и 2) по срав- высоте наплы- 3} в извест
Изобретение относится к холодной обработке металлов и сплавов методом пластической деформации и может быть использовано для чистовой обработки поверхностей деталей.
Цель изобретения - повышение качества микрорельефа за счет исключения проскальзывания шара.
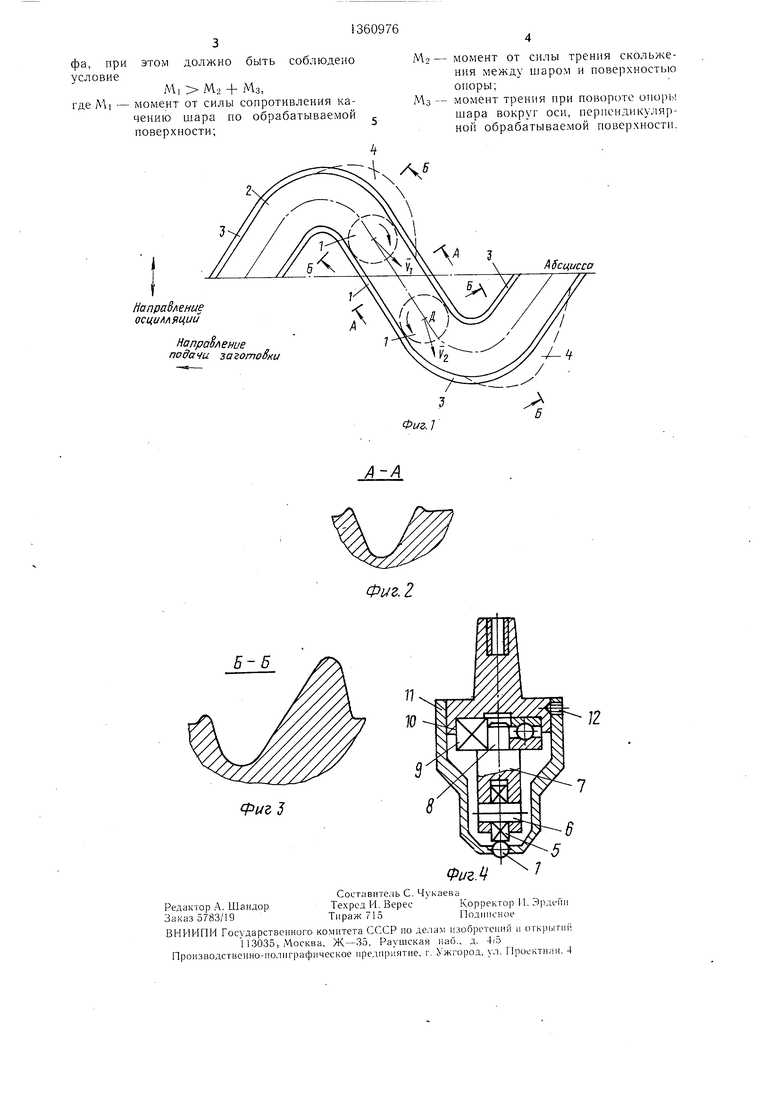
На фиг. 1 изображена схема осуш,ест- вления способа; иа фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б - Б на фиг. 1; па фиг. 4 - устройство для реализации предлагаемого способа.
В процессе сочетапия движений подачи заготовки и осцилляции инструментальной головки деформирующий шар 1 совершает движение по сложной траектории (синусоиде) с переменной по величине и направлению скоростью, при этом рабочее усилие передается на шар 1, обрабатываемую поверхность (плоскость фиг. 1) и на, опору (не показана). При образовании синусои- дальных канавок 2 с изменением направления вектора скорости шара (точка С, вектор Vi и точка D, вектор 2 - мгновенные положения шара) происходит и изменение направления силы сопротивления каче- пию и на плече, равном половине радиуса пятна контакта шара 1 с обрабатываемой поверхностью, момент от силы сопротивления качепию (в момент изменепия вектора скорости) вызывает поворот в сторону вектора скорости деформирующего щара 1 с опо- рой преодолевая сопротивление от проскальзывания шара но поверхности опоры и от трения при повороте опоры вокруг оси, перпендикулярной обрабатываемой поверхности. При этом образуются однородные по высоте наплывы 3 (фиг. 1 нению с неоднородными по вами 4 (фиг. 1 и фиг. ном способе.
Способ может быть осуществлен, папри- мер, устройством (фиг. 4), в котором дефор- мируюпдий шар 1 опирается на шарико- подшипник 5, установленный на оси 6, расположенной в поворотном кронштейне 7, ось 8 вращения которого вставлена в упорный ПОДН1ИПНИК 9, установленный в корпусе 10, который соединяется с сепаратором 11 винтом 12, причем ось 8 крон- штейна 7 расположена перпендикулярно оси 6 вращения опорного щарикоподшипни- ка 5.
В процессе вибронакатывания шар 1 совершает движение но сложной траектории с переменной по величине и направлению скоростью, рабочее усилие на шар 1 передается на обрабатываемую поверхность (не показана) и на опорный шарикоподшипник 5. При образовании синусоидальных канавок с изменением направления вектора скорости шара 1 происходит и изменение направления силы сопротивления качению и на плече, равном половине радиуса пятна контак
5
5
0
0
55
0
5
50
та шара 1 с обрабатываемой поверхиос- тью, момент от силь сопротивления каче- иию вызывает поворот в сторону вектора скорости njapa 1 и кронштейна 7 вокруг оси 8 вращения, перпендикулярной оси 6 вращения опорного шарикоподщипника 5. Под действием этого момента происходит самоустановка опорного шарикоподншпника 5 с обрабатывающим inapOM 1 в положение, соответствующее минимальиому значению силы сопротивления качению, а именно, когда ось вращения опорного шарикоподшипника 5 перпендикулярна осевой линии Q-Q (фиг. 1) синусоидальной канавки.
Например, при подаче заготовки со скоростью 4000 мм/мин, частоте осцилляции инструмента с деформирующим njapOM 400 дв.х/мип, а.мплитуде осцилляции 10 мм, усилии обработки 70 кгс (ограничивается статической грузоподъемностью опорного подщипника 2,фиг. 4), диаметре деформирующего шара 6 мм, диаметре наружного кольца опорного шарикоподщипника 16 мм, диаметре опорной шейки кронштейна d 5 мм, о.брабатываемом материале с твердостью НВ 200 кгс/мм определяют значения М|-Мч, учитывая, что f 0,2, f 0,12, а--0,269, , г 3, С 0,06, (5, 0,0018. Получают Л , 3,31 кгсмм, М 1,13 кгсмм, Мз 1,07 кгсмм, т.е. условие Mi Ma+Ms выполняется. Мгновенные значения скоростей шара в точке С, находящейся, например, па расстоянии 8 мм, и в точке D, находяилейся на расстоянии 6 мм от абсциссы образующейся синусоиды, составляют 0,24 м/с и 0,34 м/с соответственно.
Применение предлагаемого способа по сравнению с известными обеспечивает повышение качества образующего микрорельефа, определяемого однородностью наплывов но высоте. Кроме того, это позволит во многих случаях исключить дополнительные операции по удалению наплывов, что особенно эффективно в серийном и крупносерийном производствах.
Формула изобретения
Способ упрочняюще-чистовой обработки поверхностей деталей, при котором образуют синусоидальный микрорельеф сообщением деформирующему шару с опорой рабочего усилия и движения подачи с одновременными осцилляциями в том же направлении, отличающийся тем, что, с целью повышения качества микрорельефа за счет исключения проскальзывания:шара, на гребнях и впадинах синусоидального микрорельефа изменяют направление вектора скорости шара на плече, равном 1/2 радиуса пятна контакта шара с обрабатываемой поверхностью вокруг оси вращения, перпендикулярной осевой линии синусоидального микрорельеэтом
3
должно
быть соблюдено
М, Мг + Мз,
момент от силы сопротивления качению шара по обрабатываемой поверхности;
1360976
момент от силы трения скольжения между шаром и поверхностью опоры;
момент трения при повороте опоры шара вокруг оси, перпендикулярной обрабатываемой поверхностп.
Направление осцилляции
Направление подачи загото хи
ix А,
Абсцисса
Фиъ. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для виброобкатывания | 1987 |
|
SU1466917A1 |
| СПОСОБ ФОРМИРОВАНИЯ МИКРОРЕЛЬЕФА НА ПОВЕРХНОСТИ ДЕТАЛИ | 2005 |
|
RU2297314C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2021 |
|
RU2753807C1 |
| СПОСОБ ПОВЫШЕНИЯ МАСЛОЕМКОСТИ ШАРИКОПОДШИПНИКА | 2012 |
|
RU2495287C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТЕКЛА | 1991 |
|
RU2030364C1 |
| Валковый узел прокатной клети | 1981 |
|
SU946708A1 |
| Устройство для вибрационного обка-ТыВАНия пРОКАТНОгО ВАлКА B КлЕТи | 1979 |
|
SU831244A1 |
| Поверхность трения | 1987 |
|
SU1505800A1 |
| Устройство для вибрационного выглаживания цилиндрических деталей | 1976 |
|
SU703317A1 |
| Устройство для нанесения на поверхности детали регулярного микрорельефа методом вибронакатывания | 1989 |
|
SU1750932A1 |
изобретение относится к обработке металлов поверхностным пластическим деформированием и может быть применено для листовой обработки поверхностей, деталей. Цель изобретения - повышение качества получаемого синусоидального микрорельефа за счет исключения проскальзывания деформируюшего шара (ДШ). Последний с опорой, кроме движений подачи вдоль обрабатываемой заготовки с одновременными осцилляциями в том же направлении, осуществляет и дополнительный поворот в моменты изменения вектора скорости ДШ. При этом момент от силы сопротивления качению ДШ по обрабатываемой поверхности превосходит сумму моментов от силы трения скольжения между ДШ и поверхностью его опоры и трения при повороте опоры шара вокруг оси, перпендикулярной обрабатываемой поверхности. Дополнительное врашение опоры ДШ вокруг оси, перпендикулярной обрабатываемой поверхности, позволяет избежать проскальзывания последнего относительно поверхности оиоры 3 и добиться самоустановки опоры с шаром относительно обрабатываемой поверхности. 4 ил. оо о о со Oi
Фаг.
Б-Б
/г J
.
Составитель С. Чукаева
Техрод И. ВересКорректор II. Sipjieiiii
Тираж 715Подписное
ВНИИПИ Государственного комитета СССР но делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 ПроизвОл1ственно-нолиграфическое нреднриятие, г. Ужгород, ул. Проектная. 4
Редактор А. Шандор Заказ 5783/19
| Шнейдер Ю | |||
| Г | |||
| Эксплуатационные свойства деталей с регулярным микрорельефом | |||
| - Л.: Машиностроение, 1982, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
