1
Изобретение относится к металлургии, в частности к способам изготовления футеровки индукционной единицы канальной плавильной печи.
Цель изобретения - повышение надежности работы и экономия огнеупорного материала за счет повьппения ремонтоспособности.
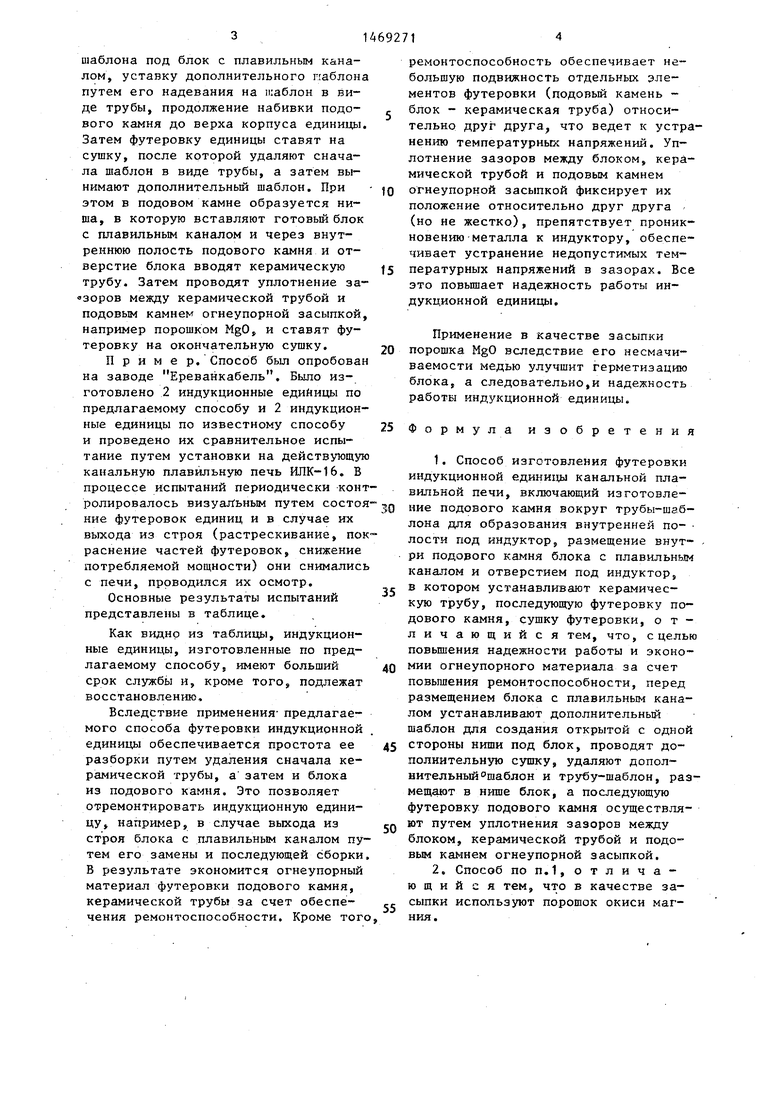
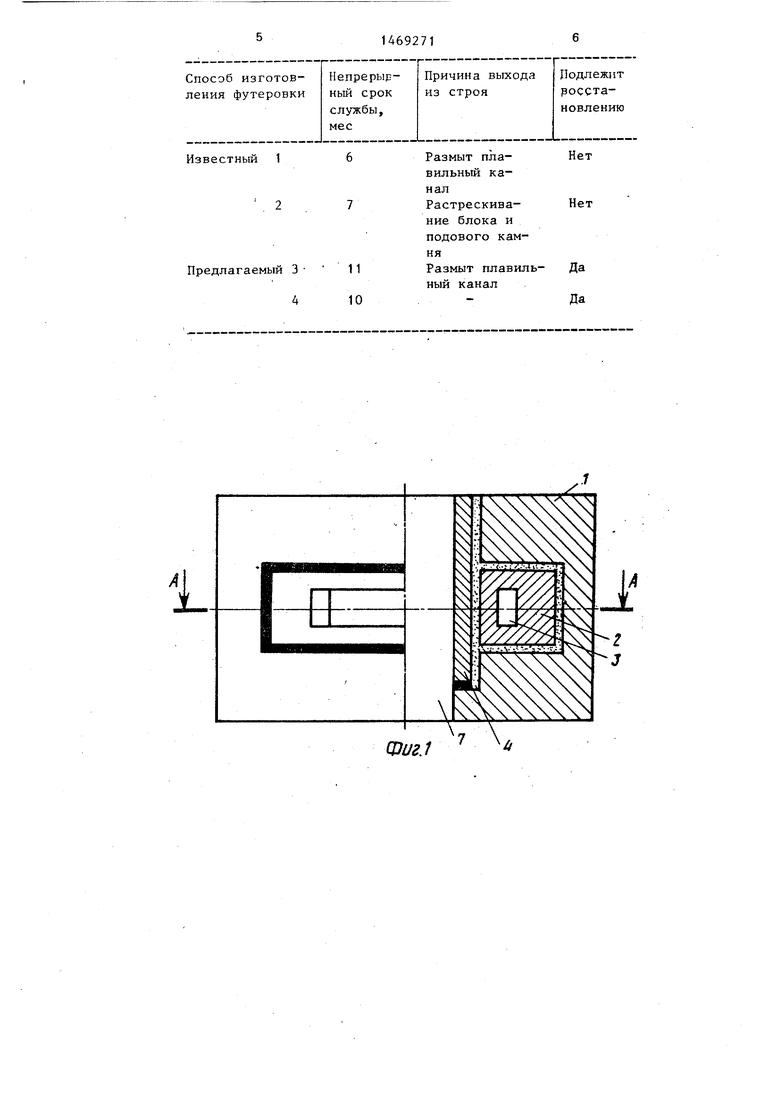
На фиг.1 дана футеровка индукционной единицы канальной плавильной печи, вид в плане; на фиг.2 - разрез А-А на фиг.1.
Футеровка состоит из подового камня 1, блока 2 с плавильным каналом 3, керамической трубы 4. Зазоры между подовым камнем 1, блоком 2,
керамической трубой 4 заполнены за- сьткой 5. Все внешние места соединения трубы 4 и блока 2 . с подовым камнем 1 герметизированы глазурью 6. Индуктор вводится во внутреннкяо полость 7, и после сборки единицы она устанавливается на печь.
Способ изготовления футеровки индукционной единицы канальной плавильной печи включает в себя установку в металлический внешний корпус единицы шаблона в виде трубы для образования полости под индуктор, последующую набивку подового камня до уровня установки дополнительного
СО
ND
шаблона под блок с плавильным каналом, уставку дополнительного паблона путем его надевания на шаблон в виде трубы, продолжение набивки подового камня до верха корпуса единицы. Затем футеровку единицы ставят на сушку, после которой удаляют сначала шаблон в виде трубы, а затем вынимают дополнительньй шаблон. При этом в подовом камне образуется ниша, в которую вставляют готовьй блок с плавильным каналом и через внутреннюю полость подового камня и отверстие блока вводят керамическую трубу. Затем проводят уплотнение за- «зоров между керамической трубой и подовым камнем огнеупорной засыпкой, например порошком MgO, и ставят футеровку на окончательную сушку.
Приме р. Способ был опробован на заводе Ереванкабель, Было изготовлено 2 индукционные едийицы по предлагаемому способу и 2 индукционные единицы по известному способу и проведено их сравнительное испытание путем установки на действующую канальную плавильную печь ИЛК-16. В процессе испытаний периодически контролировалось визуальным путем состоя ние футеровок единиц и в случае их выхода из строя (растрескивание, пок раснение частей футеровок, снижение потребляемой мощности) они снимались с печи, проводился их осмотр.
Основные результаты испытаний представлены в таблице.
Как видно из таблицы, индукционные единицы, изготовленные по предлагаемому способу, имеют больший срок службы и, кроме того, подлежат восстановлению.
Вследствие применения предлагаемого способа футеровки индукционной единицы обеспечивается простота ее разборки путем удаления сначала керамической трубы, а затем и блока из подового камня. Это позволяет отремонтировать индукционную единицу, например, в случае выхода из строя блока с плавильным каналом путем его замены и последующей сборки. В результате экономится огнеупорный материал футеровки подового камня, керамической трубы за счет обеспе- чения ремонтоспособности. Кроме того
Q j о
5 ,п
0
дЗ ел
5
ремонтоспособность обеспечивает небольшую подвижность отдельных элементов футеровки (подовьй камень - блок - керамическая труба) относительно друг друга, что ведет к устранению температурных напряжений. Уплотнение зазоров меткду блоком, керамической трубой и подовым камнем огнеупорной засыпкой фиксирует их положение относительно друг друга . (но не жестко), препятствует проникновению -металла к индуктору, обеспечивает устранение недопустимых температурных напряжений в зазорах. Все это повьш1ает надежность работы индукционной единицы.
Применение в качестве засыпки порошка MgO вследствие его несмачиваемости медью улучшит герметизацию блока, а следовательно,и надежность работы индукционной единицы.
Формула изобретения
1.Способ изготовления футеровки индукционной единшци канальной плавильной печи, включающий изготовление подового камня вокруг трубы-шаблона для образования внутренней по- лости под индуктор, размещение внут- - ри подорого камня блока с плавильным каналом и отверстием под индуктор,
в котором устанавливают керамическую трубу, последующую футеровку подового камня, сушку футеровки, отличающийся тем, что, с целью повьшгения надежности работы и экономии огнеупорного материала за счет повьш1ения ремонтоспособности, перед размещением блока с плавильным каналом устанавливают дополнительный шаблон для создания открытой с одной стороны ншпи под блок, проводят дополнительную сущку, удаляют дополнительный шаблон и трубу-шаблон, размещают в нише блок, а последующую футеровку подового камня осуществляют путем уплотнения зазоров между блоком, керамической трубой и подовым камнем огнеупорной засыпкой.
2.Способ ПОП.1, отличающийся тем, что в качестве засыпки используют порошок окиси магния.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления футеровки плавильных каналов индукционных печей | 1981 |
|
SU1015226A1 |
| АГРЕГАТ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО И ШЛАКОВОГО РАСПЛАВОВ | 1999 |
|
RU2172456C1 |
| Подовый камень индукционной печи | 1981 |
|
SU1002787A1 |
| Подовый камень плавильной индукционной печи | 1978 |
|
SU773419A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 1994 |
|
RU2083938C1 |
| Индукционная плавильная установка | 1979 |
|
SU1031007A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 2000 |
|
RU2185583C2 |
| ПЛАВИЛЬНЫЙ АГРЕГАТ | 2001 |
|
RU2207476C2 |
| Способ защиты футеровки канальной индукционной печи | 1979 |
|
SU779792A1 |
| Способ для подготовки резервных индукторов из влажной футеровки для быстрой замены и приспособление для его осуществления | 1979 |
|
SU1033829A1 |
Изобретение относится к области металлургии, в частности к способам изготовления футеровки индукционной единицы канальной плавильной печи. Цель изобретения - повьшение надежности работы и экономия огнеупорного материала за счёт повьанення ремонто- способности. Способ предусматрийает установку дополнительного шаблона под блок с плавильнь каналом на шаблон в виде трубы с последукядей .дополнительной сушкой набйвкн подового камня 1 с указанньфш шаблонами. После удаления этих шаблонов в обра зующуюся открытую с одной стороны нишу устанавливают готовый блок 2 с плавильньш каналом 3 и отверстием под керамическую трубу 4 с уплотнением зазоров порошком окиси магния. 1 з.п. ф-лы, 2 ил., 1 табл. (Л
Ф1/г.1
| Подовый камень индукционной печи | 1981 |
|
SU1002787A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Подовый камень плавильной индукционной печи | 1978 |
|
SU773419A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
