1
Изобретение относится к области управления металлорежущими станками и может быть использовано для регулирования температурно-сщговых параметров процесса резания на токарных, фрезерных, шлифовальных к другюс типах металлорежущих станков.
Целью изобретения является повышение быстродействия за счет умень- шения длительности переходных процессов.
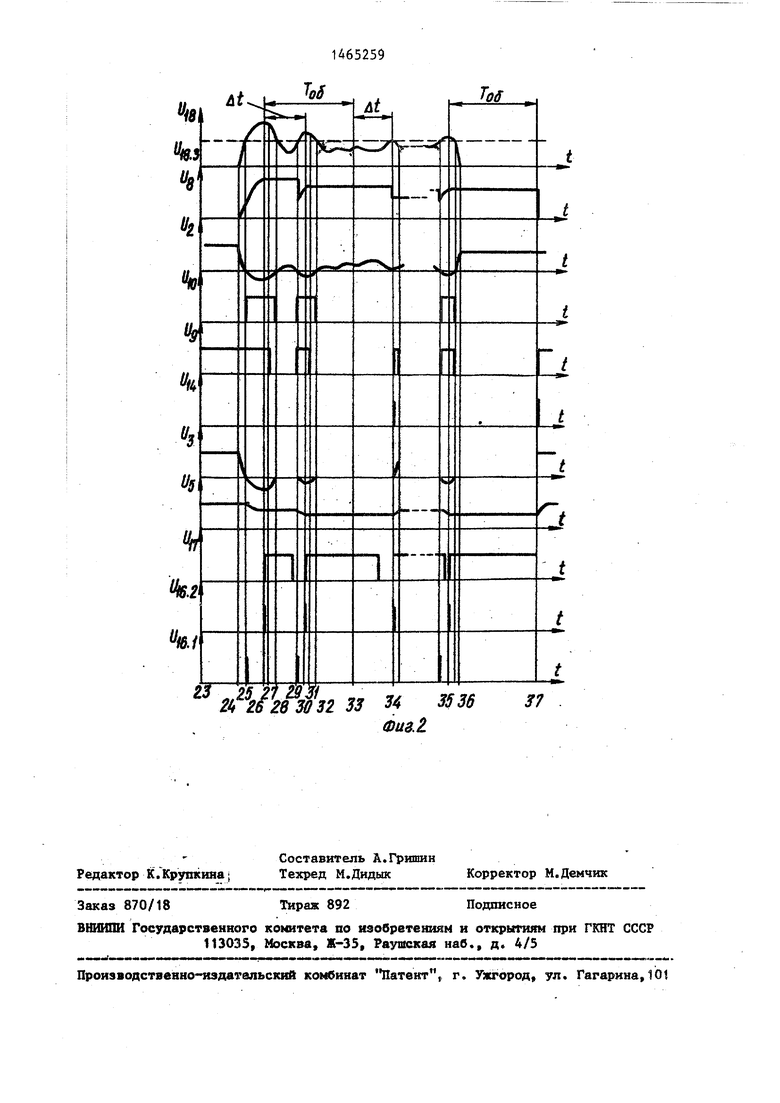
На фигИ изображена функциональная схема системы; на фиг.2 - циклограмма работы системы при обработке с пере- ;менной в течение одного оборота вшин- деля нагрузкой.
Система управления металлорежущими станками содержит источник 1
опорного сигнала, блок 2 сравнения, ключ 3, корректирукицее устройство 4, привод 5 рабочего органа станка, датчик 6 регулируемого параметра, блок 7 деления, пиковый детектор 8, первый компаратор 9, второй компаратор 10, первый логический элемент ИЛИ 11, задатчик 12 регулируемого параметра, датчик 13 частоты вращения шпинделя, формирователь 14 временных интервалов, второй логический элемент ШШ 15, блок 16 формирователей импульсов, третий компаратор 17, причем датчик 6 регулируемого параметра, блок 7 деления, блок 2 сравнения, ключ 3, корректирующее устройство 4 и привод 5 рабочего органа станка соединены последовательно, выход
сл
1C
сд
31
привода 5 рабочего органа дтанка содинен с входом объекта управления 18, а вход датчика 6 регулируемого параметра - с выходом объекта управления 18, источник 1 опорного сигнала соединен с вторым входом блока 2 сравнения, информационньй вход пикового детектора 8 и первьй вход первого компаратора 9 соединены с выходом блока 7 деления, второй вхо первого компаратора 9 соединен с выходом пикового детектора 8, а вход второго компаратора 10 - с выходом блока 2 сравнения, первый вход логического элемента ИЛИ 11 соединен с выходом первого компаратора 9, BTOрой вход - с выходом второго компаратора 10, а выход - с управляющим входом ключа 3, задатчик 12 регулируемого параметра соединен с вторым входом блока 7 деления, первьй вход блока 16 формирователей импульсов соединен с выходом второго компаратора 10, первьй выход - с первым входом второго логического элемента ИЛИ 15, второй вход блока 16 формирвателей импульсов соединен с выходо третьего компаратора 17, а второй выход - с управляюпщм входом формирователя 14 временных интервалов, информационньй вход формирователя 14 временных интервалов соединен с выходом датчика 13 частоты вращения
шпинделя, а выход - с вторым входом 35 второго логического элемента ИЛИ 15, выход которого соединен с управляющим входом пикового детектора 8, первьй вход третьего компаратора 17 соединен с выходом блока 7 деления, вто- 40 рой вход - с выходом пикового детектора 8, .
Система управления работает следующим образом.
Во время холостого хода металлорежущего станка, когда процесс резания отсутствует, значение U,g регулируемого параметра (фиг,2), а следовательно, и выходные сигналы Ug,
и и
f
8
(3)
и сигнал логической 1, когда
U.Ug
(4)
. Блок 6 формирователей импульсов включает в себя два однотипных формирователя, вырабатывающих короткие 45 импульсы при переходе входного сигнала из состояния логического О в состояние логической 1.
Формирователь 14 временных интервалов преобразует входное напряжение
и, Ug соответственно датчика 6 регу- 50 , подаваемое с выхода датчика 13 лируемого параметра, блока 7 деления, частоты вращения шпинделя, во временной интервал. Запуск формирователя 14 производится по импульсу на з прав- ляющем входе, поступающем со второго 55 выхода блока 16 формирователей импульсов. Через время одного оборота шпинделя формирователь 14 вырабатывает короткий импульс, поступакишй.
пикового детектора 8 равны нулю,
Компаратор 9 настроен таким образом, что сигнал и, на его выходе принимает значение логической.1 в случае, когда
и, э(и
8
(1)
и сигнал логического О, когда
,
(2)
где - коэффициент передачи делителя напряжения на втором входе компаратора 9, При регулировании силовых параметров процесса резания оптимальное значение оС 9,95, при ЭТОМ погрешность стабилизации максимального за оборот значения силового параметра в установившемся режиме не превышает
2,5% при любой возможной на практике форме изменения нагрузки, например вследствие колебания припуска за время одного оборота шпинделя.
При регулировании температуры
резания и небольших амплитудах ее колебания (меньших 10-20% заданного занчения) целесообразно среднее за оборот шпинделя значение температуры поддерживать равным заданному, а при
амплитудах колебаний температуры, больших 20% заданного, среднее за оборот шпинделя значение необходимо уменьшить относительно заданного, что обеспечивается выбором о 0,8-0,85.
Компаратор 17 настроен таким образом, что сигнал на его выходе принимает значение логического О в случае, когда
и и
f
8
(3)
и сигнал логической 1, когда
U.Ug
(4)
через логический элемент ИЛИ 15 на управляющий вход пикового детектора 8
8
14652596
поступает на информационный вход ключа 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления металлорежущими станками | 1985 |
|
SU1298046A1 |
| Система экстремального регулирования амплитуды вибраций на металлорежущем станке с выдвижным шпинделем | 1985 |
|
SU1352453A1 |
| Устройство для измерения коэффициента нелинейности пилообразного напряжения | 1981 |
|
SU978077A1 |
| Устройство для управления металлорежущим станком | 1981 |
|
SU993205A1 |
| Устройство для автоматического контроля консистенции бетонной смеси в процессе ее приготовления | 1991 |
|
SU1795942A3 |
| Устройство для автоматического контроля и управления процессом резания на станках с ЧПУ | 1984 |
|
SU1231485A1 |
| Устройство для определения верхней мертвой точки двигателя внутреннего сгорания | 1981 |
|
SU1001770A2 |
| Устройство для управления вращением шпинделя балансировочного станка | 1988 |
|
SU1610339A1 |
| Привод ориентации шпинделя металлорежущего станка | 1984 |
|
SU1241194A1 |
| Устройство для измерения нелинейности пилообразного напряжения | 1984 |
|
SU1226350A1 |

Изобретение относится к области управления металлорежущими станками и может быть использовано для регулирования температурно-силовых параметров процесса резания на токарных. фрезерных, шлифовальных и других типах металлорежущих станков. Целью изобретения является повышение быстродействия за счет уменьшения дли- «тельности переходных процессов. Система содержит источник опорного сигналу, блок сравнения, ключ, корректирующее устройство, привод рабочего органа станка, датчик регулируемого параметра, блок деления, пиковый детектор, первый компаратор, второй компаратор, первый логический элемент ИЛИ, задатчик регулируемого параметра, датчик частоты вращения шпинделя, формирователь временных интервалов, второй логический элемент ИЛИ, блок формирователей импульсов, третий компаратор. 2 ил. с $ СЛ
Время одного оборота шпинделя вычис- ляется согласно вьфажению:
.
и
(5)
1Ъ
К
13
- коэффициент передачи датчика частоты вращения шпин- ю деля.
W
г
п,
(6)
где п - частота вращения щпинделя.
Выходной сигнал Ug датчика 6 регулируемого параметра определяется - выражением:
и.
18
(7)
где
Кб коэффициент передачи датчика 6 регулируемого параметра;
регулируемый параметр. Выходной сигнал U блока 7 деления определяется выражением
Uieи.
де К
Киь ,,
U6
и.
п.
U,8.j Ur Kfi
К,- 8
п . п; Ui8 J.
коэффициент передачи за- датчика 12 регулируемого параметра i
заданное значение регулируемого параметра;
и, коэффициент передачи блока 7 деления; выходной сигнал источника 1 опорного сигнала. Сигнал на выходе блока 2 сравнеия определяется выражением:
и
и, -и.
(9)
При и О на выходе компаратора 10 формируется сигнал логического О, а при - сигиал логической 1. Из выражений (8) и (9) следует, что условие выполняется при .yj а 0 при Ujg tu..
Ключ 3 устроен так, что при сигнале логической 1 на его управляющем входе он замкнут, а при сигнале логического О - разомкнут,
До начала процесса резания (при нулевых значениях U и U на участке 23-24 на фиг,2) сигнал U с выхода блока 2 сравнения, равный сигналу U,
ю
15
20
При и Uj О на выходе компаратора 9, а следовательно, и на выходе элемента ИЛИ 11 устанавливается сигнал логической 1, которым ключ 3 замыкается, замыкая тем самым контур регулирования.
При отсутствии процесса резания и замкнутом контуре регулирования сигнал и на вькоде корректирующего устройства 4 возрастает до своего максимального значения, увеличивая тем самым скорость Ц привода 5 рабочего органа станка. Сигнал 114 может быть ограничен на некотором уровне с тем, чтобы скорость Uj. рабочего органа станка не превьпиала определенного значения.
С началом процесса резания (точка 24 на фиг.2) значение регулируемого параметра становится боль- ще нуля, следовательно, сигнальг Ug, 25 и становятся также больше нуля.
Выходной сигнал Ug пикового детектора 8 повторяет сигнал U при возрастании последнего и хранит максимальное значение сигнала U при его уменьшении.
При возрастании сигнала U вьшол- няется условие (1) и на выходе первого компаратора 9 сохраняется сигнал логической 1. Ключ 3 замкнут. I .
В случае обработки с равномерной в течение одного оборота шпинделя нагрузкой или незначительными ее колебаниями, при которых амплитуда колебаний регулируемого параметра не
0
5
0
превышает (1-ct,) U
18 МО КС
(где и,
a макс
амплитудное значение регулируемого параметра относительно заданного значения), условие (1) всегда выполняется и на выходах .первого компаратора 9 и логического элемента ИЛИ 11 формируются сигналы логической 1 и ключ 3 замкнут. Система при этом функционирует как обычная система стабилизации, поддерживая среднее аа оборот шпинделя значение регулируемого параметра на заданном уровне.
Рассмотрим работу систему управления при значительных колебаниях нагрузки в течение времени одного оборота шпинделя, при этом предполагается, что в качестве корректирующего устройства 4 используется интегральное или пропорционально-интегральное звено. Поэтому напряжение на его.выходе и скорость Uj- привода 5 рабочего органа станка изменяется, когда значение сигнала U, на входе корректирующего устройства 4 не равно нулю.
При резком увеличении нагрузки и превьшении регулируемым параметром заданного значения (точка 25 на ю фиг.2) выполняется условие , на выходе второго компаратора 10 устанавливается уровень логической 1, при этом блок 16 формирователей импульсов вырабатьшает на первом вы- is ходе короткий импульс, который проходит через логический элемент ИЛИ
15и подается на управляющий вход пикового детектора 8, в результате чего последний переходит из режима хранения в режим приема сигнала. В момент нарастания значения регулируемого параметра (точка 25 на фиг.2) смена режима работы пикового детектора 8 не приводит к изменению его выходнЬго сигнала Ug и он по-прежнему повторяет значение входного сигнала и,.
При прохождении регулируемым па- раметром максимума (точка 26 на фиг.З) выполняется условие (4), пиковый детектор 8 переходит в режим хранения сигнала, на выходе компаратора 17 устанавливается уровень логической 1, на втором выходе блока
16формирователей импульсов вырабатывается короткий импульс и формирователь 14 временных интервалов начинает отсчет времени одного оборота шпинделя.40
20
25
30
35
При уменьшении наг-рузки и снижении регулируемого параметра на врем пока имеет место неравенство (2) (участок 27-29 на фиг.2) сигнал U, на выходе компаратора 9 равен логическому О. Если при этом U,,e.y (точка 28 на фиг.2), то значение сигнала и,0 и, следовательно, сигнал и,о на выходе компаратора 10 будут иметь уровень логического О. В результате на выходе элемента ИЛИ 11 также устанавливается уровень логического О. Ключ 3 размыкается сигнал U) становится равным нулю, и изменение сигнала на выходе корректирующего устройства 4 прекращается до тех пор, пока не будут выполнять ся условия (1) или и., 60.
0
В случае второго за время оборота вращения шпинделя превышения нагрузки (точка 29 на фиг.2) выполняются условия (1) и и i:0, причем условие (1) вьтолняется в результате перехода пикового детектора 8 в режим приема входного сигнала, следовательно, выполнения равенства Ug U. При этом как на выходе компаратора 9, так и на выходе компаратора 10 устанавливаются уровни логической 1, которые через логический элемент ИЛИ 11 подаются на управляющий вход ключа 3 и замыкают его. Отрицательное значение сигнала Ug уменьшает сигналы
U5 на выходе , ключ а таю1;е U
ректирующего устройства 4 и привода 5 рабочего органа станка соответственно.
В момент второго пика нагрузки (точка 30 на фиг.2) выполняется условие (4) и на выходе компаратора 17 устанавливается уровень логической
5 1, на втором выходе блока 16 формирователей импульсов вырабатывается короткий импульс, который подается на управляющий вход формирователя 14 временных интервалов, вторично за
0 один оборот запуская его.
При нарушении условия (1) (точка 31 на фиг.2) на выходе компаратора 9 устанавливается уровень логического 5 О, однако размыкания ключа 3 не происходит, потому что на выходе компаратора 10 сохраняется уровень логической 1.
В момент нарушения условия (точка 32 на фиг.2) происходит размыкание ключа 3, изменение сигнала и, следовательно, и U прекращается.
1, ключ а таю1;е U
Если в течение времени, равного о одному обороту шпинделя станка, значение регулируемого параметра U не превьш1ает заданного .,, то формирователь 14 BpebieHtibK интервалов вырабатыаает короткий импульс (точка 33 на фиг.2), который через кий элемент ИЛИ 15 проходит на уп- равлякиций вход пикового детектора и переводит его в режим приема входного сигнала, при этом выполняется условие (1) и на выходе компаратора 9 устанавливается уровень логической
3 замыкается, значения У несколько возрастают.
и.
Ч-
Формула и
зобретени
Система управления металлорежущими станками, содержащая последовательно соединенные датчик регулируемого параметра, блок деления, блок сравнения, ключ, корректирующее устройство и привод рабочего органа станка, выход которого соединен с входом объекта управления, а вход датчика регулируемого параметра - с выходом объекта управления, источник опорного сигнала, соединенный с втот рым входом блрка сравнения, пиковый детектор, первый и второй компараторы, первый логический элемент ИЛИ, причем информационный вход пикового детектора и первый вход первого компаратора соединены с выходом блока деления, второй вход nepisoro компаратора соединен с выходом пикового детектора, а вход второго компаратора - с -выходом блока сравнения, входы первого логического элемента ИЛИ соединены с выходами первого и второго компараторов, а выход - с управляющим входом ключа.
1А65259
10
задатчик регулируемого параметра, соединенный с вторым входом блока деления, отличающаяся тем, что, с целью повышения быстродействия, в систему введены датчик частоты вращения шпинделя, формирователь временных интервалов, второй логический элемент ИЛИ, блок фор0 мирователей импульсов, третий компаратор, причем первый вход блока формирователей импульсов соединен с выходом второго компаратора, а первый выход - с первым входом второго логи5 ческого элемента ИЛИ, второй вход блока формирователей импульсйв соединен с выходом третьего компаратора, а второй выход - с управляющим входом, формирователя временных интервалов,
0 информационньй вход формирователя временных интервалов соединен с.выходом датчика частоты вращения шпинделя, а выход - с вторым входом вто-. рого логического элемента ИЛИ, выход
5 которого соединен с управляющим входом -пикового детектора, входы третьего компаратора соединены с выходами пикового детектора и блока деления.
| Устройство для управления металлорежущими станками | 1985 |
|
SU1298046A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
