. 13
Изобретение относится к производству изделий для сборного бетона и железобетона.
Цель изобретения - улучшение ка- чества формуемых изделий за счет повышения точности геометрических размеров их раструбных частей.
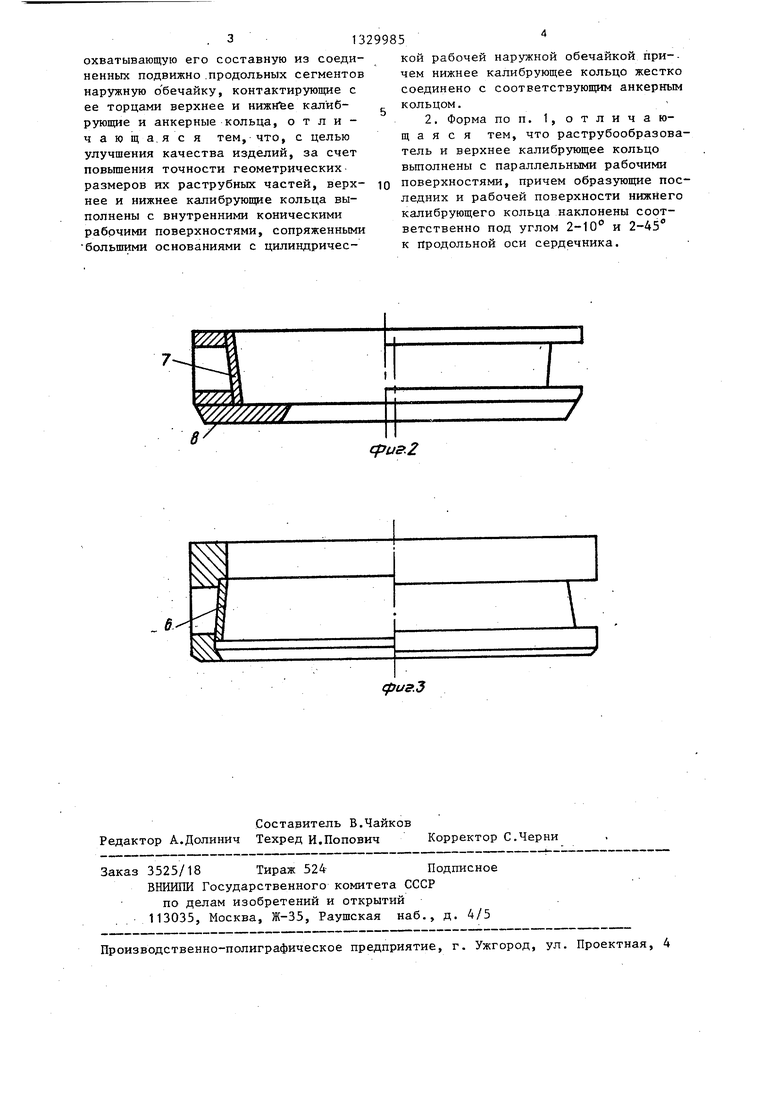
На фиг. 1 схематично изображена форма для изготовления гидропрессова ньгх напорных труб, общий вид, разрез на фиг. 2 - нижнее калибрующее кольцо, жестко соединенное анкерным кольцом; на фиг. 3 - верхнее анкерное кольцо. .
Форма содержит установленньй на поддоне 1 сердечник 2 с эластичным чехлом 3 и раструбообразователем 4, шероховатость рабочей поверхности которого Кд 0,05-0,01 мм, и схваты- вающую сердечник 2 составную из соединенных подвижно продольных сеге- ментов 5 наружную обечайкуj, торцы ко
Дри применении спиральной и проторой контактируют с верхним 6 и нижним 7 калибрующими кольцами, внутрен- 25 дольной арматуры угол наклона рабо- ние рабочие поверхности которых вы- чей поверхности кольца 7 составляет полнены коническими и сопряжены боль- 2-10 для труб малого и большого диашими основаниями с цилиндрической рабочей поверхностью наружной обечайки
Нижнее калибрующее кольцо 7 выполнено неразъемным и жестко соединено с нижним анкерным кольцом 8, высота которого равна высоте раструбооб- разователя 4, а между верхним калибрующим кольцом 6 и сердечником 2 установлено уплотнительное кольца 9, закрывающее проем в анкерном кольце 10 для прохода бетонной смеси.
Раструбообразователь 4 и верхнее калибрующее кольцо 6 выполнены с па- реллельными рабочими поверхностями, причем образующие последних и рабочей поверхности нижнего калибрующего кольца 7 наклонены соответственно под углом 2-10° И 2-45 к продольной оси сердечника 2.
Форма работает следующим образом.
Собранную наружную обечайку укомплектовывают, например спирально- перекрестным каркасом, нижним неразъемным калибрующим кольцом 7 и верхним калибрующим кольцом 6. Далее наружную обечайку одевают на сердечник 2, снабженньй нераздвижным раструбо- обр азователем 4.
После заполнения полости между наружной обечайкой и сердечником 2 бетонной смесью под эластичный чехол 3 сердечника 2 нагнетают под давлением воду, в результате чего эластичный чехол 2 расширяется, прессуя бетон в радиальном направлении и напрягая арматуру спирально-перекрестного каркаса. В момент прессования наружная обечайка раздвигается, позволяя арматуре спирально-перекрестного каркаса расположиться по кольцу большого диаметра.
В зоне нижнего неразъемного калибрующего кольца 7 бетон уплотняется Б замкнутом пространстве, благодаря чему внутренний диаметр раструба трубы получается стандартного размера. Для предотвращения кинематического перемещения спирального пер ег- крестного каркаса по длине трубы и скалывающих напряжений в раструбной части изделия, рабочая поверхность нижнего калибрующего кольца 7 наклонена под углом 2-45 к продольной оси сердечника 2.
Дри применении спиральной и продольной арматуры угол наклона рабо- чей поверхности кольца 7 составляет 2-10 для труб малого и большого диа0
5
0
,5
0
5
метра. Для спирально-перекрестного каркаса, у которого в торцовой части трубы возникают скалывающие напряжения, превышаюш 1е прочность бетона на осевое растяжение, угол наклона рабочей поверхности кольца 7 меняется в зависимости от шага арматуры, диаметра трубы и др. до 45. Длина нижнего неразъемного калибрующего кольца 7 так же, как и нераздвижного растру- бообразователя 4 равна длине калиброванной части стандартной трубы.
Для облегчения распалубки труб рабочая поверхность раздвижного растру- бообразователя 4 имеет шероховатость Rс. 0,05-0,01 мм и наклонена к продольной оси сердечника 2 под углом 2-10 , который зависит от диаметра изготавливаемь1х труб.
Конусность внутренней поверхности верхнего калибрующего кольца 6 должна строго соответствовать конусности внутренней поверхности раструбообра- зователя 4.
Формула изобретения
1. Форма для изготовления гидропрессованных напорных труб из бетонных смесей, содержащая установленный на поддоне сердечник с эластичным чехлом и раструбообразователем
охватывающую его составную из соединенных подвижно .продольных сегментов наружную о бечайку, контактирующие с ее торцами верхнее и нижнее калибрующие и анкерные кольца, о т л и - чающа.яся тем, что, с целью улучшения качества изделий, за счет повьппения точности геометрических размеров их раструбных частей, верхнее и нижнее калибрующие кольца выполнены с внутренними коническими рабочими поверхностями, сопряженными большими основаниями с цилиндричес
кой рабочей наружной обечайкой при-- чем нижнее калибрующее кольцо жестко соединено с соответствующим анкерным кольцом.
2. Форма по п. 1, отличающаяся тем, что раструбообразова- тель и верхнее калибрующее кольцо вьшолнены с параллельными рабочими поверхностями, причем образующие последних и рабочей поверхности нижнего калибрующего кольца наклонены соответственно под углом 2-10 и 2-45 к продольной оси сердечника.
cfJuB.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления виброгидропрессованных труб | 1990 |
|
SU1770126A1 |
| Форма для изготовления гидропрессованных напорных труб из бетонных смесей | 1976 |
|
SU703333A1 |
| Устройство для изготовления виброгидропрессованных труб | 1980 |
|
SU903124A1 |
| Способ распалубки виброгидропрессованных труб из бетонных смесей | 1989 |
|
SU1673465A1 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1988 |
|
SU1653984A1 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1985 |
|
SU1346435A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1982 |
|
SU1305044A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1986 |
|
SU1451026A1 |
| Форма для изготовления напорных виброгидропрессованных раструбных железобетонных труб | 1976 |
|
SU559602A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |
Изобретение относится к области производства изделий из сборного бетона и железобетона и обеспечивает улучшение качества формуемых изделий за счет повышения точности геометрических размеров их раструбньк частей, для чего верхние 6 и нижние 7 калибрующие кольца выполнены с внутренними коническими рабочими поверхностями у сопряженными большими основаниями с цилиндрической рабочей поверхностью наружной обечайки,-причем нижнее калибрующее кольцо 7 жестко соединено с анкерным кольцом 8. Кроме того, раст- рубообразователь 4 и верхнее калибрующее кольцо 6 выполнены с параллельными рабочими поверхностями, а образующие последних и рабочей поверхности нижнего калибрующего кольца 7 наклонены соответственно под углом 2-10° и 2-45°. 1 з.п.ф-лы, 3 ил. (Л
6
Составитель В.Чайков Редактор А.Долинич Техред И.Попович Корректор С.Черни
Заказ 3525/18 Тираж 524Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ffjus.j
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ НАПОРНЫХ ЖЕЛЕЗОБЕТОННЫХТРУБ | 0 |
|
SU330968A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Форма для изготовления гидропрессованных напорных труб из бетонных смесей | 1976 |
|
SU703333A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
