. 1469341
Изобретение относится к контрольно-измерительной технике и может быть использовано в шинной пр01 тшенности для контроля ширины движущегося листового материала, например протекто1р- ной ленты, изготовляемой методом экструзии,
Цель изобретения - расширение функциональных возможностей путем вы-«п явления нарушений технологического процесса.
На чертеже представлена блок-схема предлагаемого устройства.
зом, что его верхняя точка находится выше уровня базирования нижней поверх ности, отводит одну часть разрезанной протекторной ленты от другой. При этом один вращающийся ролик остается в прежнем положении, а другой вращающийся ролик смещается от центра ленты, и выходной сигнал связанного с ним индукционного датчика изменяется.
При движении подвижного элемента 14 сканирующего механизма 13 справа налево блок 18 управления вырабатыва
--..v. i jjo . J3DIp dC/ d 1 DlDCi
Устройство содержит измерительную 5 ет соответствую1щй сигнал разрешения
20
30
35
штангу 1 с расположенными на ней двумя каретками 2 и 3, расстояние между которыми выставляется вращающейся головкой 4, индукционные датчики 5 и 6 кинематически связан11Ь е с измерительными рычагами 7 и 8, на концах которых закреплены свободно вращающиеся ролики 9 .и 10, сумматор 11, блок 12 индикации, сканирующий механизм 13, причем на подвижном элементе 14 25 сканирующего механизма 13 закреплен разделительньй ролик 15, вычислительный блок 16, привод 17, блок 18 управления приводом. Вращающиеся ролики 9 и 10 прижимаются к кромкам ленты пружинами 19 и 20,
Устройство работает следующим образом.
Вращающиеся ролики 9 и 10 постоянно прижимаются пружинами 19 и 20 к кромкам ленты, при этом измерительные рычаги 7 и 8 и кинематически связанные с ними подвижные оси индукционных датчиков 5 и 6 поворачиваются на соответствунлцие углы, которые преобразуются индукционными датчиками 5 и 6 в электрические сигналы, поступаю111ие через сумматор II на вход блока 12 индикации, по показаниям которого судят о ширине измеряемой протекторной ленты. Блок 18 уп равления подает сигналы на привод 17 сканирующего механизма 13. При этом подвижный элемент 14, составляюигий с червяком сканирующего механизма 13 пару винт - гайка, совершает возвратно-поступательные движения поперек ленты.
При попадании постороннего металлического включения в зазор головки шприц-машины происходит разрез протекторной ленты по длине,Разделительный ролик 15, контактирующий с нижней поверхностью ленты таким обра40
50
55
вычисления, и вычислительный блок 16 производит проверку неравенств
(у-Уо/ Ь k/x-Xo/,
где у - выходной сигнал индукционного датчика 5 при подходе подвижного элемента 14 в крайнее положение;
у - выходной сигнал индукционного датчика 5 до начала движения подвижного элемента 14;
X - выходной сигнал индукционного датчика 6 при подходе подвижного элемента 14 в крайнее положение;
х - выходной сигнал индукционного датчика 6 до начала движения подвижного элемента 14;
k - коэффициент запаса, определяемый конструкцией сканирующего механизма 13,
Первое неравенство определяет смещение вращающегося ролика 9 влево. Второе неравенство определяет несколько существенно изменение по- д5 ложения левого вращающегося ролика 9 по сравнению с правым. При расширении или смещении протекторной ленты второе неравенство выполняться не будет, так как при этом равны по абсолютной величине изменения сигналов правого и левого датчика. Следовательно, второе неравенство выполняется только в отвода разделительным роликом отрезанной полосы, т,е, проверяется наличие разреза протекторной ленты по длине. При выполнении указанных неравенств вычислительный блок 16 посылает сигнал на второй вход блока 12 индикации, козом, что его верхняя точка находится выше уровня базирования нижней поверхности, отводит одну часть разрезанной протекторной ленты от другой. При этом один вращающийся ролик остается в прежнем положении, а другой вращающийся ролик смещается от центра ленты, и выходной сигнал связанного с ним индукционного датчика изменяется.
При движении подвижного элемента 14 сканирующего механизма 13 справа налево блок 18 управления вырабатыва --..v. i jjo . J3DIp dC/ d 1 DlDCi
ет соответствую1щй сигнал разрешения
0
0
5
5
0
0
5
вычисления, и вычислительный блок 16 производит проверку неравенств
(у-Уо/ Ь k/x-Xo/,
где у - выходной сигнал индукционного датчика 5 при подходе подвижного элемента 14 в крайнее положение;
у - выходной сигнал индукционного датчика 5 до начала движения подвижного элемента 14;
X - выходной сигнал индукционного датчика 6 при подходе подвижного элемента 14 в крайнее положение;
х - выходной сигнал индукционного датчика 6 до начала движения подвижного элемента 14;
k - коэффициент запаса, определяемый конструкцией сканирующего механизма 13,
Первое неравенство определяет смещение вращающегося ролика 9 влево. Второе неравенство определяет несколько существенно изменение по- 5 ложения левого вращающегося ролика 9 по сравнению с правым. При расширении или смещении протекторной ленты второе неравенство выполняться не будет, так как при этом равны по абсолютной величине изменения сигналов правого и левого датчика. Следовательно, второе неравенство выполняется только в отвода разделительным роликом отрезанной полосы, т,е, проверяется наличие разреза протекторной ленты по длине. При выполнении указанных неравенств вычислительный блок 16 посылает сигнал на второй вход блока 12 индикации, который индицирует попадание постороннего твердого включения в зазор головки шприц-машины и вьщает звуковой сигнал.
При движении подвижного элемента 14 слева направо блок 18 управления вырабатывает соответствующий сигнал разрешения вычисления, и вычислитель ный блок 16 производит проверку неравенств
х-Хо 0; /x-x /5:k/y-yj.
При выполнении данного неравенства вычислительный блок 16, как и в первом случае, вырабатывает сигнал о нарушении технологического процесг са.
Таким образом, в изобретении реализуется возмол ность автоматического обнаружения попадания постороннего твердого включения в зазор головки шприц-машины, зачастую органо- лептически с трудом обнаруживаемого, вызывающего разрез протекторной ленты по длине, что дает возможность оперативного устранения указанного нарушения технологического процесса.
Формула изобретения
Устройство для контроля ширины движущейся протекторной ленты, содержащее измерительную штангу с расположенными на ней двумя каретками с индукционными датчиками, с роторами которых кинематически связаны измерительные рычаги, на концах последних to закреплены два свободно вращакщихся ролика, сумматор и блок индикации, выходы индукционных датчиков через сумматор соединены с блоком индикации, отличающееся тем, 15 что, с целью расширения функциональных возможностей путем выявления нарушений технологического процесса, в него введены привод, сканируюс4ий механизм с разделительным роликом, со- 20 единенный с приводом, блок управления приводом и вычислительный блок, сканирующий механизм предназначен для установки перед измерительной штангой в направлении движения про- 25 текторной ленты, входы вычислительного блока связаны соответственно с выходами индукционных датчиков и вторым вь xoдoм блока управления приводом, первый выход которого соеди- 30 ней с приводом, а выход вычислительного блока соединен с вторым входом блока индикации.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля ширины движущейся протекторной ленты | 1987 |
|
SU1439383A1 |
| Устройство для навивки протектора ленточкой | 1985 |
|
SU1260244A1 |
| Автоматический титратор | 1982 |
|
SU1096576A1 |
| Устройство для измерения параметров движущегося материала | 1985 |
|
SU1305529A1 |
| Устройство для определения положения кромки движущегося материала | 1990 |
|
SU1768975A1 |
| Устройство для измерения температуры поверхности движущейся протекторной ленты | 1984 |
|
SU1280344A1 |
| Устройство для наложения протектора ленточкой | 1979 |
|
SU856849A2 |
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| Устройство для измерения геометрических параметров движущейся протекторной ленты | 1985 |
|
SU1428906A1 |
Изобретение относится к контрольно-измерительной технике и может быть использовано в П1инной промышленности для контроля ширины движущегося листового материала. Цель - растирание функциональных возможностей путем выявления нарушений техно; логического процесса. Блок 18 управления подает сигналы на привод 17 сканирую1цего механизма 13. Подвижньй элемент 14, составляюр ий с червяком сканирующего механизма 13 пару винт - гайка, совершает возвратно-поступательные движения поперек материала. При попадании постороннего металлического включения в зазор головки ыприц-машины происходит разрез материала по длине. Разделительный ролик 15 отводит одну часть разрезанного материала от другой. Один вращаюр сий- ся ролик остается в прежнем положении, а другой смещается от центра материала, и выходной сигнал связанного с ним индукционного датчика изменяется. Вычислительный блок 16 посылает сигнал на вход блока индикации, которьй индицирует попадание постороннего твердого включения в зазор головки шприц-машины и выдает звуковой сигнал. 1 ил. tS 10 19 (Л 4 Си CD 00 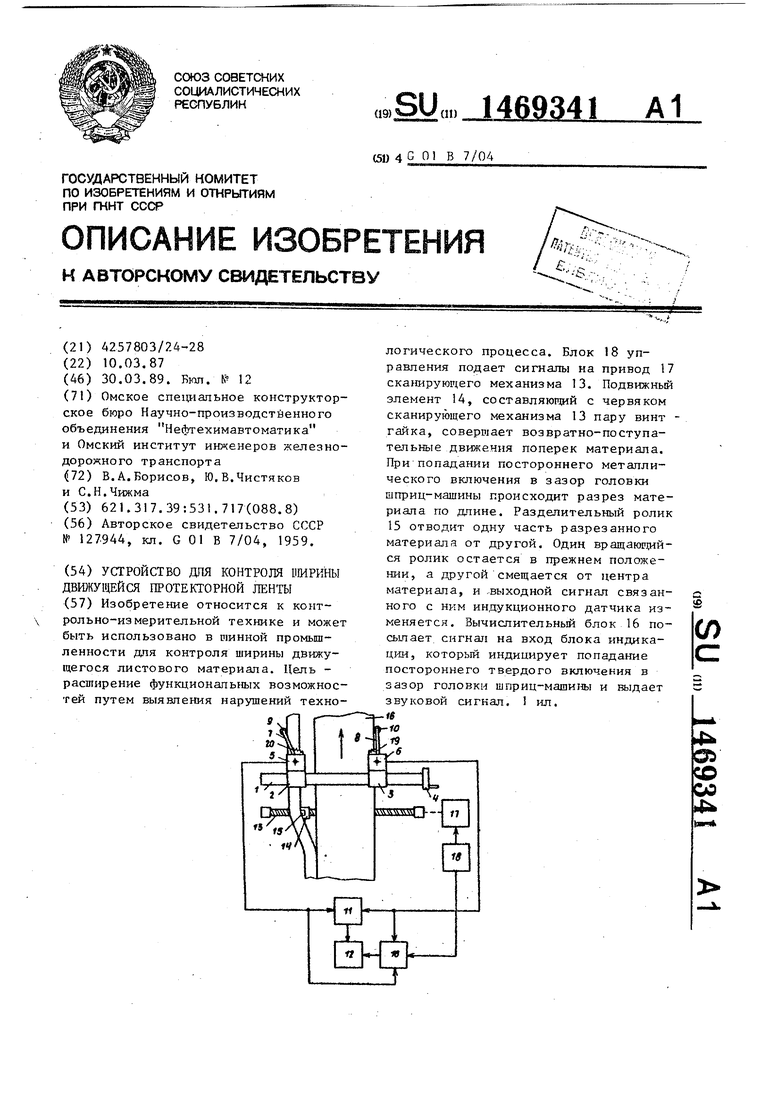
| Амортизатор для гашения гидравлических ударов, возникающих в пульпопроводе | 1959 |
|
SU127944A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
