Изобретение относится к дуговой сварке неповоротных стыков труб, преимущественно плавящимся электродом с принудительным формированием, и может быть использовано для монтажа магистральных и технологических трубопроводов.
Цель изобретения - повышение качества сварного соединения за счет обеспечения равномерного заполнения сечения шва по всей длине и исключения возможности прожогов и нёпрова- ров.
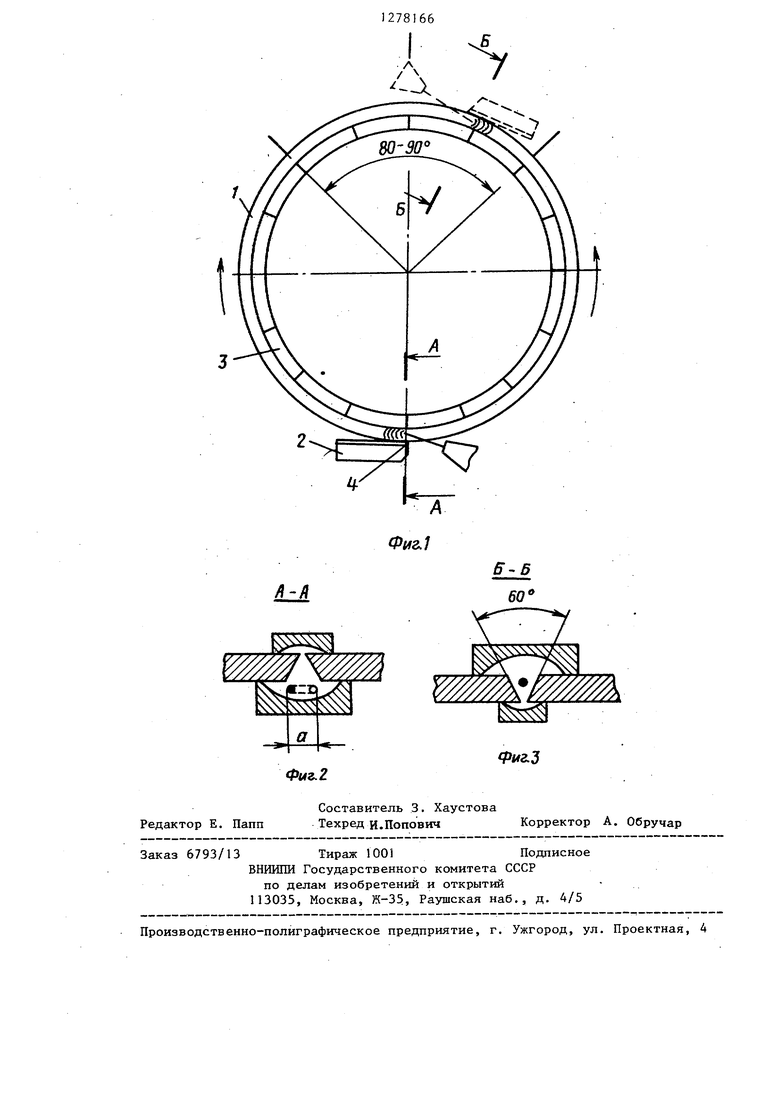
На фиг. 1 представлена схема, реализующая способ; на фиг. 2 и 3 - разрезы А-А и Б-Б на фиг. 1 соответственно.
Способ осуществляют с принудительным формированием.
В начальный момент сварки свароч- ну7о головку (не .показана) размещают в потолочном положении. Б, зазор, образованный кромками свариваемых труб 1 и формирующими устройствами 2 и 3, подают электрод 4 и зажигают сварочную дугу. При этом корректором поперечных колебаний (не показан) выпол- няют поперечные колебания электрода с . амплитудой, на 2-3 мм меньше ширины разделки (фиг. 2), для избежания закорачивания электрода на кромке. Затем перемещают сварочную головку снизу вверх от потолочного положения через вертикальную часть стыка и заканчивают сварку в верхнем участке . При этом производят плавное уменьшение амплитуды колебаний, доводя ее на верхнем участке трубы с центральным углом 80-90 (на свариваемой половине стыка угол 40-45 ° до нуля (фиг. 3) на верхнем участке трубы с центральным углом 80-90 .
Итак, в потолочном пололсении, где концентрация тепла происходит в корне шла, поперечные колебания электрода (с амплитудой на 2-3 мм меньше ширины разделки) обеспечивают равно- мерное рассредоточение тепла по сечению плавильного пространства, поочередный подвод тепла к кромкам разделки и тем самым обеспечивают надежное сплавление металла шва с основным металлом и устраняют возможность прожогов.
По мере продвижения вдоль стыка к нижнему положению меняется положение сварочной ванны относительно свариваемых кромок. Б нижнем положении,
где концентрация тепла происходит у верхних кромок, сварка с поперечными колебаниями усиливает растекание сварочной ванны, при этом в корне шва возможны непровары. Плавное уменьшение амплитуды колебаний и снижение ее до нуля на верхнем участке трубы устраняет упомянутые недостатки.
Центральный угол На верхнем участке трубы, равный 80-90°, установлен экспериментально. На этом участке условия сварки приближаются к услоВИЯМ в нижнем положении. Уменьшение или увеличение угла приводят к ухудшению качества и увеличению процента брака на этом участке, что-недопустимо. .
Предлагаем1)1М способом на сварочном комплексе Стык производили сварку труб с V-образной разделкой и углом раскрытия 60°. Размеры труб 1220x9,5 и 1220x10,5 мм. При этом
1 320-280 А, U 22-29 В, V 8 - 12 м/ч. Амплитуда поперечных колебаний и потолочном положении, в зависимости от ширины разделки 6-8 мм.
Визуальный контроль сваренных стыков, а: также измерения ширины шва по всей длине стыка показьшают, что сварка предлагаемым способом обеспечивает надежное сплавление сварного
шва с ocHOBiaiM металлом, так как ширина шва, постоянная по всей длине стыка исключает прожоги и непровары и, как следствие, повьш1ает качество сварного соединения.
Формула изобретения
Способ автоматической дуговой сварки неповоротных стыков труб, при
котором сварку каждой половины стыка ведут снизу вверх, от потолочного положения к нижнему, с поперечными колебаниями электрода, о т л и ч.а ю- щ и и с я тем, что, с целью повьшения качества сварного соединения за счет обеспечения равномерного заполнения сечения шва по свей длине, устранения несплавлений и непроваров, амплитуду поперечных колебаний электрода изменяют, плавно уменьшая ее после начала сварки в потолочном положении до нулевого значения на верхнем участке трубы с центральным углом 80-90 °.
/:д
ч.
ч
Фиг.1
А А
1К-Г1
Редактор Е. Папп
Фиг. 2
Составитель 3. Хаустова Техред и.Попович
т
fftttz.3
Корректор А. Обручар
Заказ 6793/13 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А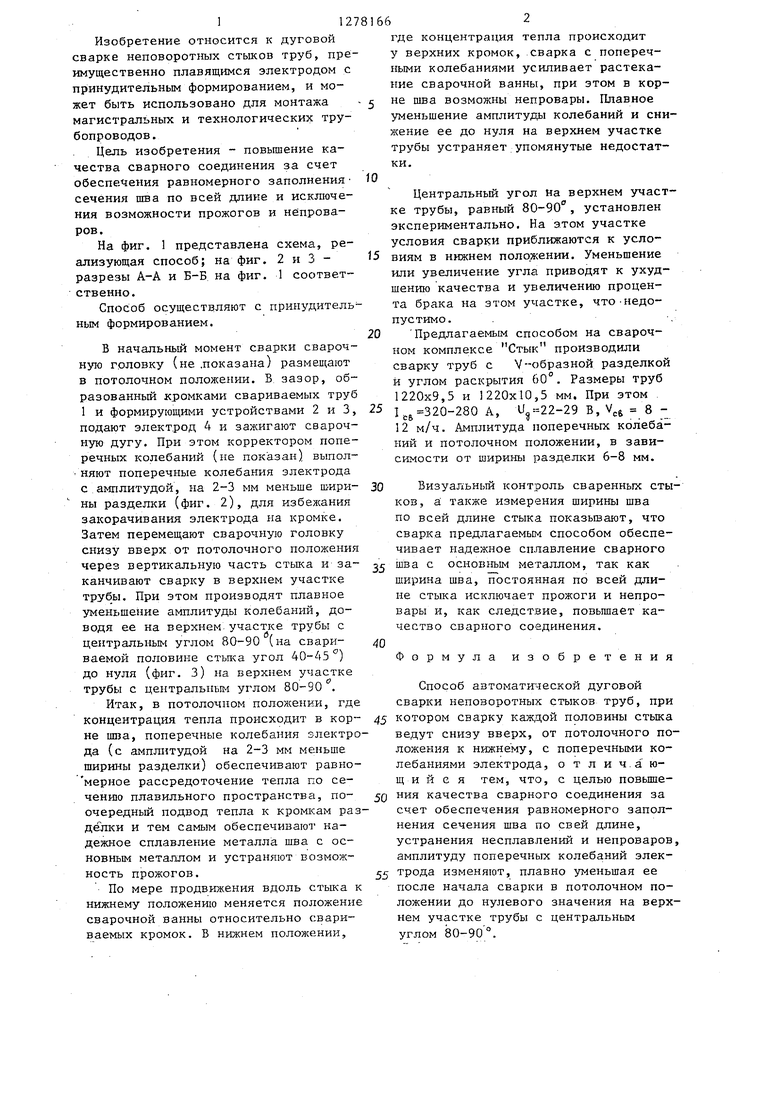
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической дуговой сварки неповоротных стыков труб | 1986 |
|
SU1466899A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ автоматической сварки кольцевых неповоротных стыков труб | 1987 |
|
SU1433704A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2021 |
|
RU2759350C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 2015 |
|
RU2601366C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ сварки неповоротных стыков труб | 1989 |
|
SU1673334A1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
Изобретение относится к области дуговой сварки неповоротных стыков труб, преимущественно плавящимся электродом с принудительным формированием, и может быть использовано для монтажа магистральных и технологических трубопроводов. Целью изобретения является повьшхение качества сварного соединения за счет обеспечения равномерного заполнения сечения шва по всей длине и устранения несплавлений и непроваров, В способе осуществляется сварка снизу вверх с поперечными колебаниями электрода. Амплитуду поперечных колебаний электрода изменяют, плавно уменьшая ее после начала сварки в потолочном положении таким образом, что на верхнем участке трубы с центральным углом 80-90 амплитуда равна нулю. В потолочном положении, где концентрация -тепла в корне пта, поперечные колебания обеспечивают равномерное рассосредоточение тепла, тем самым устраняется прожог и несплавления. По мере заполнения разделки меняется положение сварочной ванны в пространстве. Плавное уменьшение амплитуды колебаний и снижение ее до нуля на верхнем участке устраняет непровары. 3 ил. i (Л 1 00 а с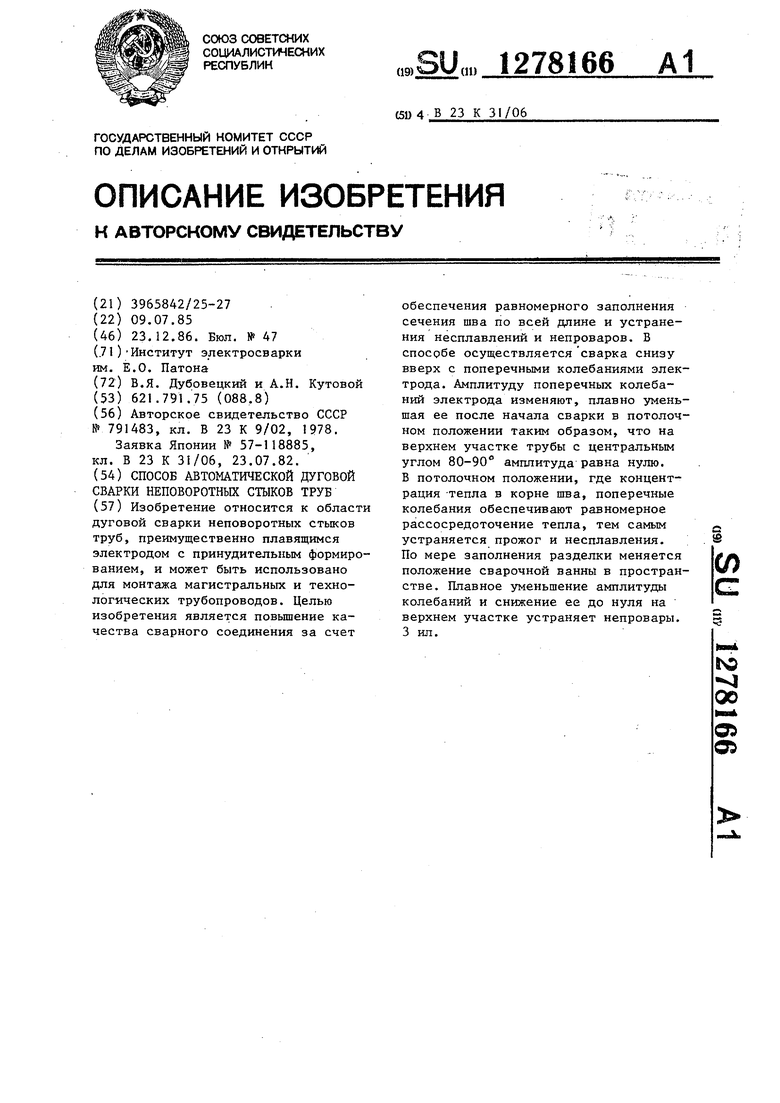
| Способ дуговой сварки | 1978 |
|
SU791483A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
