1
Изобретение относится к порошковой металлургии и может быть использовано при получении торцовых уплотнений для центробежных насосов.
Целью изобретения является повышение износостойкости уплотнений.
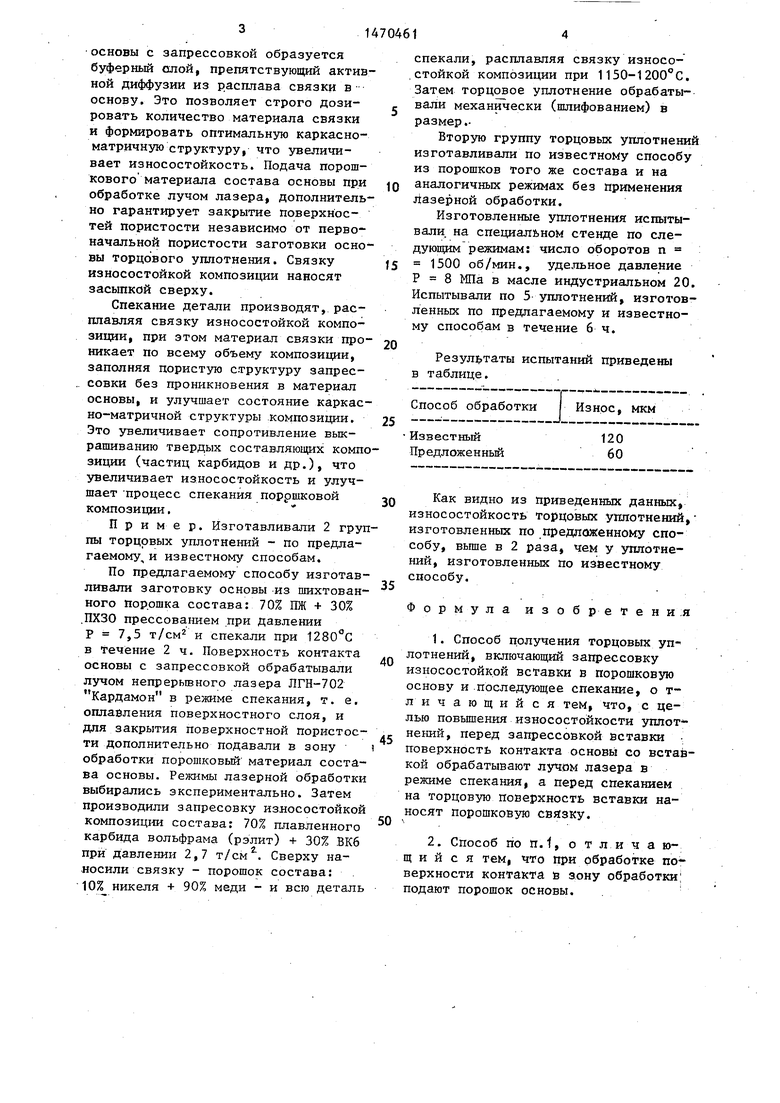
На фиг. 1 и 2 приведена схема осуществления способа.
Из порошкового- материала прессованием изготавливают заготовку основы торцового уплотнения. Поверхность контакта основы 1 с запрессовкой 2 обрабатывают лучом лазера 3 в
режиме спекания, оплавляя порошковый материал поверхности и устраняя поверхностную пористость, при этом на обрабатываемз ю поверхность подают дополнительный порошковьш материал состава основы. Затем производят запрессовку износостойкой композиции 4 в основу. Связку износостойкой композиции 5 наносят засыпкой сверху, и всю деталь спекают, расплавляя связку.
При обработке лучом лазера материала основы, на границе контакта
4
О 4
а
основы с запрессовкой образуется буферный слой, препятствующий активной диффузии из расплава связки в основу. Это позволяет строго дозировать количество материала связки и формировать оптимальную каркасно- матричную структуру, что увеличивает износостойкость. Подача порошкового материала состава основы при обработке лучом лазера, дополнительно гарантирует закрытие поверхностей пористости независимо от первоначальной пористости заготовки основы торцового уплотнения. Связку износостойкой композиции наносят засыпкой сверху.
Спекание детали производят, расплавляя связку износостойкой композиции, при этом материал связки проникает по всему объему композиции, заполняя пористую структуру запрес- совки без проникновения в материал основы, и улучшает состояние каркас- но-матричной структуры композиции. Это увеличивает сопротивление выкрашиванию твердых составляющих композиции (частиц карбидов и др.), что увеличивает износостойкость и улучшает процесс спекания порршковой композиции.
Пример. Изготавливали 2 группы торцовых уплотнений - по предлагаемому, и известному способам.
По предлагаемому способу изготавливали заготовку основы из шихтованного Порошка состава: 70% Ш + 30% ПХЗО прессованием при давлении Р 7,5 т/см и спекали при 1280 с в Течение 2 ч. Поверхность контакта основы с запрессовкой обрабатывали лучом непрерывного лазера ЛГН-702 Кардамон в режиме спекания, т. е. оплавления поверхностного слоя, и для закрытия поверхностной пористости дополнительно подавали в зону обработки порошковый материал состава основы. Режимы лазерной обработки выбирались экспериментально. Затем производили запресовку износостойкой композиции состава: 70% плавленного карбида вольфрама (рэлит) + 30 ВК6 ри давлении 2,7 т/см. Сверху наосили связку - порошок состава: 0% никеля + 90% меди - и всю деталь
0
5
0
спекали, расплавляя связку износо- , стойкой композиции при 1150-1 200 С. Затем торцовое уплотнение обрабатывали механически (шлифованием) в размер..
Вторую группу торцовых уплотнений изготавливали по известному способу из порошков того же состава и на аналогичных режимах без применения Лазерной обработки.
Изготовленные уплотнения испытывали, на специальном стенде по следующим режимам: число оборотов п 1500 об/мин,, уде,11ьное давление Р 8 МПа в масле индустриальном 20. Испытывали по 5 уплотнений, изготовленных по предлагаемому и известному способам в течение 6ч.
Результаты испытаний приведены в таблице.
25
Способ обработки Износ, мкм
I
Известный Предложенньй
120 60
Как видно из приведенных данных, износостойкость торцо1вых уплотнений, изготовленных по предложенному способу, Bbmie в 2 раза, чем у уплотнений, изготовленных по известному способу.
Формула изобретени:я
1. Способ цолучения торцовых уп лотнений, включающий запрессовку износостойкой вставки в порошковую основу и последующее спекание, о т- личающийся тем, что, с целью повьш1ения износостойкости уплот- нершй, перед запрессовкой вставки . поверхность контакта основы со вставкой обрабатывают лучом лазера в режиме спекания, а перед спеканием на торцовую поверхность вставки наносят Порошковую свйзку.
2. Способ по n.f, о тлича ю- щ и и с я тем, что при обработке поверхности контакта в зону обработки: подают порошок основы. .
Т лазерной offpaffo/Tr/fif л, oc//ffS6/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения торцовых уплотнений | 1986 |
|
SU1475774A1 |
| ШАРОВОЙ ЗАТВОР ИЗ КЕРМЕТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2525965C2 |
| МОДУЛЬНОЕ БУРОВОЕ ДОЛОТО С НЕПОДВИЖНЫМИ РЕЖУЩИМИ ЭЛЕМЕНТАМИ, КОРПУС ДАННОГО МОДУЛЬНОГО БУРОВОГО ДОЛОТА И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2432445C2 |
| БУРОВОЕ ДОЛОТО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2376442C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИИ МЕТОДОМ ПОСЛОЙНОГО ЛАЗЕРНОГО СИНТЕЗА | 2010 |
|
RU2443506C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОЙ КЕРАМИКИ АДДИТИВНОЙ ТЕХНОЛОГИЕЙ ДЛЯ ИЗДЕЛИЙ СЛОЖНОЙ ГЕОМЕТРИИ | 2023 |
|
RU2814669C1 |
| Твердый сплав с уменьшенным содержанием карбида вольфрама для изготовления режущего инструмента и способ его получения | 2023 |
|
RU2802601C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ ИЛИ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ ИЗ КОМПОЗИТА НА ОСНОВЕ КАРБИДА | 2005 |
|
RU2319580C2 |
| БУРОВОЕ ДОЛОТО ДЛЯ РОТОРНОГО БУРЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ БУРОВОГО ДОЛОТА С КОРПУСОМ ИЗ КОМПОЗИТА ИЗ СВЯЗУЮЩЕГО МАТЕРИАЛА С ДРУГИМИ ЧАСТИЦАМИ | 2006 |
|
RU2429104C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОГО КЕРАМИЧЕСКОГО МАТЕРИАЛА НА ОСНОВЕ КАРБИДА КРЕМНИЯ ДЛЯ ИЗДЕЛИЙ СЛОЖНОЙ ГЕОМЕТРИИ | 2020 |
|
RU2739774C1 |
Изобретение относится к области порошковой металлургии и может быть использовано при получении торцовых уплотнений для центробежных насосов. Цель изобретения - повышение износостойкости уплотнений. Изобретение осуществляют следующим образом. Изготавливают заготовку основы из порошка состава: 70% порошка марки ПЖ и 30% порошка марки ПЗ 30 прессованием при давлении 7,5 т/см2, спекают при 1280°С в течение 2 ч. Поверхность контакта основы с запрессовкой обрабатывают лучом лазера непрерывного действия ЛГН-702 "Кардамон" в режиме спекания, при этом в зону обработки дополнительно подают порошковый материал состава основы. Затем производят запрессовку износостойкой композиции состава: 70% плавленного карбида вольфрама и 30% сплава ВК 6 при давлении 2,7 т/см2, при этом сверху наносят связку-порошок состава: 10% никеля и 90% меди, всю деталь спекают при температуре 1150-1200°С с расплавлением связки износостойкой композиции. Полученное уплотнение обрабатывают шлифованием до заданного размера. 1 з.п.ф-лы, 2 ил. 1 табл.
Фиг.1
I Pf 7 Т плавления cSji3fftr
/
:.1 J.-iT-l . .I . I- о ... .
.
. в «..
///////// /
Ц)и г.г
| Торцовое контактное уплотнение | 1972 |
|
SU754148A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Патент США № 4280841, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
