Изобретение относится к электро- технике и используется при изготовлении торцовых электрических машин.
Цель изобретения - повьшение КПД и надежности электродвигателя путем исключения газовьщелений из адге- зива и герметика
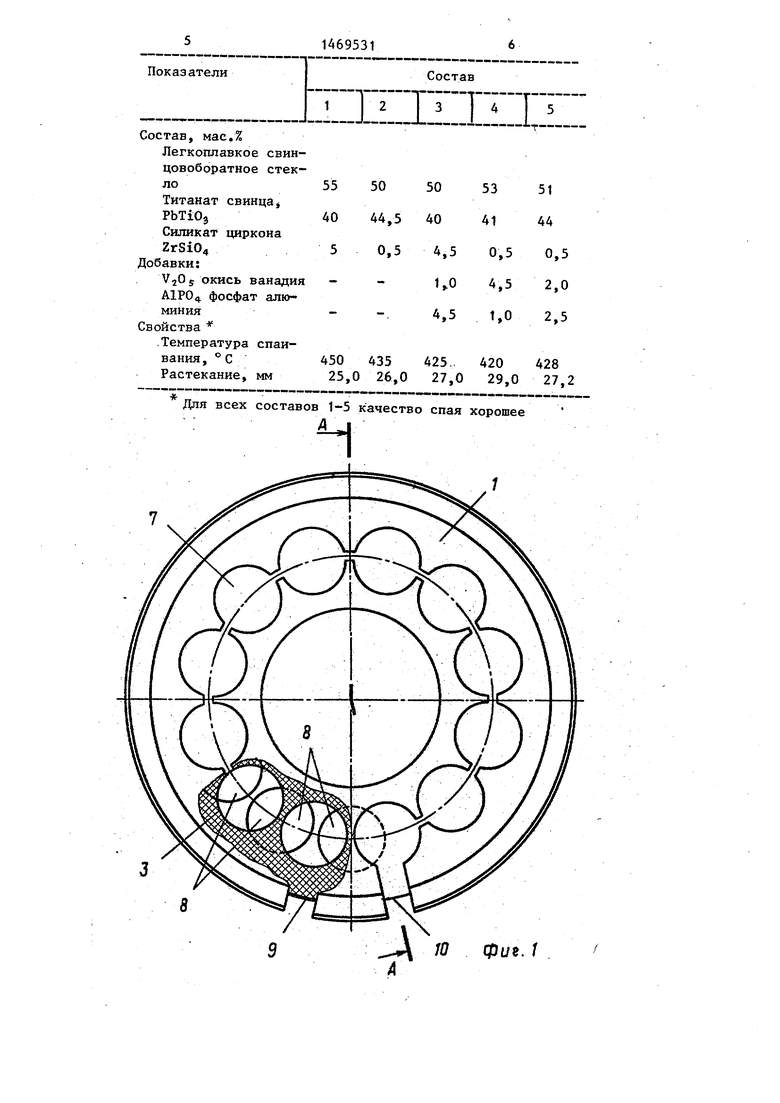
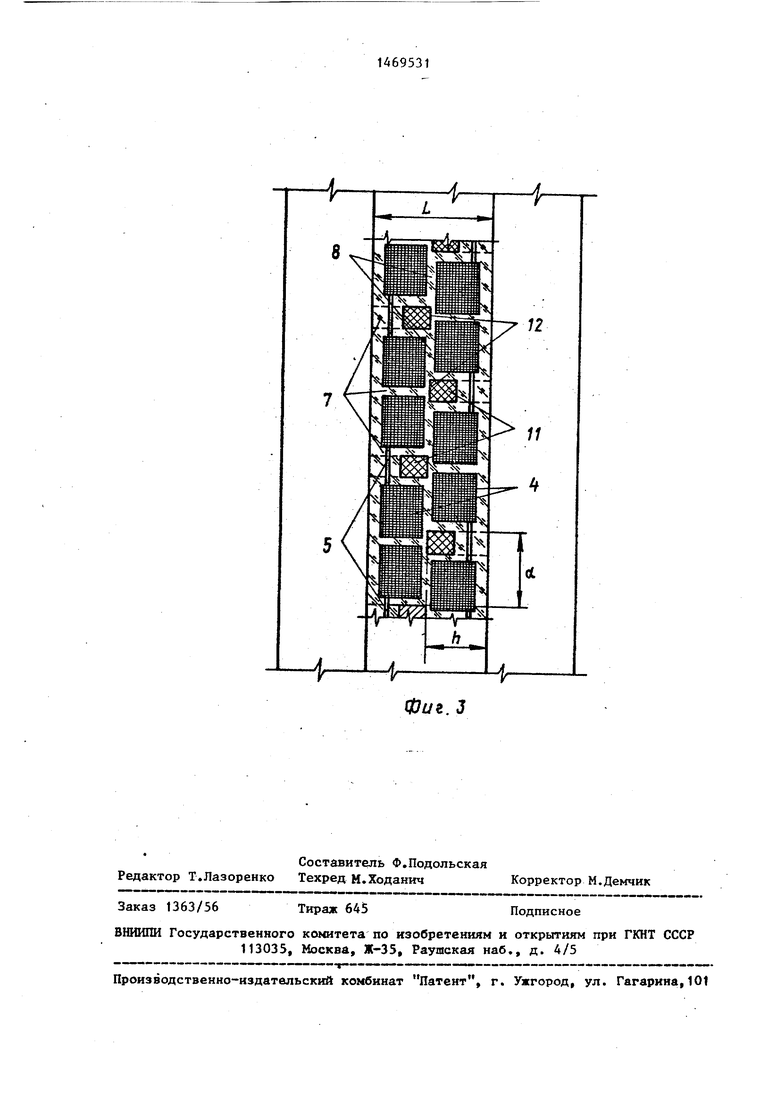
На фиг,1 показан предлагаемый . статор; на фиг.2 - разрез А-А на фиг.1; на фиг.З - развернутое сечение двух последовательных гн езд каркаса при разрезе цилиндрической поверхностью . через центры гнезд.
ного деления 1 на угол of 90 эл.град.).
Способ изготовления статора элек- тродвигателя осуществляется следующим образом.
Для получения спаянного узла статора приготавливают стеклокомпозицию, состоящую из легкоплавкого свинцово- { боратного стекла и кристаллических наполнителей- титанат свинца и силикат циркона, при этом легкоплавкое свинцовоборатнЪе стекло берут следзпо- щего состава,мае.%: окись свинца
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕГКОПЛАВКАЯ СТЕКЛОКОМПОЗИЦИЯ | 2018 |
|
RU2697352C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕГКОПЛАВКОЙ СТЕКЛОКОМПОЗИЦИИ | 2016 |
|
RU2614844C1 |
| Способ получения порошка титаната свинца | 1982 |
|
SU1070867A1 |
| ВЕНТИЛЬНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 1995 |
|
RU2098908C1 |
| ПОЛУЗАКРЫТЫЙ ЭЛЕКТРОДВИГАТЕЛЬ ПЕРЕМЕННОГО ТОКА | 2007 |
|
RU2394335C1 |
| ВЕНТИЛЬНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 1992 |
|
RU2038674C1 |
| Электродвигатель Андронова | 2017 |
|
RU2664560C2 |
| СТАТОР ВРАЩАЮЩЕЙСЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШКИ СТАТОРА | 2019 |
|
RU2716007C1 |
| НАСОС ДЛЯ ПОДАЧИ ТОПЛИВА ИЗ БАКА К ДВС АВТОМОБИЛЯ, ВЕНТИЛЬНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ НАСОСА ДЛЯ ПОДАЧИ ТОПЛИВА ИЗ БАКА К ДВС АВТОМОБИЛЯ, СТАТОР ВЕНТИЛЬНОГО ЭЛЕКТРОДВИГАТЕЛЯ НАСОСА ДЛЯ ПОДАЧИ ТОПЛИВА ИЗ БАКА ДВС АВТОМОБИЛЯ (ВАРИАНТЫ) | 2004 |
|
RU2274766C2 |
| СТОМАТОЛОГИЧЕСКИЕ КОМПОЗИЦИИ, ЗАГОТОВКИ ДЛЯ СТОМАТОЛОГИЧЕСКОГО ПРОТЕЗИРОВАНИЯ И СПОСОБЫ | 2010 |
|
RU2557961C2 |
Изобретение относится к электротехнике. Цель изобретения - повьше- ние КПД и надежности электродвигателя путем исключения газовыделений з надгезива и герметика. Статор А: содерзкит плоский каркас 1 с обмотками 2 на его торцовых поверхностях. В каркасе выполнены гнезда глубиной, равной половине толщины каркаса, с образованием сквозных отверстий в зоне перекрытия. Катушки 4 обмотки-2 в гнездах каркаса, переходы 5 в пазах 6 соединены элементами 7 из стеклокомпозиционного материала в одно целое с обеих сторон каркаса. Стеклокомпозиционный материал выполнен на основе свинцовобо- ратього стекла с кристаллическим наполнителем и добавками окислов ванадия и фосфата алюминия. Это позволяет уменьшить эквивалентный воздушный зазор и упростить технологию изготовления статора. 2 с.п. и 1 з.п. ф-лы, 3 ил.,1 табл. с (Л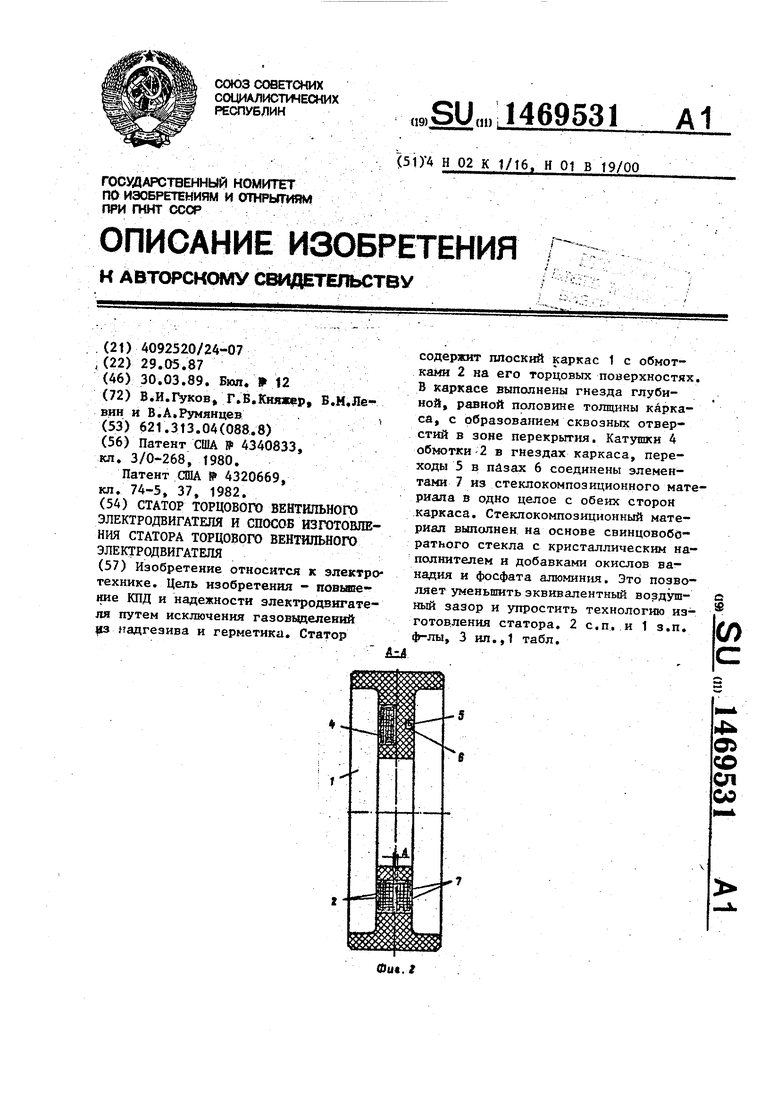
20
25
30
Статор состоит из плоского симмет-15 83-85; окись бора 13-14; окись алюминия 0,1-1,0; двуокись кремния 0,5 - 1,0; окись цинка 1,0-1,5. В стекло- компЬзиции также включают добавки окислов ванадия и фосфата алюминия.
Конкретные составы стеклокомпо- зиций приведены в таблице.
На поверхность гнезд 3 и пазов 6 каркаса 1 из алюмооксидной керамики наносится адгезив легкоплавкого евин- цовоборатного стекла,кЪторый оплавляют при 380-400 С. Возможно в качестве адгезива использовать стеклоком- позиции состава 1 и 2 (см. таблицу), которые оплавляют при 410-430 С.
Для нанесения адгезива испоЛьзу- ют пасту из легкоплавкого стекла или стеклокомпозиционного материала, которую получают путбм перемешивания его со , связкой, например 3%-ного раствора этилцеллюлозы в о -терпйнео- ле, в соотношении (9-11)-(0,8-1,2) по массе. Для получения глазурован- ного слоя неббкойимой fолщины нане- сение 1й оплавление пасты повторяют. В зависимости от назначения мини-г мальный слой в оплавленном состоянии составляет 0,02-0,05 мм.;
Затем в гнезда 3, пазы 6 каркаса : 1 на глазурованный слой помещают ка- туппси 4 и переходы 5 обмотки 2 из жаростойкого провода. Заливают или наносят, например через трафарет, пасту стеклокомпозиционного матери- ала-герметика составов 1-5. Материал подсушивается при 150-180 С в течении 10-20 мин, а затем производят термообработку по режиму: подъем температуры от 20 до 330-340°С за 0-30 мин , выдержка при 330-340 с в течение 20-30 мин, подъем до тбмпе- ратуры спаивания (см. таблицу) за 15-25 мин, выдержка при температур е спаивания 10-15 мин и охлаждение до комнатной температуры. Образованричного каркаса 1 и двух одинаковых фазных обмоток 2 из жаростойкого про вода например провод ПЭЖБ, расположенных на обеих торцовых рабочих поверхностях каркаса. Каркас 1 изготовлен, например, из алюмооксидной керамики ВК94-1. Цилиндрические гнез да 3 выполнены глубиной h, равной половине толщины L каркаса 1 (),
h в которых размещены ком-
плекты последовательно соединенных катушек 4 обмоток 2, Катушки 4 в гнездах 3, катушечные переходы 5 в . пазах 6 Соединены герметизирующими элементами из с теклокомпозиционного материала.- герметика 7, которые покрьшают обмотки 2 и через зоны 8 перекрытия скрепляют их за однФ целое с обеих сторон каркаса 1 (на фиг, 1 1В зоне условного вырыва BOicpyr гнезд 3 керамики каркаса 1 не показаны катушки 4). - .
В сечении между внутре;нними поверхностями катушек 4 выполнен промежуточный слой стекл окомпозиционного- материала 7 толщиной А, образованньй покрытием адгезива гне51д 3 и запивкой герметикао
Каждая фаза обмотки 2 соединена своими вводами с металлизированными, площадками 9, Ю-каркаса 1, площадки показаны только для одной фазы обмотки.
Покрытие адгезивом ребер 11 жесткости (в том числе поверхностей 12) определяет положение катушек в гнездах и размер А. Гнезда 3 с катушками 4 обмотки 2 одной т орцовой стороны развернуты по окружности каркаса 1 относительно гнезд другсяй стороны на половину диаметра гнезда или на половину полюс35
40
45
50
55
ный стеклокомпознционный материал 7 после оплавления имеет ТКЛР,равный (64-70) 10 1/.с, близкий к ТКЛР алюмооксидной керамики. Толщину стеклопокрытия герметика вьтол- няют в зависимости от назначения на уровне 0,3-1,0 мм.
Учитьшая наличие обмотки с обеих сторон каркаса, изготовление уз- Q ла проводят в следующей последовательности. Предварительно проводят глазурование адгезивом рабочих поверхностей каркаса 1. Вначале наносят слой адгезива на поверхность jr одной стороны каркаса 1. Затем подсушивают при 150-18о С в течение 10-20 мин, далее покрывают пастой адгезива вторую сторону, устанавливают каркас 1 в графитовую форму и оплавляют по указанному режиму. Далее на глазурованную поверхность каркаса 1 укладывают катушки 4 и переходы 5 обмотки 2 и заливают пастой герметика с одной стороны кар- 25 каса.и сушат при 150-180°С в течение 10-20 мин. Затем наносят пасту герметика на другую сторону . каркаса с уложенными катушками обмоток и оплавляют в графитовой форме.
Согласно способу дополнительное введение в стеклокомпозиции окислов ванадия 5 и фосфата алюминия МРО в качестве наполнителя (составы 3-5) позволяет снизить температуру спаивания, а также улучшить ус- 35 ловия заливки составов в части текучести и смачиваемости.
Cтeклoкoмпqзиции 7 составов 1-5 обеспечивают образование монолитного соединения каркаса из алюмоок- сидной керамики с обмоткой статора. Изобретение поз воляет уменьшить толщину каркаса в 1,5-2 раза за счет выполнения герметизирующих элементов при закреплении катушек об- 5 оток на обеих сторонах каркаса из стеклокомпозиционного материала, позволяющего исключить газовьзделение з материалов адгезива и герметика, также повысить монолитность конст- 50 укции и эксплуатационную надежность лектродвигателя, что позволяет поысить КПД электрической машины за чет уменьшения эквивалентного возушного зазора и упростить технологию55 зготовления статора.
30
Q jr 25
5
5
0
Формула изобретения
Силикат циркония ZrSi040,5-5,0.
Легкоплавкое стекло 50-53
Титанат свинца PbTiOj 40-44
Силикат циркония
ZrSi040,5-4,5.
Показатели
остав, мас.%
Легкоплавкое свин- цовоборатное стекло
Титанат свинцаj PbTiOj
Силикат циркона ZrSi04
обавки:
VjOjf окись ванадия AlPO фосфат алюминия
войства
.Температура спаивания , С
i:i.Qi:ii:ii::
450 435 425. 420 428 25,0 26,0 27,0 29,0 27,2
Растекание, мм
Для всех составов 1-5 качество спая хорошее
Д
Состав
Ю фиг. 1
Составитель Ф.Подольская Редактор Т.Лазоренко Техред м.Ходанич Корректор М.Демчик
Заказ 1363/56
Тираж 645
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина,101
Фиг. 3
Подписное
| Патент США № 4340833, кп | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Патент США № 4320669, кл | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
| Пишущая машина | 1922 |
|
SU37A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
