1.
Изобретение относится к электротехнике, а именно к способам изготовления намотанных электроизоляционных элементов с конструктивными элементами разного диаметра по длине изделия.
Целью изобретения является упрощение технологии изготовления, повышение электрической и механической прочности изделия путем обеспечения равнопрочности структуры стеклопластика по всей длине изделия.
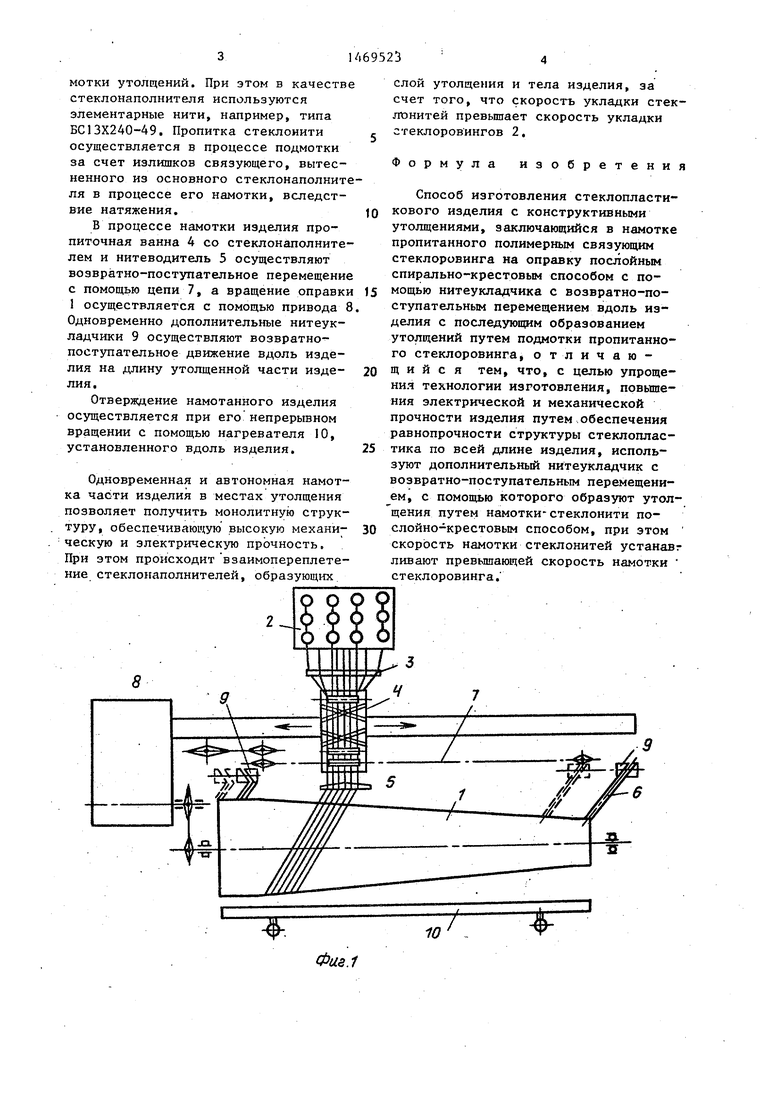
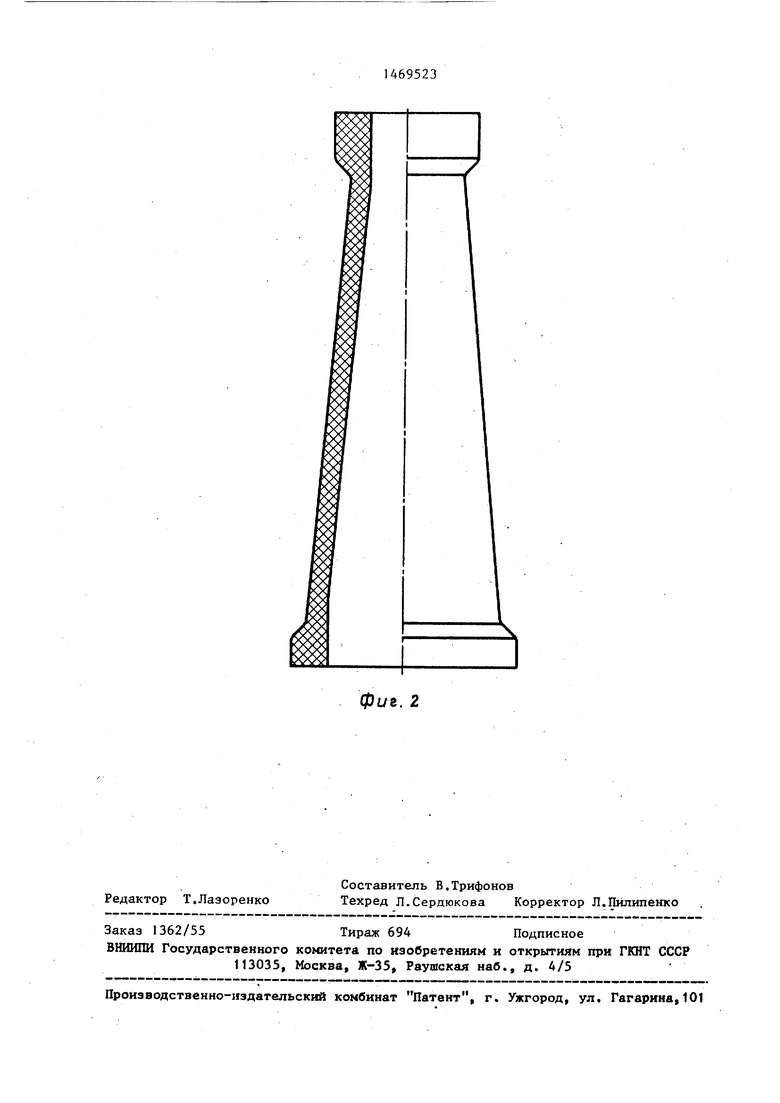
На фиг.1 изображена принципиальная схема установки для изготовления стеклопластиконого элемента; на фиг.2 - стеклопластикоБое изделие.
изготовленное по предлагаемому способу, общий вид.
Технологическая схема намотки заключается в следующем.
На поверхность оправки 1 наносится разделительный слой, после чего осуществляется перекрестно-спиральная намотка пропитанных связующим стеклоровингов 2 на оправку 1.
Стеклоровинги 2, проходя через гребенки 3, поступают в пропиточную ванну 4 со связующим и через нитево- дитель 5 в виде ленты подаются на поверхность оправки 1.
Одновременно на поверхность оправки 1 подаются стеклонити 6 для подNU
CD СО
ел to
Юо
мотки утолщений. При этом в качестве стеклонаполнителя используются элементарные нити, например, типа ВС13X240-49. Пропитка стеклонити осуществляется в процессе подмотки за счет излишков связующего, вытесненного из основного стеклонаполнителя в процессе его намотки, вследствие натяжения.
В процессе намотки изделия пропиточная ванна 4 со стеклонаполните- лем и нитеводитель 5 осуществляют возвратно-поступательное перемещение с помощью цепи 7, а вращение оправки 1 осуществляется с помощью привода 8 Одновременно дополнительные нитеук- ладчики 9 осуществляют возвратно- поступательное движение вдоль изделия на длину утолщенной части изде-
ЛИЯ.
Отверждение намотанного изделия осуществляется при его непрерывном вращении с помощью нагревателя 10, установленного вдоль изделия.
Одновременная и автономная намотка части изделия в местах утолщения позволяет получить монолитную структуру, обеспечивающую высокую механи- ческую и электрическую прочность. При этом происходит взаимопереплетение стеклонаполнителей, образующих
слой утолщения и тела изделия, за счет того, что скорость укладки стек люнитей превьшает скорость укладки гтеклоровингов 2.
Формула изобретени
Способ изготовления стеклопласти- кового изделия с конструктивными утолщениями, заключающийся в намотке пропитанного полимерным связующим стеклоровинга на оправку послойным спирально-крестовым способом с помощью нитеукладчика с возвратно-поступательным перемещением вдоль изделия с последующим образованием утолщений путем подмотки пропитанного стеклоровинга, отличающийся тем, что, с целью упрощения технологии изготовления, повышения электрической и механической прочности изделия путем обеспечения равнопрочности структуры стеклопластика по всей длине изделия, используют дополнительный нитеукладчик с возвратно-поступательным перемещением, с помощью которого образуют утолщения путем намотки-стеклонити послойно-крестовым способом, при этом скорость намотки стеклонитей устанав ливают превышающей скорость намотки стеклоровинга.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОГО ИЗДЕЛИЯ | 2003 |
|
RU2236716C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗОЛЯТОРОВ | 2002 |
|
RU2233494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНЦЕВОЙ ЗАДЕЛКИ СТЕКЛОПЛАСТИКОВОЙ ОБОЛОЧКИ | 1972 |
|
SU323281A1 |
| Способ изготовления сложнопрофильных изделий из композиционных материалов | 1981 |
|
SU990541A1 |
| Способ изготовления электроизоляци-онных изделий | 1971 |
|
SU508805A1 |
| Изоляционная конструкция | 1984 |
|
SU1328850A1 |
| Формирующая головка для получения стеклопластиков | 1963 |
|
SU493366A1 |
| Изоляционный несущий элемент | 1989 |
|
SU1753496A1 |
| Способ пропитки стеклонаполнителя связующим | 1979 |
|
SU858120A1 |
Изобретение относится к злектро- технике и может быть использовано при изготовлении намотанных электроизоляционных элементов с конструктивными элементами разного диаметра по длине изделия. Целью изобретения является упрощение технологии изготовления, повышение электрической и механической прочности путем обеспечения равнопрочности структуры по всей длине стеклопластиковых изделий. Это достигается использованием дополнительных нитеукладчиков, каждый из которых формирует определенный участок изделия с утолщением путем одновременной подмотки стеклонити с основным нитеукладчиком. 2 ил. i С/)
Фиг.1
фиг. 2
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНЦЕВОЙ ЗАДЕЛКИ СТЕКЛОПЛАСТИКОВОЙ ОБОЛОЧКИ | 0 |
|
SU323281A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
