1
Изобретение относится- к производству изделий сборного бетона и железобетона.
Цель изобретения - обеспечение возможности обработки изделий заданных типоразмеров и сокращение расхода пропитьгоаЮщего состава.
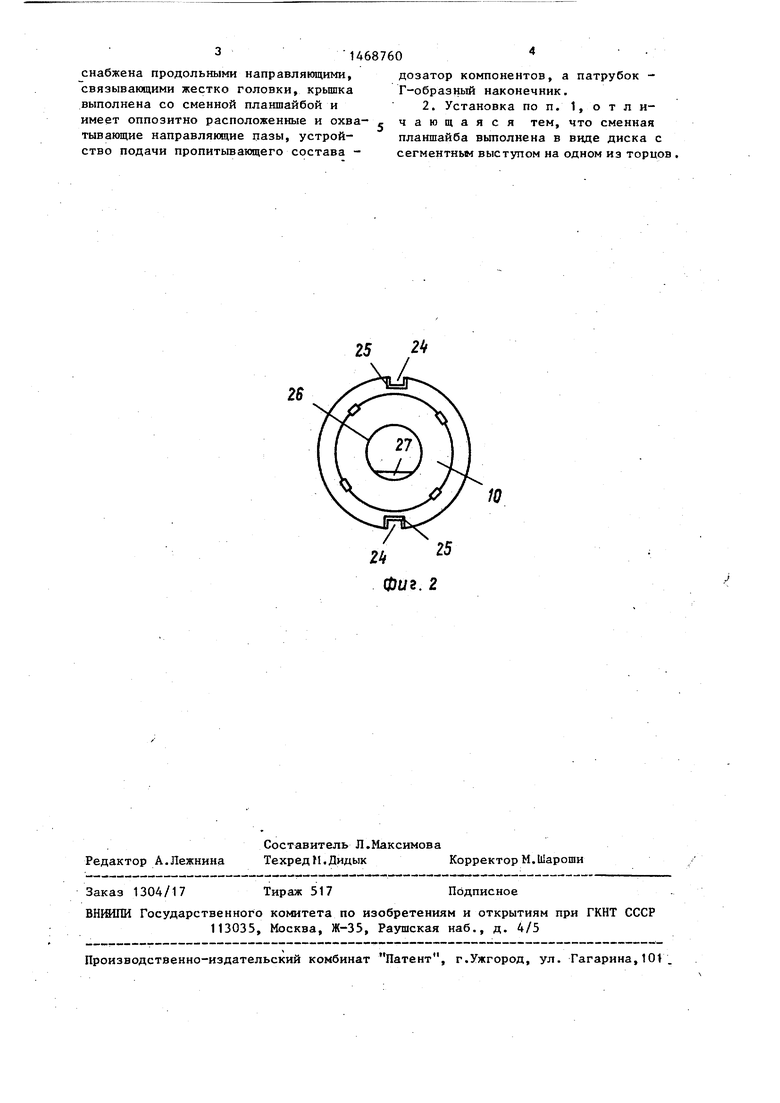
На фиг. 1 схематически изображе- ,на предлагаемая установка, общий вид; на фиг. 2 - подвижная крышка с планшайбой, общий вид.
I
Установка для обработки бетонных трубчатых изделий содержит соединенные продольными направляющими 1 и 2 головки 3 и 4, установленные на поворотных устройствах 5 и 6, смонтиро- ванцых на основании 7. Головка 3 по146
68760 .2
темы 8 прижимается к герметизирующим
кольцам, входящим в комплект трубы.
После этого труба 23 частично запол- . няется из емкости 12 пропитывающим составом 11. Затем внутрь трубы подается сжатый газ под давлением и включаются поворотные приспособления 5 и 6, которыми обеспечивается попере10 менный поворот трубы на 360 и контакт дефектных на внутренней поверхности трубы с пропитывающим составом. При этом происходит пропитка дефектов на внутренней поверхнос15 ти трубы 23 составом 11. После окончания процесса пропитки, характеризуемого прекращением просачивания пропитывающего состава, последний под действием сжатого газа возвраща
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ РЕЗЬБЫ ТРУБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2342632C2 |
| Установка для производства биогаза | 1988 |
|
SU1581706A1 |
| АППАРАТ ПОЛУЧЕНИЯ РАСТВОРА НЕЙТРАЛЬНОГО АНОЛИТА | 2005 |
|
RU2290207C1 |
| Агрегат для приготовления и раздачи кормов | 1990 |
|
SU1759389A1 |
| Установка для обетонирования трубчатых изделий | 1988 |
|
SU1645165A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Установка для поштучной пропитки пористых спеченных изделий | 1989 |
|
SU1680444A1 |
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА РАСТАРИВАНИЯ ЕМКОСТЕЙ И РАСТВОРЕНИЯ ТОКСИЧНЫХ МАТЕРИАЛОВ | 2019 |
|
RU2704868C1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
Изобретение относится к производству изделий сборного бетона и же-/ № /5 IS 23 1 2В W 33 I ///Т / II// Л | .. „ Г S 7 7 5 71 f5 7 Ю iff ff , 27 2 2/ 9игЛ лезобетона и позволяет обрабатьшать изделия заданных типоразмеров и сократить расход пропитывающего соста- ва. С этой целью установка для обработки бетонных трубчатых изделий снабжена продольными направляющими 1 и 2. Направляющие жестко связывают головки 3 и 4, одна из которых имеет подвижную крьшку 9 со сменной планшайбой 10. Для перемещения крьшки 9 в продольных направляющих в ней выполнены пазы. Устройство подачи пропитывающего состава имеет дозатор 13 компонентов. Заборный патрубок трубопровода 14 выполнен с Г-образным наконечником 15. 1 з.п. ф-лы, 2 ил. i (Л С 33 / , / / 1 9: 00 а 13 5
средством системы 8 гидропитания свя-20 ется в емкость 12 через Г-образный
зана с подвижной крьппкой 9, содержащей сменную планшайбу 10. Головка 4 оснащена системой пневмоподачи пропитывающего состава 11, включающая емкость 12 и дозатор 13 компонентов подачи вяжущего компонента, трубопроводы 14 и заборный патрубок в виде Г- образного наконечника 15 для откачки пропитывающего состава 11 в ем-.. кость 12. Г-образный наконечник 15 крепится к трубопроводу 14 при помощи хомута 16. Поворотные устройства 5 и 6 выполнены, например, в виде электродвигателя 17, редуктора 18, опорных катков 19 и 20 и концевого выключателя 21, позволяющих осуществлять с пульта 22 управления поворот обрабатываемой трубы 23 на 360 . Передвижная крышка 9 вьшолнена с оппо- зитно расположенными пазами 24 и ох- ватывающими направляющими 25, в которые входят продольные направляющие 1 и 2. Сменная планшайба 10 вьтолнена в виде диска 26 с сегментным выступом 27 на уровне внутреннего диаметра обрабатываемой трубы 23. Сжатый воздух в полость трубы 23 подается по трубопроводу. 28. Трубопроводы подачи пропитывающего состава (14), сжатого газа (28) и гидропитания (8) имеют гибкие вставки, позволяющие обеспечить поворот трубопроводов . на 360°.
Установка для обработки бетонных трубчатых изделий работает следующим
образом.
Труба 23, подлежащая обработке, помещается между головкой 4 и подвижной крьшшой 9 и при помощи гидросис
0
5
0
5
0
наконечник 15 по трубопроводу 14. В случаях необходимости, вызванных, например, крупными размерами дефектов, в пропитывающий состав добавляется из дозатора 13 дополнительное количество вяжущего и процесс обработки повторяется. При обработке труб 23 различных диаметров, перед их закреплением в установке регулируется высота погружения Г-образного наконечника 15 для каждого диаметра труб путем перемещения Г-образного наконечника 15 вдоль трубы 14 и закрепления при помощи, HanpiiMep, хомута 16. После возврата пропитывающего .состава 1 1 в емкость 12, труба 23 . .крепится к траверсе мостового крана (не показано) , а передвижная крьш1ка У путем включения системы гидроподачи / 8 подается в крайнее положение, освобождая трубу 23, Которую затем краном транспортируют на площадку выдержки перед дальнейшим испытанием -на водонепроницаемость.
Формула изобретения
1468760
снабжена продольными направляющими, связывающими жестко головки, крьппка выполнена со сменной плашпайбой и имеет оппозитно расположенные и охватывающие направляющие пазы, устройство подачи пропитьшающего состава 26
Редактор А.Лежнина
Составитель Л.Максимова
Техред И.Дидык Корректор М.Шароши
Заказ 1304/17
Тираж 517
ВНЮШИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101 .
дозатор компонентов, а патрубок - Г-образный наконечник.
Фиг. 2
Подписное
| Установка для обработки бетонных и железобетонных труб | 1976 |
|
SU578291A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
