4
со Со
еЭ
Изобретение относится к сварке, а именно к способам электродуговой сварки с принудительным формированием кольцевых швов, и может быть использовано при строительстве трубопроводов, в энергетическом, химическом и других отраслях машиностроения
Цель изобретения - повышение качества сварного стыка.
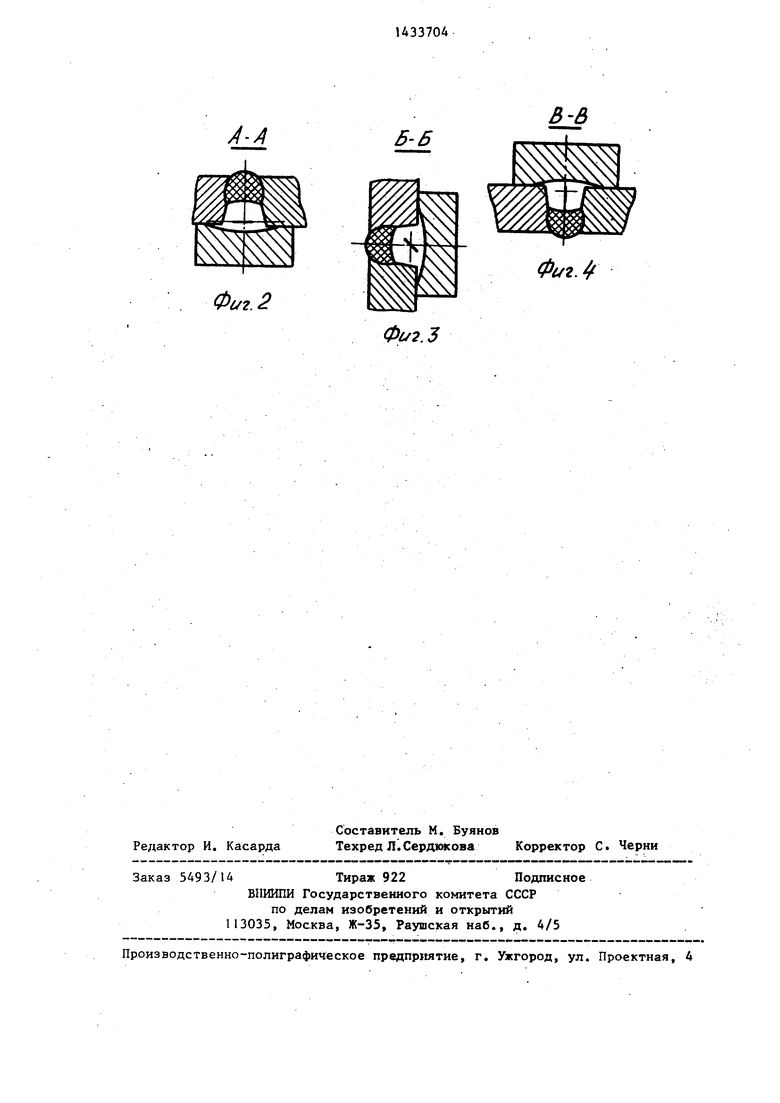
Иа фиг. 1 представлена схема реализации способа; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Способ осуществляется следующим образом.
В начальный момент сварки сварочную головку (не показано) размещают в потолочном положении в нижней точке стыка. В зазор, образованный кромками свариваемых труб I и формирующим устройством 2, по касательной Т к трубе в месте сварки подают ленточный Электрод 3 (касательная прохо дит по оси электрода), располагая его щирокой стороной параллельно оси трубы, т.е. перпендикулярно к плоскости стыка.
Зажигают сварочную дугу и затем перемещают сварочную головку снизу вверх от потолочного положения через вертикальную часть и заканчивают сварку в верхнем участке трубы. При этом осуществляют постепенный разворот электрода 3 вокруг его оси так, что в нижнем положении электрод повернут относительно начального положения на 90°. Вторую головку таким ж образом перемещают в противоположном направлении от нижней точки сты- ка к верхней.
Таким образом, в предлагаемом способе в-потолочном положении, где возможны несплавления и прожоги корня щва, осуществляют подачу электрода щирокой стороной параллельно оси трубы, а в нижнем положении, где возможны непровары корня шва и растекание сварочной ванны, подачу
0
5
0
с
0
5
5
электрода осуществляют широкой стороной перпендикулярно оси трубы, обеспечивает равномерное рассредоточение тепла по сечению плавильного пространства и тем самым гарантирует надежное сплавление шва с основным металлом и устраняет прожоги и непровары.
Предлагаемым способом на сварочном комплексе Стык производят сварку труб с V-образной разделкой и углом раскрытия кромок бО. Размеры труб 1420.19,5. Для сварки применяют порощковый ленточный электрод марки ППАН-122п с размерами мм. При этом ICB 420-480 А (меньшее значение сварочного тока для сварки корня шва) и и дуги 30 В. Процесс сварки протекает стабильно. Дуга перемещается по электроду от одного. конца к другому, что заменяет колебания обычного электрода.
Контроль сваренных стыков пока- зьшает, что обеспечивается требуемое качество по всей длине щва при разных пространственных положениях сварочной ванны.
Предлагаемый способ обеспечивает хорошие результаты не только при сварке облицовочного слоя, но и при сварке корня щва.
Формула изобретения
Способ автоматической сварки кольцевых неповоротных стыков труб, при котором трубу располагают горизонтально, сварку начинают в нижней точке стыка, производят ее снизу вверх и заканчивают в верхней точке стыка, отличающийся тем, что, с целью повьщ1ения качества сварного стыка, сварку производят порошковым ленточным, электродом, в начале сварки электрод располагают перпендикулярно плоскости стыка, в процессе сварки разворачивают электрод и в конце сварки располагают его в плоскости стыка.
/-//
Фи2.2
В &
Б-6
Фиг. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической дуговой сварки неповоротных стыков труб | 1986 |
|
SU1466899A1 |
| Способ автоматической дуговой сварки неповоротных стыков труб | 1985 |
|
SU1278166A1 |
| Способ дуговой сварки | 1978 |
|
SU791483A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ односторонней двухдуговой сварки неплавящимися электродами | 1986 |
|
SU1449274A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ УЗЛА СОПРЯЖЕНИЯ ДНИЩА РЕЗЕРВУАРА С ЕГО СТЕНКОЙ | 2021 |
|
RU2772702C1 |
| Способ автоматической сварки неповоротных стыков труб | 1984 |
|
SU1192928A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ, РАСПОЛОЖЕННЫХ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 2012 |
|
RU2555313C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ КОРНЕВЫХ СЛОЕВ СВАРНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2381092C2 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
Изобретение относится к области сварки, а именно к способам электродуговой сварки с принудительным формированием кольцевых швов, и может быть использовано при строительстве трубопроводов, в энергетическом, химическом и других отраслях машиностроения. Цель изобретения - повышение качества сварного стыка. Сварку производят ленточнь1м порошковым электродом 3 и начинают с нижней точки стыка. Электрод 3 располагают перпендикулярно плоскости стыка. По мере сварки снизу вверх электрод 3 разворачивают на 90 и в верхней точке стыка (в момент окончания сварки) располагают в плоскости стыка. При этом обеспечиваются равномерное распределение тепла по сечению плавильного пространства, надежное сплавление шва с основным металлом. Устраняются прожоги и непровары. 4 ил. (С ел
Фи2.5
| Таран В.Д | |||
| Сварка магистральных трубопроводов и конструкций, М.: Недра, 1970, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Способ автоматической сварки неповоротныхСТыКОВ ТРуб | 1975 |
|
SU831462A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
