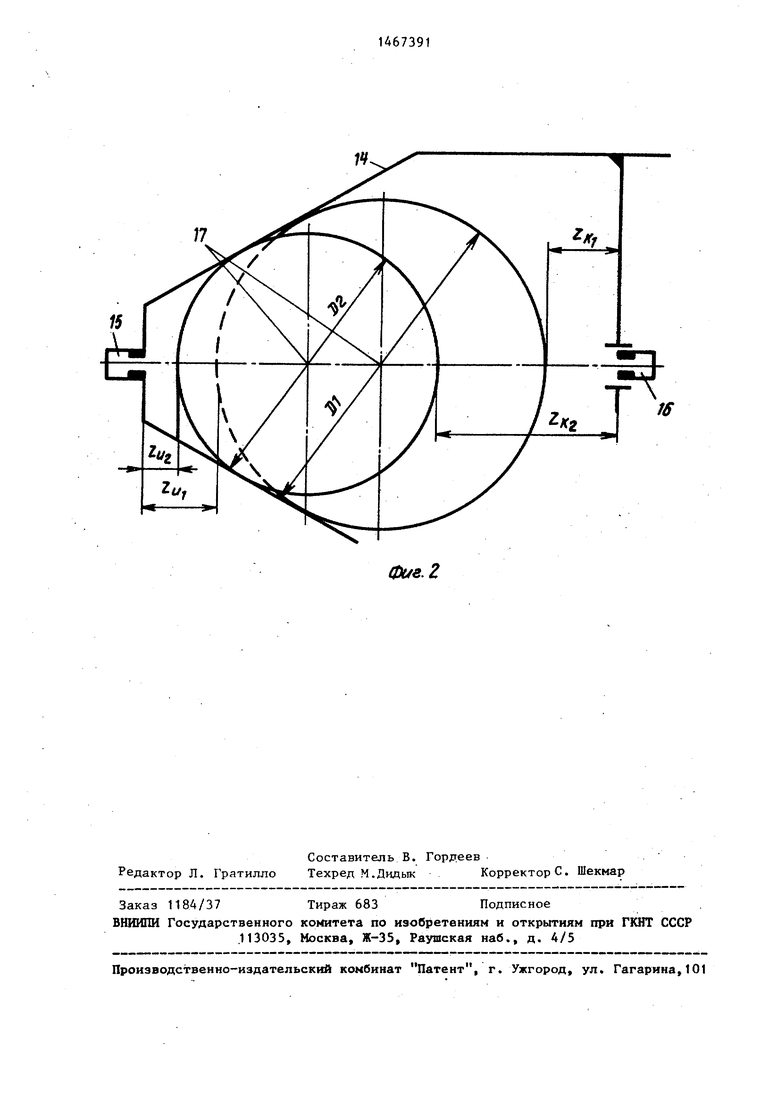
Фиг.г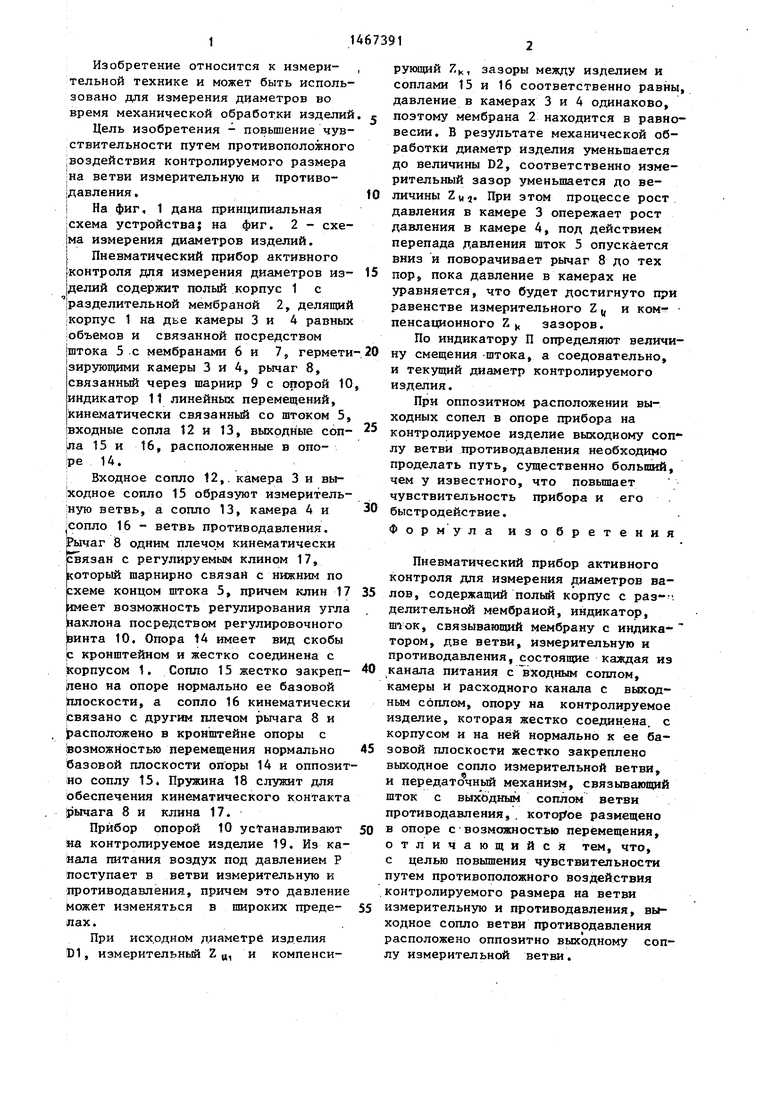
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический прибор для измерения диаметра | 1986 |
|
SU1402805A1 |
| Калибр для измерения внутренних диаметров и способ изготовления цилиндрического стержня | 1989 |
|
SU1712767A1 |
| ВИХРЕТОКОВЫЙ ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1995 |
|
RU2090882C1 |
| КАТУШКА ИНДУКТИВНОСТИ ПЕРВИЧНОГО ВИХРЕТОКОВОГО ПРЕОБРАЗОВАТЕЛЯ ПЕРЕМЕЩЕНИЙ ЭЛЕКТРОПРОВОДЯЩЕГО КОНТРОЛИРУЕМОГО ОБЪЕКТА | 2020 |
|
RU2749029C1 |
| СПОСОБ ИЗМЕРЕНИЯ НАТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272986C1 |
| Пневматическое устройство для линейных измерений | 1980 |
|
SU894358A1 |
| Устройство для автоматической разбраковки электропроводных изделий по длине | 1987 |
|
SU1566200A1 |
| ГОЛОВКА ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2014 |
|
RU2576549C1 |
| ТЕРМОГРАФИЧЕСКИЙ СПОСОБ КОНТРОЛЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2659617C1 |
| СПОСОБ АДАПТИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2528923C2 |
Изобретение относится к измерительной технике и может быть использовано для измерения диаметров во время обработки изделий. Цель изобретения - повьппение чувствительности путем противоположного.воздействия контролируемого размера на ветви измерительную и противодавления. Прибор опорой 10 устанавливают на контролируемое изделие 19. В процессе механической обработки изделия зазор Zy уменьшается, Давление в ка- .мере 3 растет, что приводит к опусканию штока 5 и смещению сопла 16 к контролируемому изделию до выравнивания зазоров Z и Z. По индикатору 11 определяют величину смещения штока, а следовательно, и текущий диаметр контролируемого изделия. 2 ил.
| Пневматический прибор для измерения диаметра | 1986 |
|
SU1402805A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
