Изобретение относится к листовой штамповке, а именно к способам вырубки деталей эластичной средой и может быть использовано в авиационной, приборостроительной и других отраслях промышленности.
Известен способ вырубки листовых деталей, включающий установку заготовки на вырубном шаблоне, соответствующем форме вырубаемой детали, и вырубку детали путем воздействия эластичной среды.
Недостатком известного способа, вырубки являются малые технологические возможности вырубки деталей, имеющих открытые пазы с острыми кромками на пересечении их поверхностей с поверхностью наружного контура детали, например, с отношением ширины паза к толщине материала менее 10. Это объясняется тем, что для вырубки узких пазов необходимо очень большое давление эластичной среды.
Целью изобретения является расширение технологических возможностей за счет получения деталей с отношением ширины паза к толщине материала менее 10 и
уменьшения потребного для вырубки давления эластичной среды.
Цель изобретения достигается тем, что сначала в заготовке пробивают пазы, с плавно расширяющимися стенками в зоне припуска до необходимой для гарантированной вырубки величины, а затем отделяют припуск.
При предлагаемом способе вырубки трещина разделения первоначально появляется в расширенной части паза, находящейся в зоне припуска, а затем распространяется на всю длину паза.
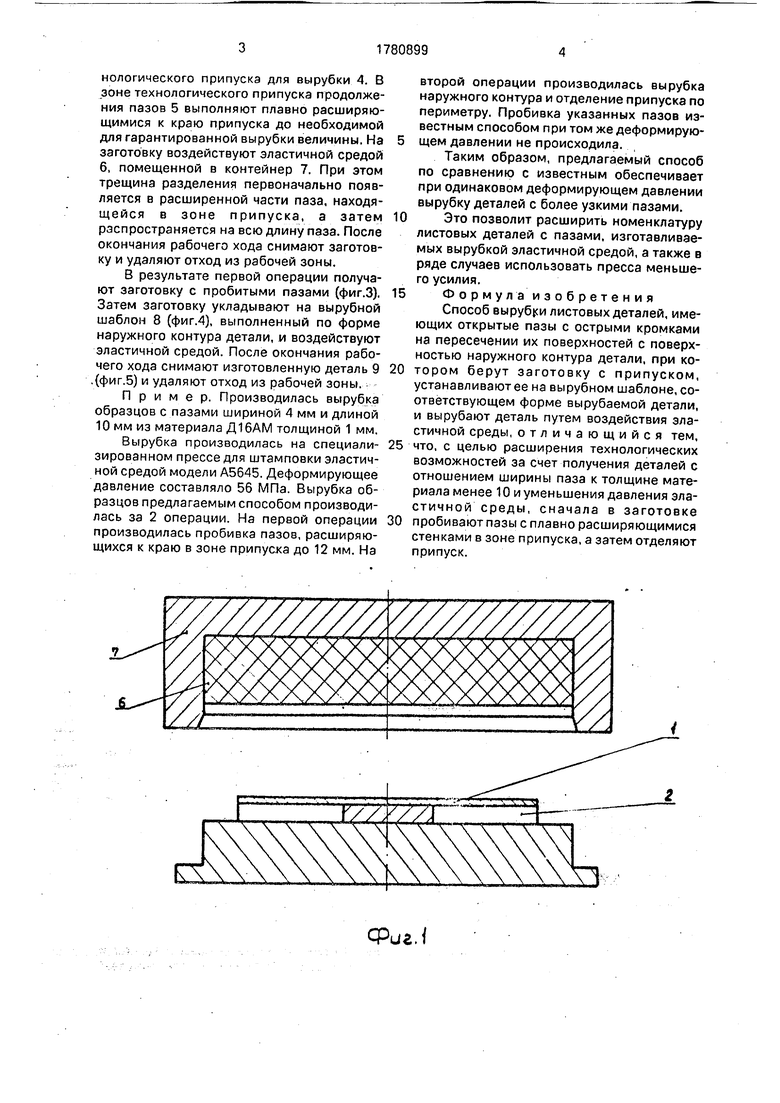
На фиг.1 показана схема вырубки, начальное положение, поперечный разрез; на фиг.2 - схема вырубки, вид сверху на заготовку и вырубной шаблон; на фиг.З -деталь после 1-ой операции; на фиг.4 - вид сверху на заготовку и вырубной шаблон для окончательной вырубки; на фиг.5 - вид сверху на изготовленную деталь.
Предлагаемый способ осуществляется следующим образом.
Заготовку 1 устанавливают на вырубной шаблон 2, выполненный с пазами 3 (фиг.2) и увеличенный по периметру на величину техXI00
О
О
нологического припуска для вырубки 4. В зоне технологического припуска продолжения пазов 5 выполняют плавно расширяющимися к краю припуска до необходимой для гарантированной вырубки величины. На заготовку воздействуют эластичной средой б, помещенной в контейнер 7. При этом трещина разделения первоначально появляется в расширенной части паза, находящейся в зоне припуска, а затем распространяется на всю длину паза. После окончания рабочего хода снимают заготовку и удаляют отход из рабочей зоны.
В результате первой операции получают заготовку с пробитыми пазами (фиг.З). Затем заготовку укладывают на вырубной шаблон 8 (фиг.4), выполненный по форме наружного контура детали, и воздействуют эластичной средой. После окончания рабочего хода снимают изготовленную деталь 9 .(фиг.5) и удаляют отход из рабочей зоны.
Пример. Производилась вырубка образцов с пазами шириной 4 мм и длиной 10 мм из материала Д16АМ толщиной 1 мм.
Вырубка производилась на специали- зированном прессе для штамповки эластичной средой модели А5645. Деформирующее давление составляло 56 МПа. Вырубка образцов предлагаемым способом производилась за 2 операции. На первой операции производилась пробивка пазов, расширяющихся к краю в зоне припуска до 12 мм. На
второй операции производилась вырубка наружного контура и отделение припуска по периметру. Пробивка указанных пазов известным способом при том же деформирующем давлении не происходила.
Таким образом, предлагаемый способ по сравнению с известным обеспечивает при одинаковом деформирующем давлении вырубку деталей с более узкими пазами.
Это позволит расширить номенклатуру листовых деталей с пазами, изготавливаемых вырубкой эластичной средой, а также в ряде случаев использовать пресса меньшего усилия.
Формула изобретения
Способ вырубки листовых деталей, имеющих открытые пазы с острыми кромками на пересечении их поверхностей с поверхностью наружного контура детали, при котором берут заготовку с припуском, устанавливают ее на вырубном шаблоне, соответствующем форме вырубаемой детали, и вырубают деталь путем воздействия эластичной среды, отличающийся тем, что, с целью расширения технологических возможностей за счет получения деталей с отношением ширины паза к толщине материала менее 10 и уменьшения давления эластичной среды, сначала в заготовке пробивают пазы с плавно расширяющимися стенками в зоне припуска, а затем отделяют припуск.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ-ПРОБИВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА ЭЛАСТИЧНОЙ СРЕДОЙ В ОТКРЫТОМ ОБЪЕМЕ | 1986 |
|
SU1466098A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКИХ ИЛИ КОНИЧЕСКИХ ШАЙБ ВЫСОТОЙ, В 2...2,5 РАЗА ПРЕВЫШАЮЩЕЙ ТОЛЩИНУ ИСХОДНОГО МАТЕРИАЛА | 2009 |
|
RU2422232C1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| Штамп последовательного действия для получения заготовок петель из полосы | 1991 |
|
SU1819711A1 |
| Устройство для вырубки листовых деталей | 1990 |
|
SU1759503A1 |
| Штамп для вырубки деталей и пробивки отверстий эластичной средой | 1979 |
|
SU854514A1 |
| СПОСОБ ШТАМПОВКИ ДИСКОВ КОЛЕС | 1996 |
|
RU2092263C1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2014 |
|
RU2584833C2 |


Использование в листовой штамповке. Сущность изобретения: сначала в заготовке пробивают пазы с плавно расширяющимися стенками в зоне припуска. Затем отделяют припуск. 5 ил.
Фиг.1
9
«о G
Ј
А
Го
Фиг.Ц
| Ходырев В.А | |||
| Проектирование, изготовление и эксплуатация штампов с полиуретаном | |||
| Пермь, 1975, с.219, рис.84. |
