Изобретение относится к обработке металлов давлением, в частности к устройствам для вырубки-пробивки деталей из листового материала эластичной средой в открытом объеме, и может быть использовано в различных отраслях промышленности.
Целью изобретения является расширение технологических возможностей устройства за счет повышения рабочего давления, создаваемого эластичной средой.
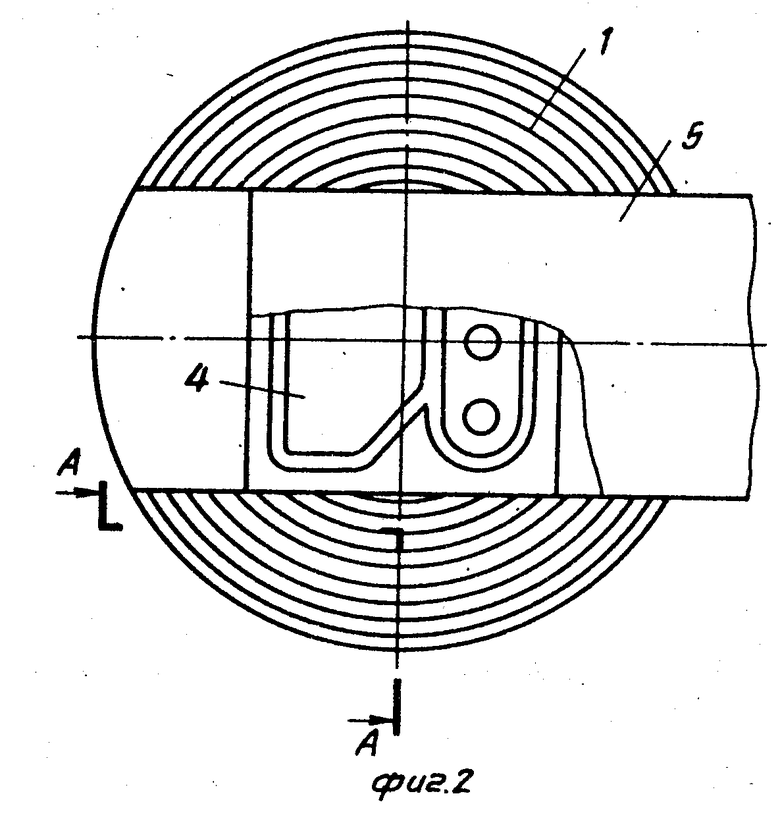
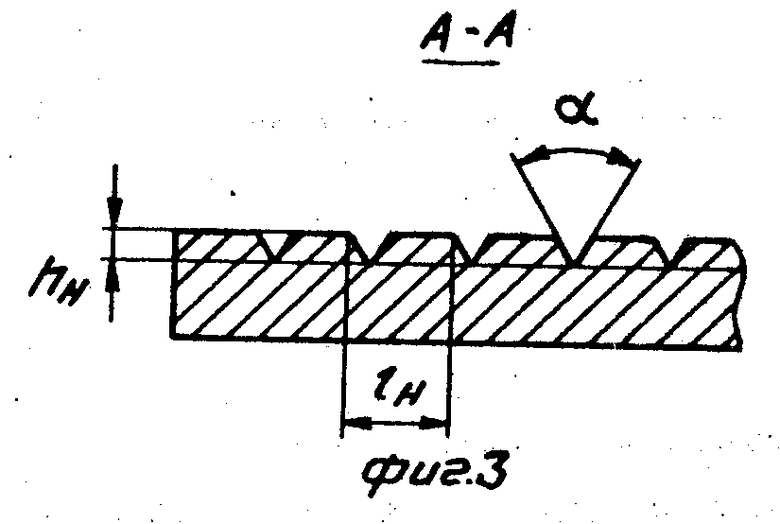
На фиг. 1 представлено устройство в исходном положении; на фиг.2 нижняя технологическая плита с групповым вырубным шаблоном, вид сверху; на фиг.3 разрез А-А на фиг.2.
Устройство состоит из двух параллельных технологических плит 1 и 2 (нижней и верхней), на которых выполнена круговая насечка с шагом lн=3-4hн, где hн глубина насечки. Насечка выполняется, например, треугольного профиля с углом α60-90о, как наиболее распространенным диапазоном углов при вершине токарных проходных резцов. Глубина насечки hн=0,3-0,5 мм определяется тем, что при hн<0,3 мм эластичная пластина 3, размещенная между плитами 1 и 2, сильно растекается (деформируется в горизонтальной плоскости), а при hн>0,5 мм эластичная пластина 3 сильно выкрашивается, что отрицательно сказывается на ее стойкости.
Эластичная пластина 3, например, из полиуретана выполняется толщиной Нэ= 0,05-0,06Dэ, где Dэ диаметр пластины. Указанное соотношение размеров пластины определяется, с одной стороны, ее стойкостью и, с другой стороны, возможностью создания необходимого рабочего давления.
Групповой вырубной шаблон 4 установлен в углублении нижней технологической плиты 1, что значительно увеличивает стойкость эластичной пластины 8, так как она испытывает гораздо меньшие деформации в зоне контакта с групповым вырубным шаблоном 4, чем в случае его установки на рабочую поверхность технологической плиты 1.
Групповой вырубной шаблон 4 установлен в углублении технологической плиты 1 таким образом, что его рабочая поверхность расположена ниже рабочей поверхности технологической плиты на величину, равную 1-3 глубине насечки, что позволяет строго фиксировать заготовку 5 на групповом вырубном шаблоне 4 и предотвращает ее от смещения во время штамповки. Такая установка вырубного шаблона позволяет устанавливать заготовки всего диапазона толщины листовых материалов, штампуемых данным устройством (до S=0,5-0,8 мм при σв≅ 800 МПа и до S=1,5 мм при σв ≅ 450 МПа) заподлицо с рабочей поверхностью технологической плиты или ниже, но не более глубины насечки (для материала S<0,3 мм), что обеспечивает равномерную по площади деформацию эластичной пластины 3 и ее достаточную стойкость. Для штамповки деталей из ленты (полосы) в технологической плите 1 с групповым вырубным шаблоном 4 выполнен сквозной паз для заготовки 5 (ленты или полосы) глубиной, равной 1-3 глубине насечки, который фиксирует заготовку и предохраняет ее от повреждения насечкой.
Устройство работает следующим образом.
На групповой вырубной шаблон 4 укладывается заготовка 5 и накрывается эластичной пластиной 3. При опускании траверсы пресса эластичная пластина 3 сжимается между параллельными технологическими плитами 1, 2 и за счет жесткости эластичной пластины 3, определяемой указанным соотношением ее размеров, а также наличия на технологических плитах 1 и 2 круговой насечки, сдерживающей деформацию пластины 3 в горизонтальной плоскости, и соответствующего расположения группового вырубного шаблона 4 в углублении технологической плиты, в эластичной пластине 3 создается высокое рабочее давление, обеспечивающее штамповку заготовки 5 по групповому шаблону 4.
Оптимальные размеры эластичной пластины 3 Нэ и шаг круговой насечки технологических плит 1 и 2 lн установлены экспериментальным путем.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ-ПРОБИВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА ЭЛАСТИЧНОЙ СРЕДОЙ В ОТКРЫТОМ ОБЪЕМЕ | 1990 |
|
SU1760682A1 |
| СПОСОБ ВЫРУБКИ-ПРОБИВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА ЭЛАСТИЧНОЙ СРЕДОЙ В ОТКРЫТОМ ОБЪЕМЕ | 2004 |
|
RU2280524C2 |
| Устройство для импульсной штамповки особо тонколистовых материалов | 2023 |
|
RU2833305C1 |
| Способ вырубки листовых деталей | 1991 |
|
SU1780899A1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ И ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2605011C1 |
| Устройство для магнитно-импульсной штамповки листовых материалов | 2016 |
|
RU2660505C2 |
| Штамп совмещенного действия для пробивки и вырубки | 1978 |
|
SU764790A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для вырубки-пробивки деталей из листового материала эластичной средой и открытом объеме, и может использоваться в различных отраслях промышленности. Цель изобретения - расширение технологических возможностей устройства за счет повышения рабочего давления, создаваемого эластичной средой. На групповой вырубной шаблон 4, установленный в углублении нижней технологической плиты 1 устройства, укладывается заготовка 5 и накрывается эластичной пластиной 3 толщиной 0,05 - 0,06 ее диаметра. При опускании траверсы пресса с верхней технологической плитой 2 происходит сжатие эластичной пластины 3 между плитами 1 и 2 и за счет этого штамповка заготовки 5 по групповому шаблону 4. Наличие на плитах 1 и 2 круговой насечки с шагом 1н, равном 3 - 4 глубине насечки, сдерживает деформацию эластичной пластины 3, обеспечивает повышение рабочего давления, создаваемого эластичной средой, и, следовательно, расширяет сортаментобрабатываемых деталей. Наличие сквозного паза в нижней плите 1 позволяет обрабатывать заготовки в виде полосы или ленты. 2 з. п. ф-лы, 3 ил. 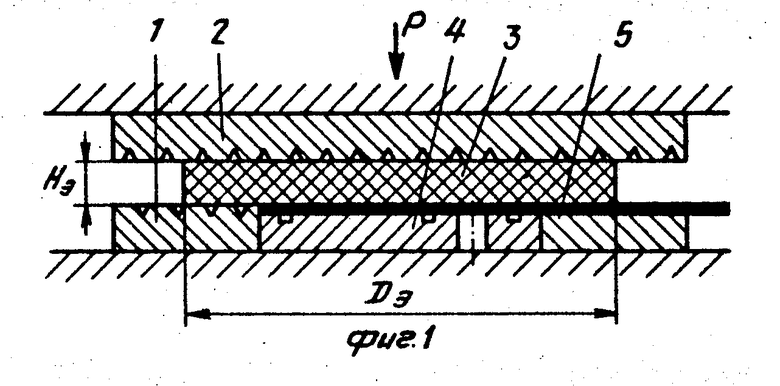
| Сапаровский С.В., Фомаров А.Д | |||
| и др | |||
| Штамповка резиной | |||
| Куйбышевское книжное издательство, 1964, с.7-8. |
