментов в державке также затруднена, так как заправка их производится через кондуктор, отстоящий на некоторое расстояние от державки электродовниструментов, что снижает производительность труда в условиях массового производства. Цель изобретения - сокращение времени на замену электродов-инструментов и обеспечение возможности настройки на размер вне станка. Указанная цель обеспечивается тем, что в устройство, содержащее электродержатель с установленной в нем кассетой злектродов-лнструментов, шарнирно соединенный со шпинделем станка, и вертикальные направляющие электрододержателя, закрепленные в кондукторной плите, жестко установленной на столе станка, введен блок-кондуктор, -установленный в пазу кондукторной плиты соосно кассете злектродовинструментов, содержащий штыри, имеющие выточки под пазы зазорной планки, размещённой в пазу кассеты с воз можнчЬйТью продольмого перемещения. На фиг.1 изображено устройство, общий вид; на фиг.2 - кассета элек трэдов-инструментов и блок-кондуктор в сборе при замене электродов-инстру ментов ; на фиг.З - то Же/ вид сверху Устройство содержит электрододержа .тель 1, шарнирно соединенный со шпинделем станка хвостовиком 2 и установ. ленный с возможностью перемещения по вертикальным колонкам 3, закрепленным в кондукторной плите 4. в электрододержателе 1 установлена кассета электродов-инс.трументов, состоящая из корпуса 5, цанговых .зажимов 6, запорной планки 7 и упора 8, в которой за рГё йЙёйй электроды-инструменты 9. в кондукторной плите 4 установлен блоккондуктор 10 со штырями 11 с выточкамй, взаимодействующими в ПЕмэцессе сйенн электродов-инструмёнтЬв с соотйетствующйми пазами запорной планки 7. Кассета электродо а-инструментов и блок-кондуктор 10 фиксируются в ус рЬйстве соответственно прижимными рычагами 12 и 13. ,Цпя настройки электродов-инструментов ,9 на размер вне станка можно использовать стойку 14. Устройство работает следующим образом. Перед сменой изношенных электродо инструментов 9 электрододержатель 1 с кассетой электродов-инструментов --айуекайт до еоприкосйовенйя с кондук торной плитой 4, в которой установлен блок-кондуктор 10 со штырями 11. При этом штыри 11 с &йТдчка ШГ-прЪ е зймй йходят в соответствукндие ,пазы запойной планки 7, размещенной li Ra e сете электродов-инструментов, и фйГй сЙрутатсяв нё1й.ЗатШШ 1есйЩ§Ж Г-1 жимной рычаг 13, зажимающий блоккондуктор 10, и электродержатель 1, соединенный с блоком-кондуктором 10, поднимают вверх. После SToro рткидывают прижимной рычаг 12, фиксирующий кассету электродов-инструментов, 1(ыШШЖ)эт6т соёдйнённШ Влок иэ- устройства и- вставляют в стойку 14 дйя 1астройкй элё |ЯУда8-ййс; рУМ тВвна размёр вне станка, бсвовождая иэНошенные электроды-инструменты 9 в цанговых зажимах б, вынимают их, в отверстия цанговых зажимов 6 и бло ка-кондуктора 10 вставляют, новые электроды-инструменты 9 до опорной плоскости стойки 14 и закрепляют. Применение цанговых зажимов б позволяет быстро и жестко закреплять электроды-инструменты 9 без их деформации. Кассету электродов-инструментов в сборке с блоком-кондуктором 10 вставляют в электрододержатель 1 и фиксируют рычагом 12. После этого опускают электрододержатель 1 до соприкосновения с кондукторной плитой 4, блок-кондуктор 10 входит в паз кондукторной плиты 4 и фикзируется рычагом 13. Затем производят расцепление кассеты электродов-инструментов и блока-кондуктора 10. Для этого отодвигают запорную планку 7 до упора 8 и электродоАержатель с электродамиинструментами поднимают вверх в исходное положение, после чего электроэрозионный станок готов к работе. Предлагаемое устройство позволяет сократить время на замену электродовинструментов на электроэрозионных станках, что повышает производительность обработки деталей. Формула изобретения Устройство для многоэлектродной электроэрозионной обработки, содержащее элект1 одолержатель с установленной в нем кассетой электродовИ{|струментов, шарнирно соединенный со шпинделем станка, и вертикальные направляющие элейтрододержателя, з ак епленные в кондукторной плите, жестко установленной на столе станка, отличающееся тем, то, с целью сокращения времени смеМй электрсГдаВтйнструментов, в него введен блок-кондуктор, установленный Ж пазу кондукторной плиты соосио кассете электродов-инструментов, содержащий шТЫри, имеющие выточки под пазы запорной планки, размещенной в пазу кассеты.с возможностью продольного перемещения. Источники информации, принятые во внимание при экспертизе 1.Курчёнко В.И, Электроэрозионная и электррхимйческая обработка металлов.М., Машиностроение, 1967. 2.Авторское свидетельство СССР 553076, кл. В 23 Р 1/02, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многоэлектродной электроэрозионной обработки | 1979 |
|
SU931341A2 |
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2193476C1 |
| Электроэрозионный станок для группового прошивания отверстий | 1976 |
|
SU649536A1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1978 |
|
SU770718A1 |
| Приспособление для крепления стержневых электродов | 1979 |
|
SU921745A1 |
| Устройство для размерной электрохимической обработки винтовых поверхностей | 1988 |
|
SU1535682A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Электроэрозионный станок | 1981 |
|
SU963786A1 |
| Устройство для электроэрозионной прошивки отверстий | 1985 |
|
SU1313609A1 |
| Устройство для электроэрозионной обработки наружных поверхностей одной или нескольких деталей | 1967 |
|
SU243753A1 |
S JB iaii iaiai aSv- iS i.,-
