(Л
/2
р
и
о
tS3
00
о
ел
Изобретение относится к намерительной технике и может быть использовано для активного контроля диаметров изделий в процессе механической обработки.
Цель изобретения - 11овьин ;-иие I DMnoc- ти измерения путем идентификации условий истечения газа через выходные соила.
На чертеже приведена нринциниальная схема прибора.
Прибор содержит нолый корпус 1 с разделительной мембраной 2, делящей корпус I на две камеры 3 и 4 равных объемов и связанной посредстволг штока 5 с ме.мбрапами 6 и 7, герме 1 нзиру10щи 1И камеры 3 и 4, рычаг 8, одним п.ючом кинематически связанный со нггоком 5 и опирающийся на опору 9, размещенную на корпусе 1 и имеющую возмож.пость пере- мендения от1юсительпо корпуса I н рыча- i 8 посредством pery;u-ipoBO4Hoi4j винта 10, индикатор 11 линейных перемен1епий, кинематически связанный со HITOKOM 5, входные сопла 12 и 13, опору 14, 11есуп1ую выходные сопла 15 и 16. Входное сопло 12, камера 3 и выходное сопло 16 образуют измерител1 ную ветвь а сопло 13, камера 4 и с(Я1ло 15 - ветвь противодавления. Перемещение опоры 9 обеспечив-ает регулирование передаточного отноп1епия рычага 8. Опора 14 имеет вид скобы и жестко скреплепа с корпусом 1. Сопло 15 жестко закреп.лено па опоре 14 нормально базовой нлоскости 17, а сопло 16 кинематически связано с другим плечом рыча1 а и расположено в опоре с возможностью перемеп1еиия нормально нлоскости 17 рядом с соплом 15.
Прибор опорой 14 устапавли -5а1от па Koirr- контролируе.1ое изде;п- е 18. Из канала нитания воздух нод постоянным давлением Р поступает в ветви пз.1ерительную и нро- тиводавлеиия.
При равенстве из.мерительного ZH и компенсационного ZK зазоров из. 1елпем и соплами 15 и 16, соответственно, давления в камерах 3 и 4 одинаковы, поэтому мембрапа 2 находится п равно5
0 5
0
0
5
0
весии. При уменьшении из.мерительного зазора а результате механической обработки давление контролируемо1-о изделия полости 4 повысится. Это вызывает подъем мембраны 2 п щтока 3, что приводит к изме1-1ению показаний индикатора П и новороту рычага 8 относите.чьно опоры 9 до тех нор, пока давление в кг.мерах 3 и 4 уравняется, что будет достигнуто при равенстве зазоров ZK и ZK.
Таким образом, размещение выходных со- кл в (jiiope прибора на контролируемое изделие рядом друг с другом обеснечивает идентичные условия истечения воздуха че- )ез них и, соответстьепно, преобразование без искажений измерегщя зазора .между выходным соплом в измерительной ветви п контролируемым изде;1ием к переме- niL HHC нтока .и показапия индикатора, что в KOiiC4.4o.i итоге повыщает точность из- к р-е1И1я диаметра.
Формула изобретения
Пневматичесжий прибор для измерения диаметра, содержащий полый корпус с раз- де. 1ительной мембраной, индикатор, щток, связывающий ме.мбрану с индикаторо.м, две ветви; измерител.иную и противодавления, состояп1,ие каждая из канала пита- 1И1я с входным соплом, к а.меры и рас- ходпо Ч) капа;1а с выходным соплом, и рычаг с ()е1Л лируе. нередаточньгм отношение.м, 01;ираю1цийся па корпус и взаимодейст- вуюпщй одпим плечо.м ео HJTOKO.M, отличающийся тем. что, с целью повышения точности измерения путем идентификации ус- ;|() истечения газа через выходные eoii. ia, он С1-:абжен опорой па контрол -;- руемое изде;1ие, которая жестко соединена с корпусом, и на ней норма.чьно ее базовой плоскости жестко закреплено выходное сои;1О измерительной ветви, а выходное сопло ветви противодавления кинематически связано с другим плечом рычага и р 1сгюложено в опоре с возможностью перемег ,еиия нормально ее базовой плоскости рядо.м е выхо. соплом из.меритель- ь:ой ветви.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КРУТЯЩЕГО МОМЕНТА И ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2199099C2 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР КОМПЕНСАЦИОННОГО ТИПА ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ РАЗМЕРОВ | 1973 |
|
SU375479A1 |
| Пневматическое контрольно-сортировочное устройство | 1972 |
|
SU442368A1 |
| Хонинговальная головка с прибором для контроля диаметров отверстий | 1973 |
|
SU443748A1 |
| Пневматическое устройство для линейных измерений | 1980 |
|
SU894358A1 |
| Поплавковый плотномер жидкостей | 1991 |
|
SU1806340A3 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ТОНКОМЕРНЫХ МАЛОУСТОЙЧИВЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333462C2 |
| Пневматический прибор для активного контроля линейных размеров | 1973 |
|
SU436730A1 |
| Ленточно-шлифовальное устройство | 1977 |
|
SU701774A1 |
| Пневматический прибор активного контроля диаметров валов | 1987 |
|
SU1467391A1 |
Изобретение относится к измерительной те.хнике и может быть использовано для активного контроля диаметра. Цель изобретения - повышение точности измерения путем идентификации условий истечения газа через вы.ходные сопла 15 и 16, которые размещены в опоре 14. В процессе ме.ханической обработки зазор меж - ду соплом 15 и контролируемым изделием 18 уменьшается, что ведет к увеличению давления в камере 4, подъему штока 5 и опусканию сопла 16 с выдерживанием равенства зазоров .между соплами 15 и 16 и изделием 18. Перемещение HJTOKa 5 фиксируется индикатором 11, который с высокой точностью оказывает диаметр изделия. 1 ил.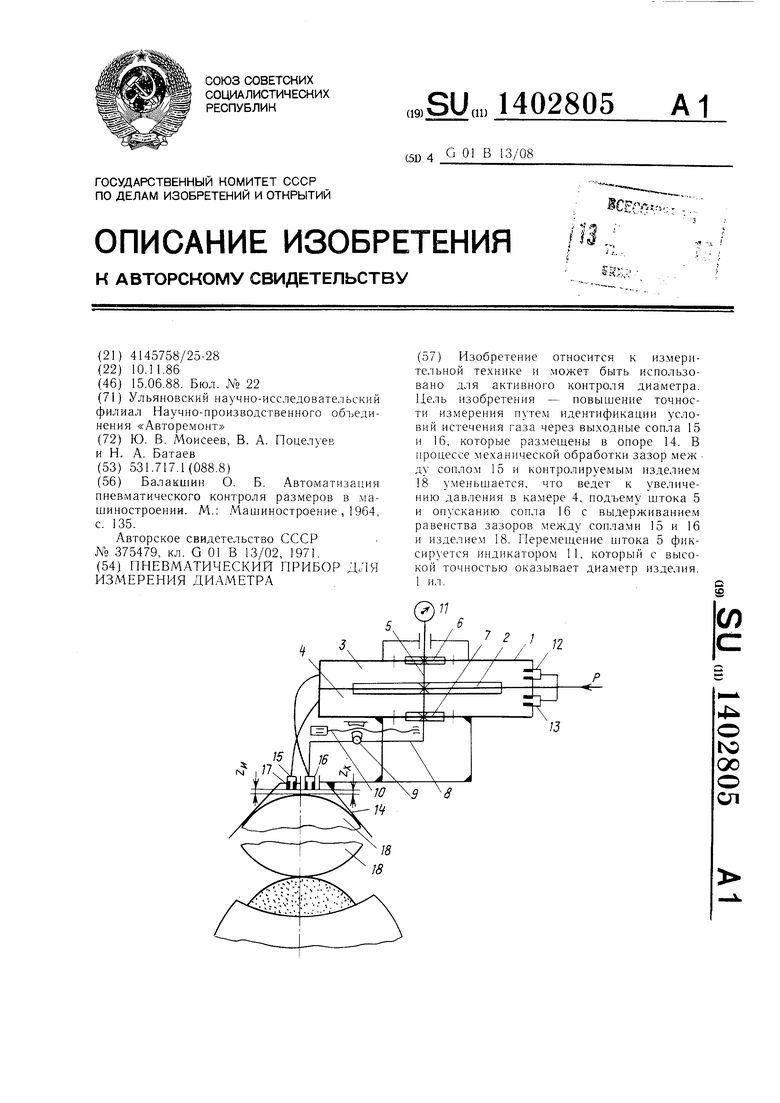
| Балакшин О | |||
| Б | |||
| Автоматизация пневматического контроля размеров в .машиностроении | |||
| М.: Машиностроение , 1964 с | |||
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР КОМПЕНСАЦИОННОГО ТИПА ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ РАЗМЕРОВ | 0 |
|
SU375479A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
