Обычно применяемый способ изготовления тонких решеток малогабаритных свинцовых аккумуляторов путем вакуумного литья в специальных формах на машине карусельного типа малопроизводителен и весьма вреден для работаюш,их, особенно в момент выемки горячих решеток из формы, так как в это время происходит интенсивное выделение ядовитых паров свинца,
С целью устранения этих недостатков и обеспечения возможности повышения производительности труда, снижения себестоимости и улучшения условий труда обслуживающего персонала, предлагается для отливки решеток свинцовых аккумуляторов применить роторный автомат.
Основной особенностью этого автомата является снабжение горизонтально расположенного ротора на цилиндрической поверхности углублениями, и использование его совместно с охватывающей его снизу бесконечной стальной лентой, прикрывающей указанные углубления, в качестве формы для отливки пластин, выдаваемых из автомата и наматываемых на барабан в виде рулона.
Ротор автомата может быть выполнен полым, с целью использования его полости в качестве копильника для жидкого сплава, подаваемого в углубления по литникам - сквозным отверстиям, устроенным в стенке ротора.
Сплав подается из плавильного котла по трубе, расположенной у стыка ротора и одного из роликов, поддерживающих бесконечную ленту.
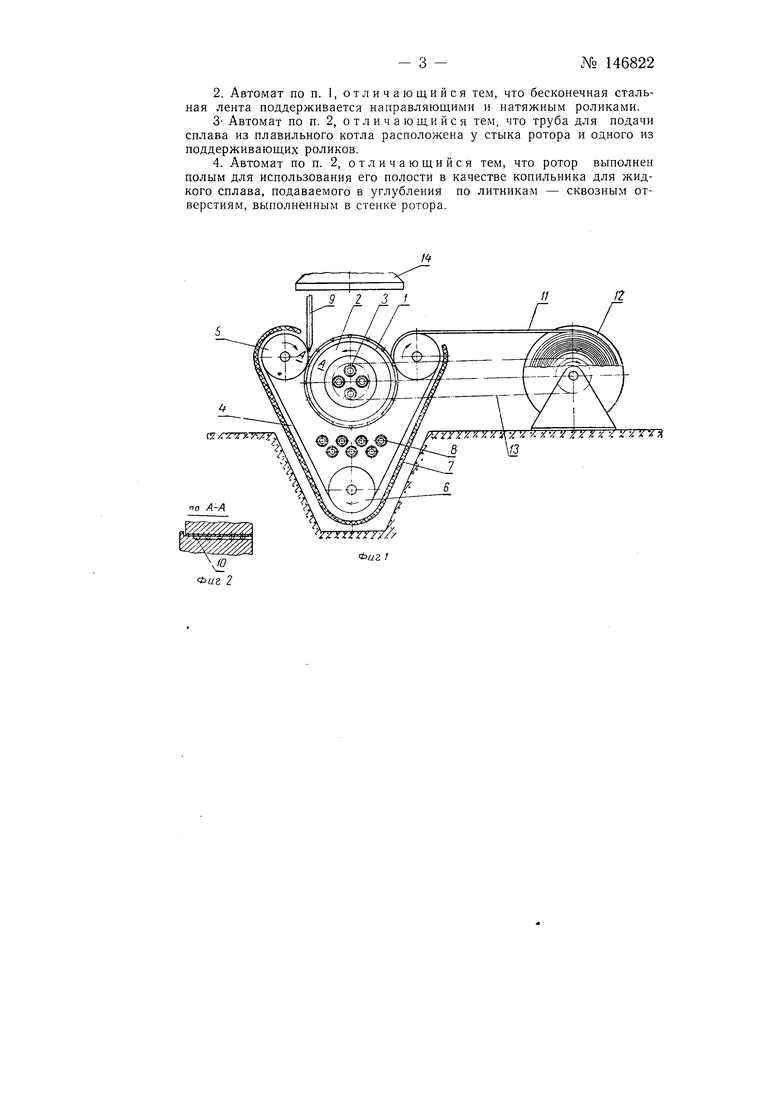
На фиг. 1 изображена схе.ма предлагаемого роторного автомата; на фиг. 2 - разрез по линии А-А на фиг. 1; на фиг. 3 - другой вариант автомата.
№ 146822- 2 Рифленый ротор / автомата насажен на барабан 2 и приводится в движение электродвигателем через редуктор.
Внутри барабана помещены электронагревательные элементы 3, включаемые неред пуском автомата для разогрева ротора до опредэленной температуры, после чего они отключаютсяБольшая часть поверхности ротора охвачена стальной бесконечной лентой 4, поддерживаемой направляющими роликами 5 и натяжным роликом 6.
Для поддержания определенного теплового режима установки применен термоизоляционный кожух 7, а в пространство, образованное ротором и стальной бесконечной лентой, помещены электрические нагревательные элементы 8. Автоматическое поддержание температуры воздушной среды внутри кожуха осуществляется ртутно-контактным термометром, который в нужный момент включает и выключает нагревательные элементы.
Свинцово-сурьмянистый сплав подается из плавильного котла по трубе 9 в углубления 10 (фиг. 2), имеющиеся на цилиндрической поверхности ротора, и растекается по продольным и поперечным выточкам, образующим основу рещетки.
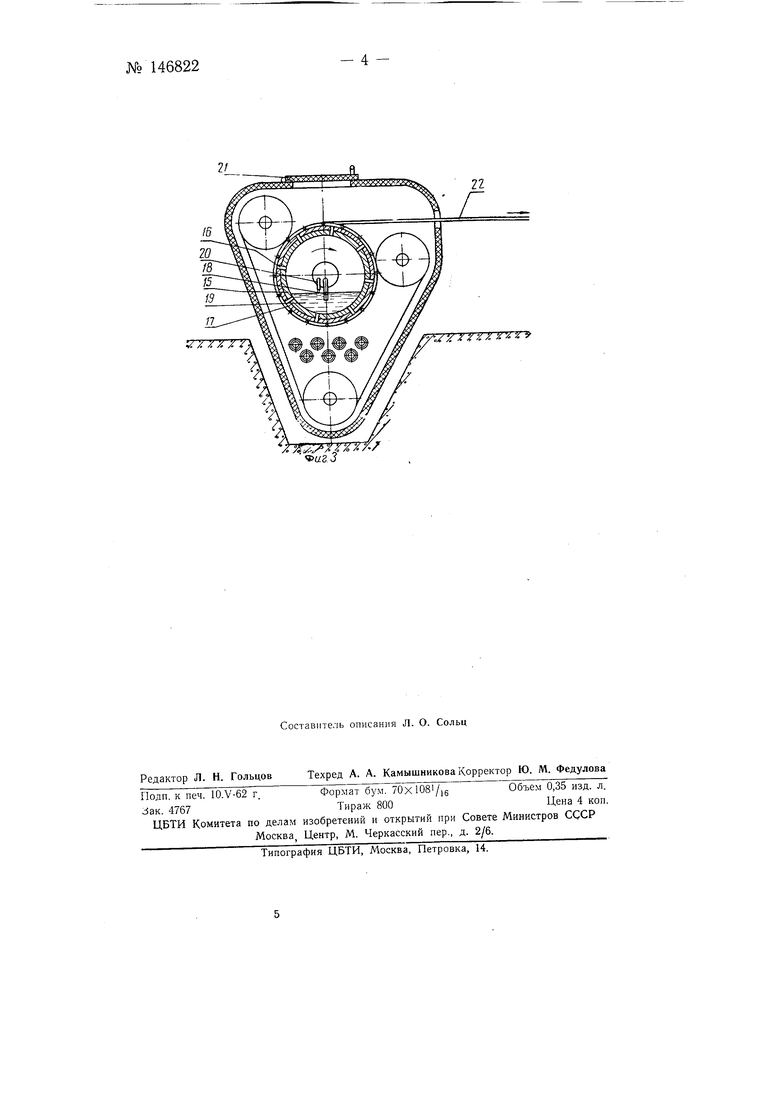
По мере отливки решеток лента // наматывается на барабан 12, приводимый во вращение от двигателя роторного автомата ролико-втулочной цепью У5 через фрикционную муфту. Цифрой 14 обозначается вытяжной зонтВ варианте, показанном на фиг. 3, во внутрь ротора вставлено чугунное или керамическое кольцо 15, снабженное кольцевой выточкой и радиальными отверстиями 16, совпадающими с радиальными отверстиями в роторе. Эти отверстия соединены с кольцевой выточкой 17, используемой для контурной рамки решетки, которая соединена с продольными канавками.
По трубе 18 во внутреннюю полость кольца подводится сплав 19, уровень которого поддерживается электроконтактным устройством 20. Цифрой 21 обозначена откидная крышка, цифрой 22 - решетки в ленте. Для получения более тонких решеток, т- е. тоньше 0,7 мм, можно сначала отлить решетки в ленте толщиной 0,7-1,2 мм после чего пропустить последнюю через прокатные вальцы для получения решеток нужной толщины. Однако при этом продольная и поперечные жилки и контурная рамка получаются несколько более широкими, чем после литья.
Для получения решеток с шероховатыми поверхностями в этом случае достаточно на вальцы нанести мелкую насечку.
После прохождения всего технологического процесса, т. е- намазки, сушки, формирования, промывки и сушки, лента поступает в разрубочный цех, в котором на кривошипно-шатунном прессе производится разрубка ее на отдельные пластины.
Предмет изобретения
1. Роторный автомат для отливки решеток свинцовых аккумуляторов, отличающийся тем, что, с целью повышения производительности труда, снижения себестоимости и улучщения условий труда обслуживающего персонала, горизонтально расположенный ротор имеет на цилиндрической поверхности углубления и, совместно с охватывающей его снизу бесконечной стальной лентой, прикрывающей указанные углубления, образует форму для отливки пластин, выдаваемых из автомата и наматываемых на барабан в виде рулона.
2. Автомат по п. 1, отличающийся тем, что бесконечная стальная лента поддерживается направляющими и натяжным роликами.
3- Автомат по п. 2, отличающийся тем, что труба для подачи сплава из плавильного котла расположена у стыка ротора и одного из поддерживающих роликов.
4. Автомат по п. 2, отличающийся тем, что ротор выполнен полым для использования его полости в качестве копильника для жидкого сплава, подаваемого в углубления по литникам - сквозным отверстиям, выполненным в стенке ротора.
v7T7 7777//
xlfTJ TTSTX/ J
21
