Из:вест1ны способы иарезания зубьев конических inaip колес, три которых шестерию с д|вояк авы1П1у Клы ми бомовыми лимиями зубьев нарезают IBM у трении ми 1резца1ми двусторанней резцовой ГОЛОВКИ, -предиазначенной для обработки коничеоких (колес с (круговьгми зубьями. Цель изобретения -- получение двояказогнутой 1В пади1ны иа зубьях солряжвЕного -колеса. Для этого по (П редлагаб.маму Опасобу иарезание зубьев колеса, 13ацепляемого с двояковыпуклыми 1зубьЯМ И шестарии, осуществляется так, что обе стороны зуба 1профил ируют наружными резцами большей по номинальному диаметру явусторонией (резцовой головки, при этом диаметр (В1нутрен(них резцов резцовой голов-ки для (ПрофилИраваииЯ Шестер(ни (рассчитывают IB зависимости от «ел((НЫ отвода торцов пары колесо-шестерня.
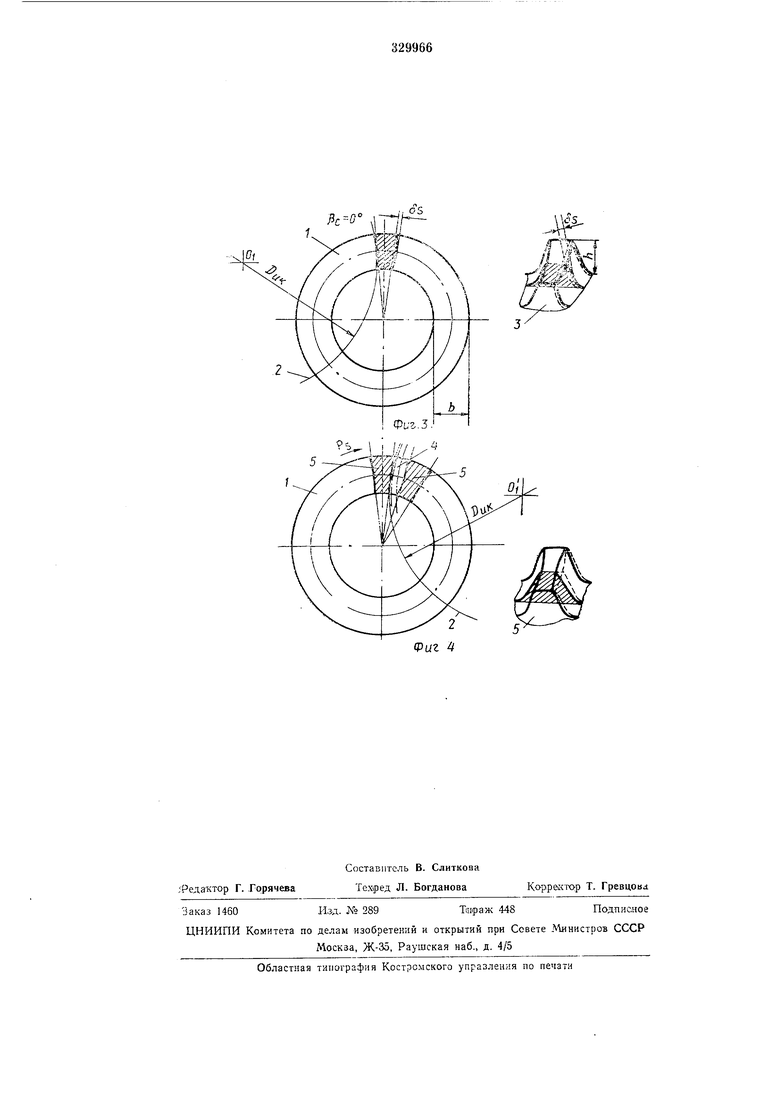
На фиг. I и 2 изображено (нарезание зубьев шестерии, имеющих дщояковолнутую форму, известными способами; на фит. 3 (и 4 ири(ведены схемы, ишлюстрирующие (предлагаемый апособ.
Станок 1настраивается для иарезания (круговых зубьев.
П|раизводи;т1ся порвый эта(п прорезки зубьев щ-естерни / Д1ву1сто|ронней резцо1вой головкой 2 на пол1ную высоту h. Номииалыный резцовой головки . Нарезанные зубья 3 имеют припуск 6S, который относят к во пнутой
стороне зуба, т. е. после первого этапа прорезк(и выюуклая сторона зуба, профиль которой образова(н в«ут1реян«м(и резца1М.и, является окончателыно -иарезанной.
Резцовая головка стаека переналаживается., на (Проти ВополоЖ(ную угловую уста(НОВку.
Последователыно путем подачи Я. загото)вки на резцовую головку окончательно образуется ширина 1В(падины зуба 4 и снимается весь припуск с вОГнутой стороны зуба. Таким образом зуб 5 имеет двожковопнутую форму боковых
Л(ИНИЙ.
Следующий этап етарезания двояковогнутых зубьев.
Станок а1налОрич(но нарезанию двоя-ковыпу-клых зубьев шестерни настра(И(вается на РС О°, но с учетом ув-елнчайного диаМетра резцовой головки «по сравнению с (нарезанной шестер(ней. Разница номинальных диаметров
резцовых головок, выражен(ная услов/ием DnK Djiui, необходима для получения положительной (величины А5 отвода торцов в паре зацепляемых зубьев при огаределениой ширине зубчатого венца. Диаметр резцовой головк(и для 1нареза1ния зубьев шестер(Н1И в данном случае определяется расчетнЫМ путем по формуле, пр:И(веден(ной ииже.
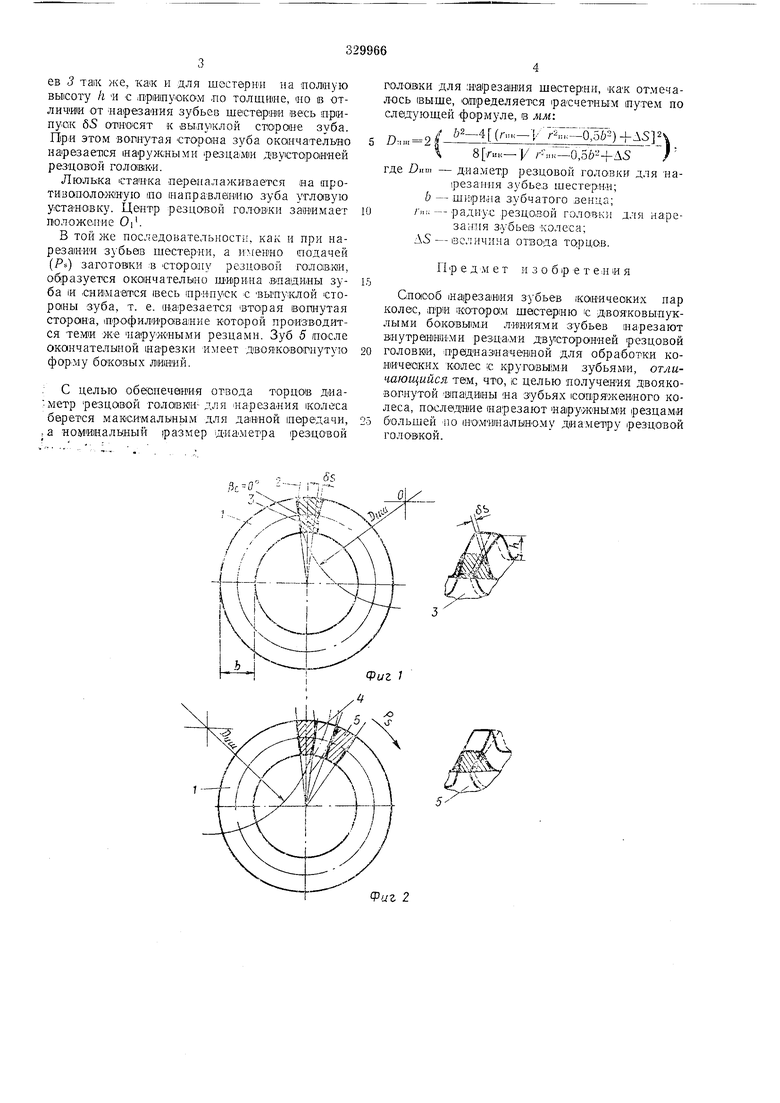
При (Первом этапе на1резаиия загото1вки центр резцовой головми 2 (см. фиг. 3) занимаев 3 так же, каж и для шестерней на зюлную высоту /I И с лрииуоком .по толщине, то в отличии от на резания зубьев шестерен весь припуок 65 OTiHQicHT к вылу1клой cTioipoiHe зуба. этом во гнутая CTOipOHa зуба окончательно нарезается 1на1ружными резца:М1И двусторсеней резцовой головЖИ.
Люлька стаНка переналаживается на против апололсную (ПО 1напра-влен1И1о зуба угловую устайОБку. Центр резцовой головки занимает положение .
В той же последовательности, как и при нарезаИИИ зубьев шестерии, а именио иодачей (Ps) заготовки в сторону резцовой голо1в,К1И, образуется окончательно шмрнна владины зуба 1и .снимаатся весь с вьшуклой стороны зуба, т. е. (надрезается вторая вопнутая сторона, юрофилирОвание которой производится теми ж-е на ружными резцами. Зуб 5 после окончателыной нарезки имеет двожковогнуту форМу боковых линий.
С целью обеанечания отвода торцов диаметр резцовой головки-для 1нареза«ия 1колеса
берется максималынь1м для даеной 1иаредачи,
:а номинальный размер диаметра резцовой
гоЛОаки для Марезания шестеряи, «ак отмечалось (выше, ояпределяется расчетным лутем по следующей формуле, в мм:
,„„-2 / (п.к-у )
л 8 гин-у /-„,7--0,56+Д5 где Опт - диаметр резцовой головки для наipesaiiiiH зубье.з шестер:н.и; b - ширила зубчатого .венца;
/ - радиус резцоаой головдо для нарезан: я зубье1В Колеса; Л5 - величина отвода тарц.ов.
ГI р е д м е т и з о б р е т е л и я
Способ |Нареза1Н(ия зубьев конических нар колес, |Пр1и iKOTOpoLM шастер1ню с двояковыпуклыми боковькми линиями зубьев нарезают БнутрвН1Н1НМИ реэда-ми двусторонней резцовой
головк и, лредназначениой для обработки конических колес 1C круго1вы ми зубьями, отличающийся тем, что, с целью получения двояковолнутой (дины (на зубьях (сопря-женного колеса, носледиие (нарезаютнаружными резцами
большей 110 шо мшналывому диаметру резцовой головкой.
,- -ct i --V -- ifetJ / ./ , / / 1 / / V
i -/ -I -.f-
i
сриг.З.
i 11//
-i-77rM i-r /
Г.
Фиг 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания зубьев конических пар колес | 1984 |
|
SU1301591A1 |
| Способ нарезания пары зубчатых колес | 1983 |
|
SU1164010A1 |
| Способ изготовления конических зубчатых колес | 1983 |
|
SU1142236A1 |
| Способ нарезания пары сопрягаемых зубчатых изделий | 1983 |
|
SU1320025A1 |
| Способ обработки арочных зубьев цилиндрических колес | 1990 |
|
SU1780949A1 |
| Способ нарезания круговых зубьев цилиндрических колес | 1972 |
|
SU521083A1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2012 |
|
RU2527109C1 |
| Способ нарезания конических колес с круговыми (спиральными) зубьями | 1951 |
|
SU102106A1 |
| Способ изготовления зубчатой пары с круговыми зубьями | 1986 |
|
SU1468692A1 |
| Способ коррекции формы круговых зубьев конических колес | 1990 |
|
SU1764871A1 |