1
Изобретение относится к холодной обработке металлов и сплавов методом пластической деформации и может, быть использовано для чистовой обработки поверхностей деталей виброобкатыванием.
Цель изобретения - повышение качества за счет сглаживания наплывов до высоты, сравнимой с высотой микронеровностей исходной шероховатости.
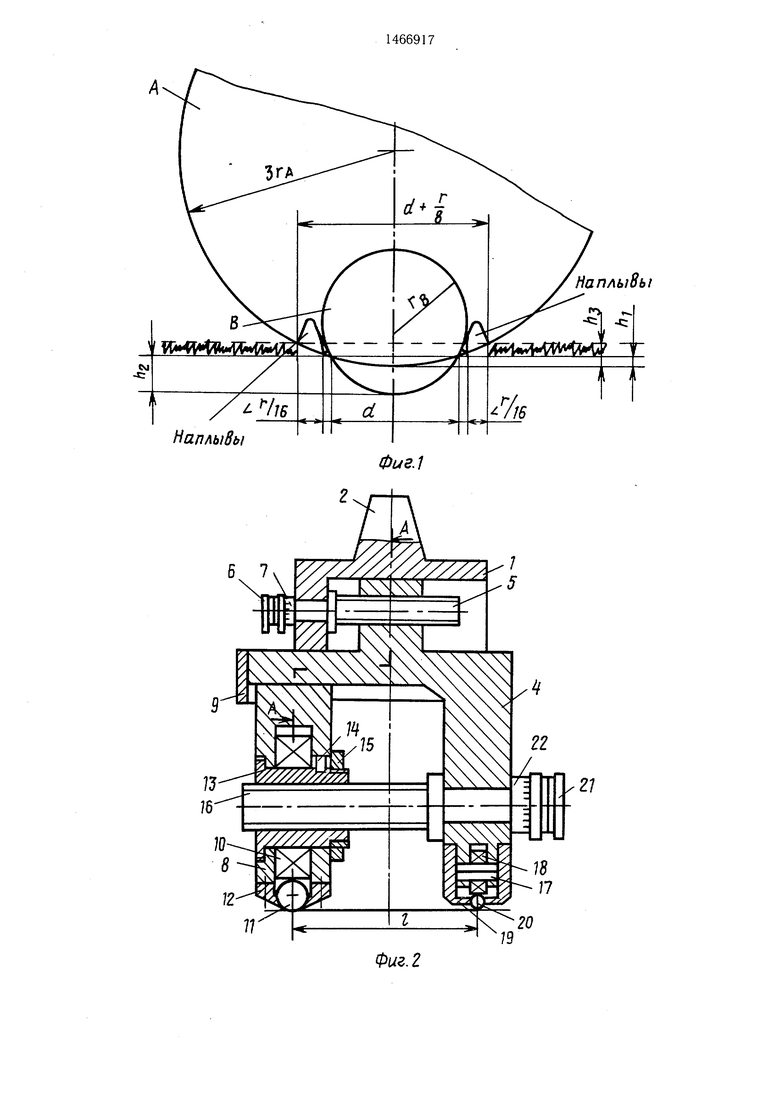
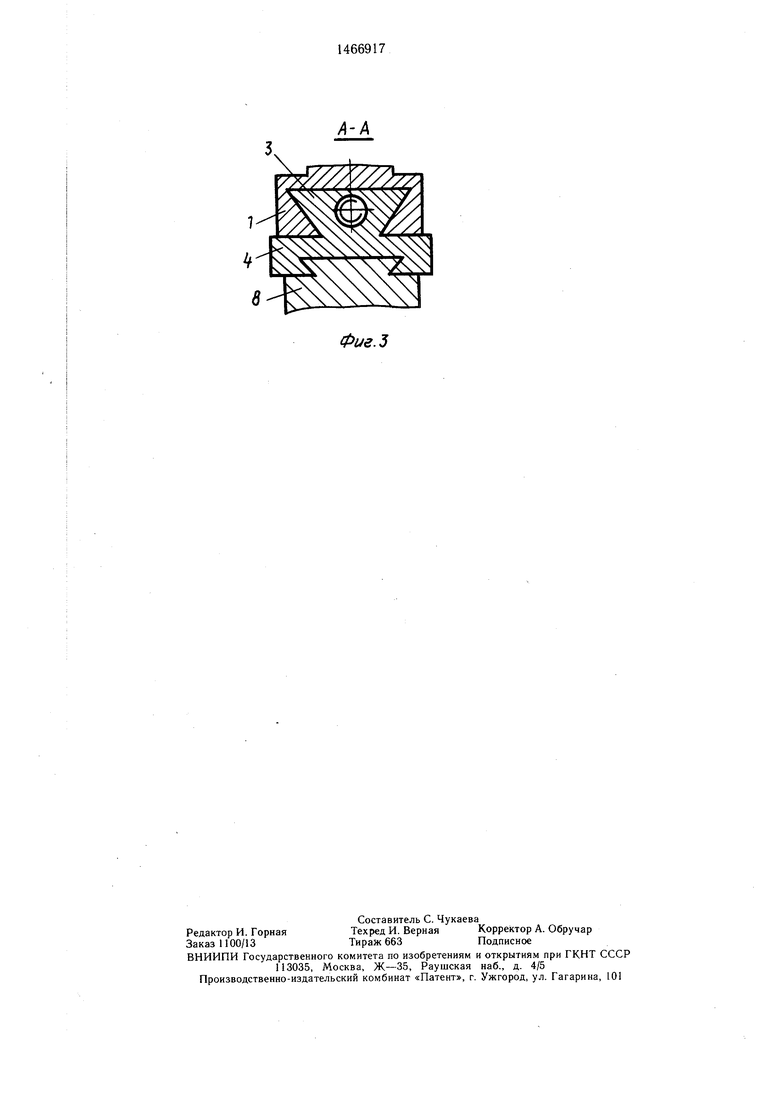
На фиг. 1 поясняется обоснование выбора радиусов деформирующих элементов; на фиг. 2 изображено предлагаемое устройство, общий вид; на фиг. 3 - сечение А-А на фиг. 2.
Устройство состоит из оправки 1 с хвостовиком 2, который вставляют в узел осцилляции (узел, вызывающий возвратно-поступательные перемещения деформирующих элементов) виброголовки (не показаны). В теле оправки 1 выполнен паз типа «ласточкин хвост в котором размещена гайка 3
Г-образного кронштейна 4, с которой соединен винт 5, закрепленный в оправке 1, на котором располагаются маховик 6 и нониус 7. В горизонтальной полке Г-образного кронштейна 4 также выполнен паз типа «ласточкин хвост параллельно пазу в оправке 1, в котором установлена вертикальная стойка 8. На торце горизонтальной полки Г-образного кронштейна установлен ограничительный упор 9 для предотвращения выхода стойки 8 из паза. В стойке 8 расположен шарикоподшипник 10, на который опирается деформируюший элемент 11, размещенный в сепараторе 12, соединенном винтами (не показаны) со стойкой 8. Шарико- подщипник 10 установлен на оси 13, установленной в стойке 8 на шпонке 14 и закрепленной гайкой 15. Внутри оси 13 выпатнено резьбовое отверстие, в которое входит винт 16, закрепленный на вертикальной полке Г-образного кронштейна 4, на которой уста
О5 О) СО
новлены ось 17 с шарикоподшипником 18 и сепаратор 19, в котором размещен деформирующий щарик 20 с опорой на щарикопод- щипник 18. На ви-нте 16 расположены маховик 21 и нониус 22.
Радиус кривизны деформирующих элементов, сминающих наплывы, должен быть больще чем в три раза радиуса кривизны деформирующего элемента, профилирующего канавку. Это условие выбирается решением неравенства.
h, - h,-: hj., т.е. ГА/ГВ 3, где к-д - радиус деформирующего (раскатывающего наплывы) элемента; fjj - радиус деформирующего (рабочего, профилирующего ) элемента; li - глубина канавки от деформирования щаром с большим радиусом кривизны;
глубина канавки от деформирования шаром с меньшим радиусом кривизны (шаром, профилирующим канавку); 1ij- воображаемая глубина канавки
(высота сегмента).
Устройство работает следующим образом.
Предварительно, исходя из условий образования необходимой синусоидальной канавки ЧРМР, зная Fsar и Песи,, определяют f. Затем на эту величину f.устанавливают стойку 8 с деформирующим элементом 11, вращая винт 16 маховиком 21 по нониусу 22 так, чтобы расстояние между центрами деформирующих элементов (шариков) 11 и 20 было равно f (это можно определить по пятнам касания с обрабатываемой поверхностью). Далее, врашая винт 5 маховиком 6, по нониусу 7 от нулевой риски (не показана) перемешают кронштейн 4 в нужном направлении так, чтобы ось хвостовика 2 оправки 1 проходила через середину расстояния между центрами деформирующих элементов (шариков) 11 и 20. Нагрузив устройство рабочим усилием деформирования, включив подачу заготовки и движение осцилляции (направление осцилляции перпендикулярно плоскости фиг. 1), производят вибронакатывание поверхности заготовки. При этом деформирующий щар 20 выдавливает канавки
ЧРМР, формируя профиль и их размеры, а деформирующий щар 11 раскатывает, сминает наплывы, образующиеся по краям канавок, до высоты, меньшей глубины канавок и сравнимой с высотой микронеровностей исходной шероховатости.
Например, при подаче заготовки F, 2400. мм/мин, частоте осцилляции n 240 дв. х./мин, длине волны канавка ЧРМР I- 10 мм, амплитуде осцилляции 8 мм, усиЛИИ деформирования на один шар 400 Н, материале заготовки с твердостью НВ 200 кг/мм 2, деформирующих шариках соответственно 3 и 12 мм, ширине канавки d 0,424 мм, глубине канавки мкм,
Ьз 8 мкм, h 4 мкм, разность h,-h, составляет 4 мкм, т.е. -i в пределах R 2,5-4 мкм исходной шероховатости, т.е. указанное неравенство выполнимо, причем ,125r или 0,424 0,188, где г - радиус деформирующего щара.
Применение предлагаемого устройства обеспечит создание регулярных микрорельефов с исключением негативного влияния наплывов на работоспособность трущихся поверхностей.
Формула изобретения
5
0
Устройство для виброобкатыр ния, содержащее оправку, установленную с возможностью возвратно-поступательного перемещения и связанную с кронщтейном, несущим державки с деформирующими элементами, отличающееся тем, что, с целью повышения качества за счет смятия наплывов до величины исходной шероховатости, связь оправки с кронштейном выполнена в виде паза «ласточкин хвост, а кронштейн выполнен составным с вертикальной стойкой и Г-обра.- ным, на горизонтальной полке которого параллельно пазу оправки выполнен паз «ласточкин хвост для установки в нем с возможностью перемещения вертикальной стоики, при этом радиусы кривизны деформирующих элементов находятся в соотнощении
где
6rjr 3,
ка радиус рабочего элемента.
Наплывы
Наплывы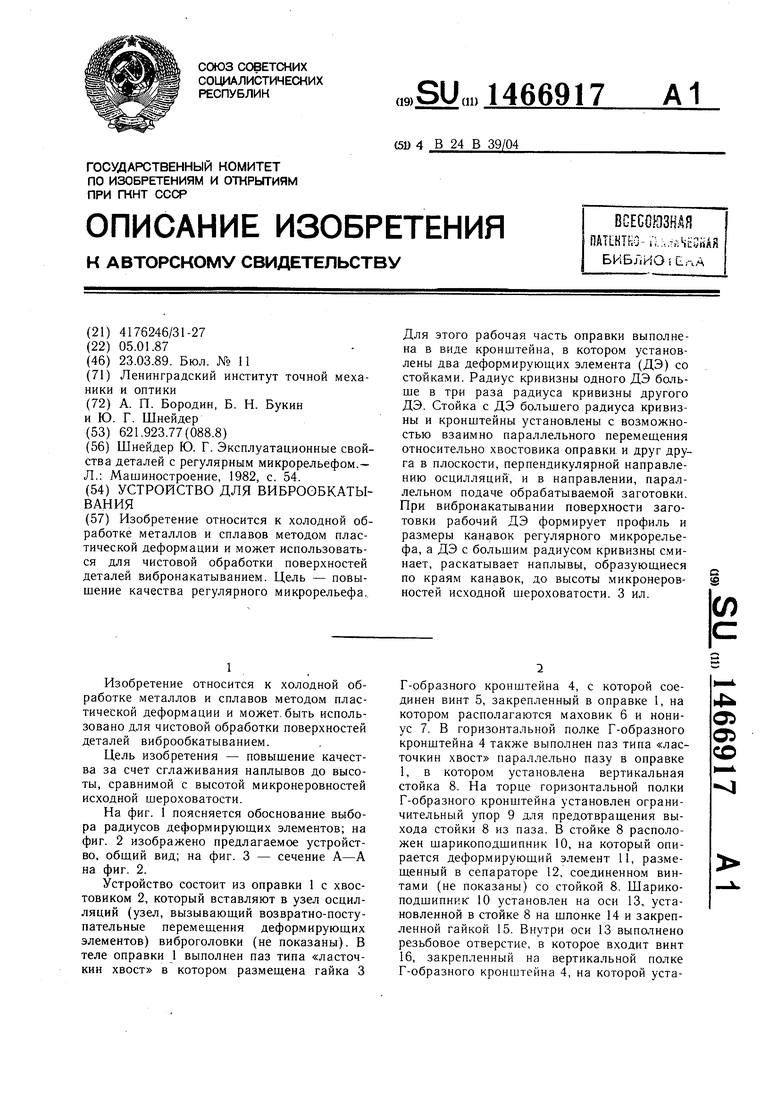

| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный инструмент для регуляризации микрорельефов | 1991 |
|
SU1792823A1 |
| Способ упрочняюще-чистовой обработки поверхностей деталей | 1986 |
|
SU1360976A1 |
| Многороликовое устройство для вибронакатывания | 1990 |
|
SU1803314A1 |
| СПОСОБ ФОРМИРОВАНИЯ МИКРОРЕЛЬЕФА НА ПОВЕРХНОСТИ ДЕТАЛИ | 2005 |
|
RU2297314C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТЕКЛА | 1991 |
|
RU2030364C1 |
| Устройство для вибронакатывания поверхностей | 1989 |
|
SU1682145A1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2023 |
|
RU2813918C1 |
| СПОСОБ РАСКАТЫВАНИЯ ОТВЕРСТИЙ С НЕПРЕРЫВНЫМ КАЧЕНИЕМ ШАРИКОВ | 2010 |
|
RU2452608C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТЫВАНИЯ ОТВЕРСТИЙ С НЕПРЕРЫВНЫМ КАЧЕНИЕМ ШАРИКОВ | 2010 |
|
RU2452609C1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2440232C2 |
Изобретение относится к холодной обработке металлов и сплавов методом пластической деформации и может использоваться для чистовой обработки поверхностей деталей вибронакатыванием. Цель - повышение качества регулярного микрорельефа. Для этого рабочая часть оправки выполнена в виде кронштейна, в котором установлены два деформирующих элемента (ДЭ) со стойками. Радиус кривизны одного ДЭ больше в три раза радиуса кривизны другого ДЭ. Стойка с ДЭ большего радиуса кривизны и кронштейны установлены с возможностью взаимно параллельного перемещения относительно хвостовика оправки и друг друга в плоскости, перпендикулярной направлению осцилляции , и в направлении, параллельном подаче обрабатываемой заготовки. При вибронакатывании поверхности заготовки рабочий ДЭ формирует профиль и размеры канавок регулярного микрорельефа, а ДЭ с большим радиусом кривизны сминает, раскатывает наплывы, образующиеся по краям канавок, до высоты микронеровностей исходной шероховатости. 3 ил. i (Л
Б 7
Фие.1
Фиг. 2
У/У/7 77
Фие.З
| Шнейдер Ю | |||
| Г | |||
| Эксплуатационные свойства деталей с регулярным микрорельефом.- Л.: Машиностроение, 1982, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
