(ригЛ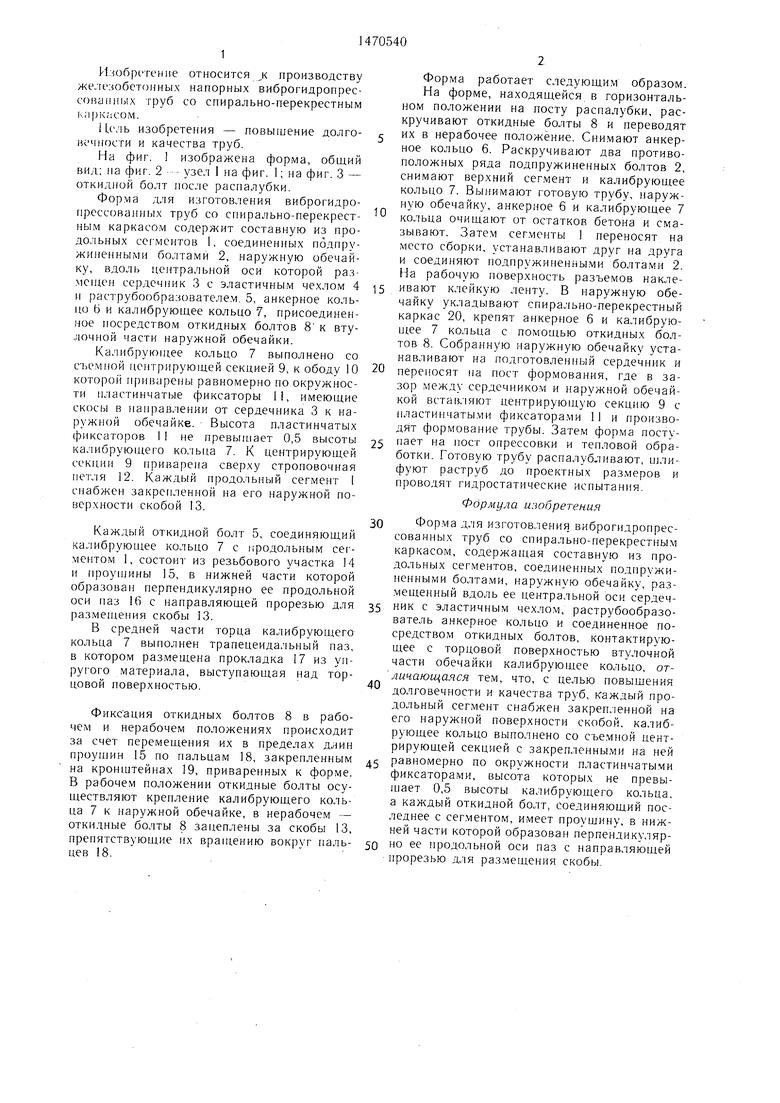
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1985 |
|
SU1346435A1 |
| Форма для изготовления виброгидропрессованных труб | 1990 |
|
SU1770126A1 |
| Форма для изготовления гидропрессованных напорных труб из бетонных смесей | 1986 |
|
SU1329985A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |
| Двухклетевой блок редукционного стана | 1981 |
|
SU997865A1 |
| ТВЕРДОМЕР | 2016 |
|
RU2614336C1 |
| Протектор для защиты силового кабеля в скважине (варианты) | 2015 |
|
RU2614178C1 |
| Рабочая клеть прокатного стана | 1990 |
|
SU1776209A3 |
| Калибрующее кольцо формы для изготовления напорных виброгидропрессованных труб из бетонных смесей | 1984 |
|
SU1188004A1 |
| Устройство для нанесения покрытия на полосу | 1980 |
|
SU945228A1 |
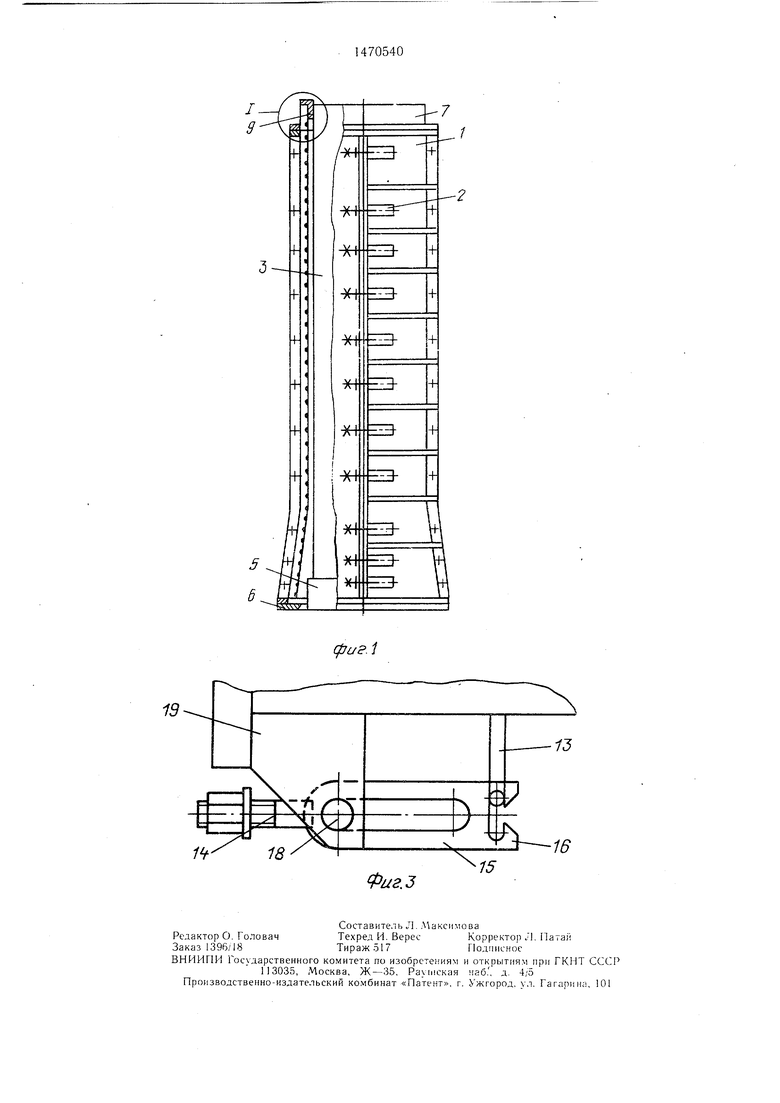
Изобретение относится к производству железобетонных напорных виброгидропрессованных труб со спиральноперекрестным каркасом и обеспечивает повышение долговечности и качества труб. Это достигается тем, что форма содержит составную из продольных сегментов, соединенных подпружиненными болтами наружную обечайку вдоль продольной оси которой размещен сердечник 3 с эластичным чехлом 4 и раструбообразователем, анкерное и калибрующее 6 кольца. Каждый продольный сегмент снабжен закрепленным на его наружной поверхности скобой 13. Калибрующее кольцо соединено с сегментами откидными болтами 8 и выполнено со съемной центрирующей секцией с закрепленными на ней равномерно по окружности пластинчатыми фиксаторами 11, высота которых не превышает 0,5 высоты калибрующего кольца 7. Каждый откидной болт 8 имеет проушину, в нижней части которой образован перепендикулярно ее продольной оси паз с направляющей прорезью для размещения скобы 13. 3 ил.
1416
Фа г. 5
| Чече А | |||
| А | |||
| Железобетонные напорные трубы.- .Мисск: Наука и техника, 1981, с.227 -230. |
