Известны формовочные установки для изготовления сборных железобетонных изделий виброштампованием с применением пневмопригруза. Общеизвестно также применение многоместных форм для одновременного изготовления нескольких пустотелых изделий.
Однако известные формовочные установки для изготовления сборных железобетонных изделий виброштампованием в сочетании с применением многоместных форм не применялись ранее для изготовления железобетонных труб.
Отличительными особенностями предложенной установки являются выполнение многоместной формы и пневмопригруза с форму1ош,ими поверхностями в виде стыкуюшихся в горизонтальной плоскости полуформ (полуцилиндров) с острыми краями у стыков и выполнение пневмопригруза таким образом, что на концах верхней полуформы образованы прорези.
Это позволяет использовать предложенную установку для одновременного формования нескольких пустотелых железобетонных изделий, например, труб, и удалять избыточную бетонную смесь при формовании изделий.
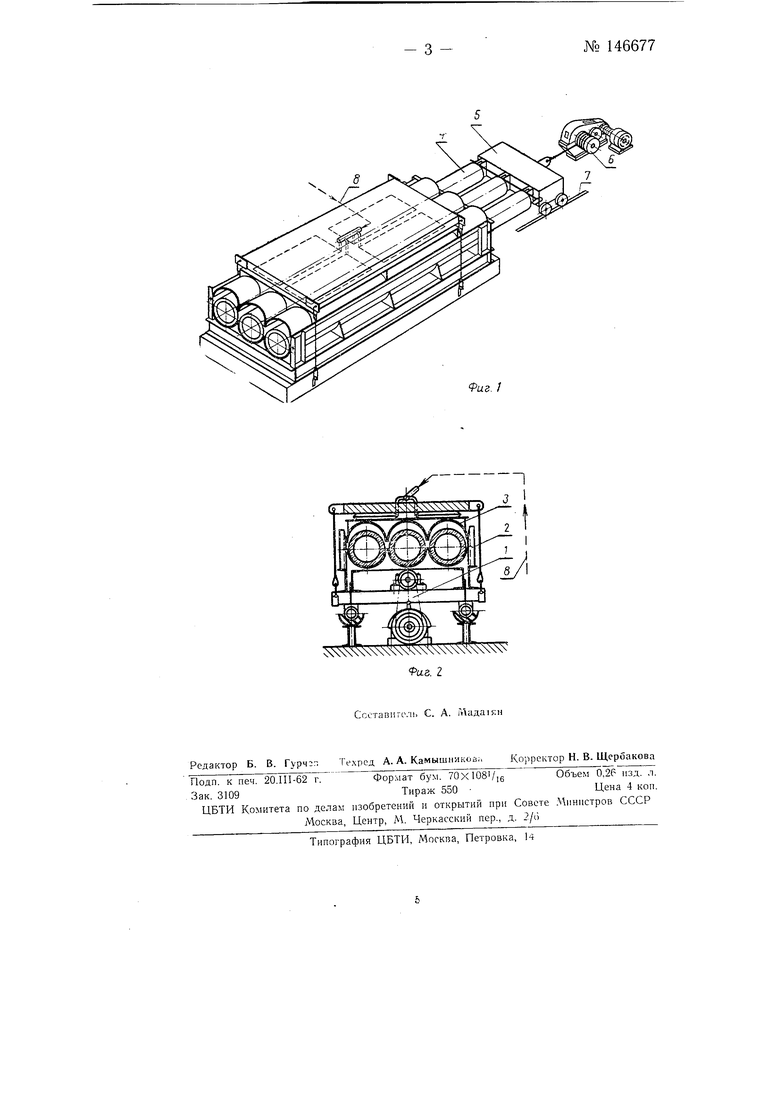
На фиг. 1 изображена предложенная установка, а на фиг. 2 - то Же, в поперечном разрезе.
Предложенная установка для изготовления железобетонных труб состоит из вибростола 1, многоместной формы 2, пневмопригруза 3, пустотообразователей 4,. тележки 5 для перемещения пустотообразователей, лебедки 6 и направляющих 7.
Изготовление железобетонных труб с помощью предложенной установки производится в следующей последовательности.
№ 146677- 2 -На вибростоле 1 устанавливается и закрепляется многоместная форма 2, имеющая, например, три полуцилиндра диаметром, соответствующим наружному диаметру изготавливаемых труб.
Внутренняя поверхность полуцилиндров смазывается и в форму 2 укладываются цилиндрические арматурные каркасы.
Затем бетоноукладчик, проходя над формой 2, засыпает около 30% от общего объема бетонной смеси, необходимого для изготовления труб.
С помощью лебедки 6 к тележки 5 в форму 2 вводятся пустотообразователи 4 и производится виброуплотнение уложенной бетонной смеси в течение 1-2 ;1шн, после чего бетоноукладчик, продвигаясь вдоль формы, выдает остальную часть бетонной смеси, необходимую для изготовления труб. Бетоноукладчик имеет насадку, обеспечивающую равномерно выдачу бетона на пустотообразователи.
Далее с помощью мостового крана на форму 2 накладывается пневмопригруз 3, который крепится к раме вибростола /; включается вибростол / и одновременно по воздухопроводу 8 подается в резервуары пневмопригруза 3 сжатый воздух, создающий суммарное давление на форму около 12-15 т или в пересчете на 1 см- наружной поверхности трубы около 150 г.
Под действием вибрации и пригруза жесткая бетонная смесь приобретает необходимую плотность, после чего вибростол 1 и пневмопригруз 3 выключаются и пустотообразователи 4 извлекаются с помощью лебедки 6 и тележки 5, которая двигается по направ. 1яющим 7.Пневмопригруз 3 снимается, а форма 2 с отформованными трубами транспортируется к месту их термовлажностной обработки.
Предложенное устройство для формования железобетонных труб по описанной технологии обеспечивает высокую производительность завода.
Предмет изобретения
1.Формовочная установка для изготовления железобетонных труб, состоящая из виброплощадки, трубчатых пустотообразователей, пневмопригруза и многоместной формы, отличающаяся тем, что, с целью применения ее для одновременного формования нескольких железобетонных изделий пустотелой формы, например труб, многоместиая форма и пневмопригруз выпол1 ены с формующими поверхностями в виде стыкующихся в горизонтальной плоскости полуформ (полуцилиндров) с острыми краями у стыков.
2.Формовочная установка по п. 1, отличающаяся тем, что, с целью возможности удаления избыточной бетонной смеси при формовании изделий, пневмопригруз выполнен так, что на концах верхней полуформы образованы вырезы.
Фиг. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления предварительно напряженных железобетонных конструкций и изделий | 1957 |
|
SU127168A1 |
| Способ электротермомеханического напряжения высокопрочной проволоки для непрерывного армирования железобетонных изделий | 1961 |
|
SU149202A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ УКРУПНЕННЫХ СТЕНОВЫХ ЭЛЕМЕНТОВ И СТЕНОВОЕ ТЕПЛОСБЕРЕГАЮЩЕЕ ОГРАЖДЕНИЕ ЗДАНИЙ, ПОЛУЧЕННОЕ НА ДАННОЙ ЛИНИИ | 2008 |
|
RU2398677C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТОЙЧИВОЙ ЖЕЛЕЗНОДОРОЖНОЙ ШПАЛЫ С ИСПОЛЬЗОВАНИЕМ ОТХОДОВ ГОРНО-МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2007 |
|
RU2335590C1 |
| Установка для термообработки железобетонных пустотных панелей | 1986 |
|
SU1440733A1 |
| Установка для производства железобетонных труб | 1983 |
|
SU1400889A1 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113990C1 |
| Устройство для образования пустот в изделиях бетонных смесей | 1977 |
|
SU733997A1 |
| Установка для формования изделий из бетонных смесей | 1989 |
|
SU1749044A1 |
| Установка для изготовления железобетонных колец | 1982 |
|
SU1084143A1 |