(54) СПОСОБ ПРОПИТКИ СТЕКЛОНАПОЛИИТЕЛЯ СВЯЗУЮЩИМ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕПРЕГА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2243093C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2133670C1 |
| Способ изготовления стеклопластикового изделия | 1987 |
|
SU1469523A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ПРОПИТКИ АРМИРУЮЩЕГО МАТЕРИАЛА СВЯЗУЮЩИМ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2750827C1 |
| СПОСОБ ПРОПИТКИ ДЛИННОМЕРНОГО НАПОЛНИТЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2145922C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2648900C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2426024C2 |
| СПОСОБ ПРОПИТКИ СЛОИСТЫХ ЗАГОТОВОК НА ОСНОВЕ ТКАНЫХ НАПОЛНИТЕЛЕЙ И ЭПОКСИДНЫХ, КРЕМНИЙОРГАНИЧЕСКИХ И ПОЛИИМИДНЫХ СВЯЗУЮЩИХ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2020 |
|
RU2743422C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ПОЛОЙ ОБОЛОЧКИ | 2020 |
|
RU2740963C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2010 |
|
RU2417889C1 |
t
Изобретение относится к области способов пропитки стеклонаполнителя связующим, наматьгоаемого на оправку применяемых при производстве полых изделий электротехнического назначения.
Для непрерьшной пропитки жгута из волокнистого материала известен способ, который заключается в том, что жгут протягивают через последовательно соединенные камеры вакуумирования, пропитки под давлением и вакуумирования, на входе и выходе которых установлены уплотнительные элементы l. Однако в связи с громоздкостью пропитанных узлов и дополнительных устройств для создания вакуума они не могут быть установлены на устройство, совершающее круговое вращение вокруг оправки.
Наиболее близким по своей сущности и достигаемому результату к предлагаемому является техническое реше.ние, заключающееся в установке стеклонапрлнителя на вращающемся в вертикальной плоскости диске и введения стеклонаполнителя в расположенную на упомянутом диске емкость со связующим, и протягивании его через последнюю 2.
Недостатками данного способа является то, что воздушные включения в наполнителе, образующиеся при его погружении в раствор, препятствуют
10 качественной и полной пропитке наполнителя, а также возникает перерасход из-за вынужденного нанесения его в больших количествах, чем требуется.
Цель изобретения - повышение ка15чества пропитки и экономия связующего.
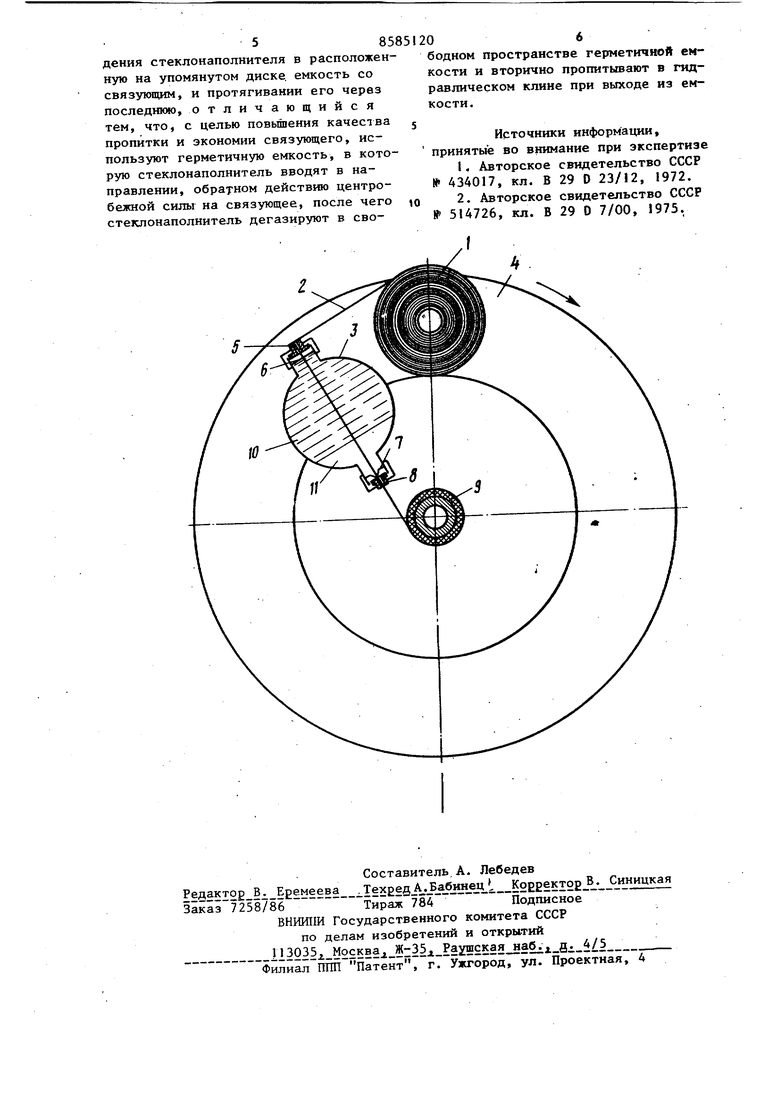
Поставленная цель достигается тем, что используют герметичную емкость, в которую стеклонаполнитёль вводят в направлении, обратном действию цент20робежной силы на связующее, после чего стеклонаполнитёль дегазируют в свободном пространстве герметичной емкости и вторично пропитьюаиот в гид3равлическом клине при выходе из емкости. На чертеже изображено одно из возможных устройств, с помощью которого можно осуществить пропитку стеклонаполнителя по предлагаемому способу Способ пропитки стеклонаполнителя связующим, спирально навиваемого на оправку, установленного на вращаннцемся в вертикальной плоскости роторе, осуществляется следующим образом. Бобина 1 со стеклонаполнителем 2 и герметичная пропиточная ванна 3 установлены нд вращающемся в вертикальной плоскости диске 4. Стекло;наполнитель 5,, подлежащий пропитке, пропускается сквозь направляющую втулку 5 и уплотнитель 6 входного от верстия, уплотнитель 7 и направляющую втулку В выходного отверстия, после чего закрепляется на оправке (дорне) 9, на которую он будет навиваться. При вращении диска под действием центробежной силы связующее 10 прижимается к входному отверстию герметичной пропиточной ванны. При этом в связующем создается повьшенное давление. Одновременно между связующим /i выходным отверстием стеклонаполнителя образуется свободное пространст во 11, способствующее удалению воздушных включений из пропитанного сте лонаполнителя и связующего за счет своей разряженности, создающейся под .действием центробежной силы и расход связующего. Затем стеклонаполнитель проходит через гидравлический клин образующийся в воронке выходного уплотнителя за счет излишка связующего оставшегося на стеклонаполнителе пос ле первичной пропитки под избыточным давлением. Протягивание стеклонаполнителя через герметичную пропиточную ванну осуществляется за счет его навивки на оправку при вращении диска. Целесообразно при пропитке плотных или тканнык стеклонаполнителей действие избыточного давления направлять под углом к обратному направлению движения стеклонаполнителя Наилучшие результаты достигаются, если скорость вращения ванны подбира ется таким образом, чтобы окружная скорость точки жидкости, наиболее уд ленной от оси вращения, составляла 3-5 м/с. По предлагаемому способу бьша изготовлена труба 30 мм и толщиной сте 04 ки 4 мм, сформированной из трех слоев : внутреннего из однонаправленного волокна толщиной 1,5 мм и двух спиральных толщиной по 1,25 мм, намотанных на внутренний слой в разные стороны. При этом использовались одинаковые для всех слоев стеклоровинги (жгуты) марки РБН-10-2520-78 (ровинг из стеклянных нитей с линейной плотностью 2520 текс на замасливателе № 78). Все слои-связаны между собой термореактивным связующим следующего состава, вес.%: Смола эпоксидно-диановая неотвержденная марки ЭД-2056 Ангидрид изоиетилтетрагидрофталевьш марок А и Б 43,2 Ускоритель А-31-.1,5 0,8 Нормальная плотность используемого связующего равна 1,2 г/см, скорость движения трубы составила 432 мм/мин, шаг намотки спиральных слоев 4 мм. Намотка спиральных слоев производилась четырьмя жгутами, каждый из которых пропитьшается в индивидуальной герметичной ванне, по устройству близкому к чертежу. В качестве оправки применяли трубку из однонаправленного волокна 25 мм с толщиной сменки 1,5 мм, предварительно полученную методом протяжки. Наматывались в разные стороны, друг на друга, два слоя с шагом 4 мм. При этом однонаправленную трубку предварительно нагревали до 160 С и при этой температуре производили намотку кольцевых слоев с последующей термообработкой в термопечи. Использование предлаггаемого способа пропитки стеклонаполнителя связующим обеспечивает по сравнению с известными способами практически полное удаление воздушных включений, вносимых стеклонаполнителем в связующее, а также значительную экономию связующего при обеспечении стабильных механических и диэлектрических характеристик. Формула изобретения Способ пропитки стеклонаполнителя связукнцим, заключающийся в установке стеклонаполиителя на вращающемся в вертикальной плоскости диске, и вве
