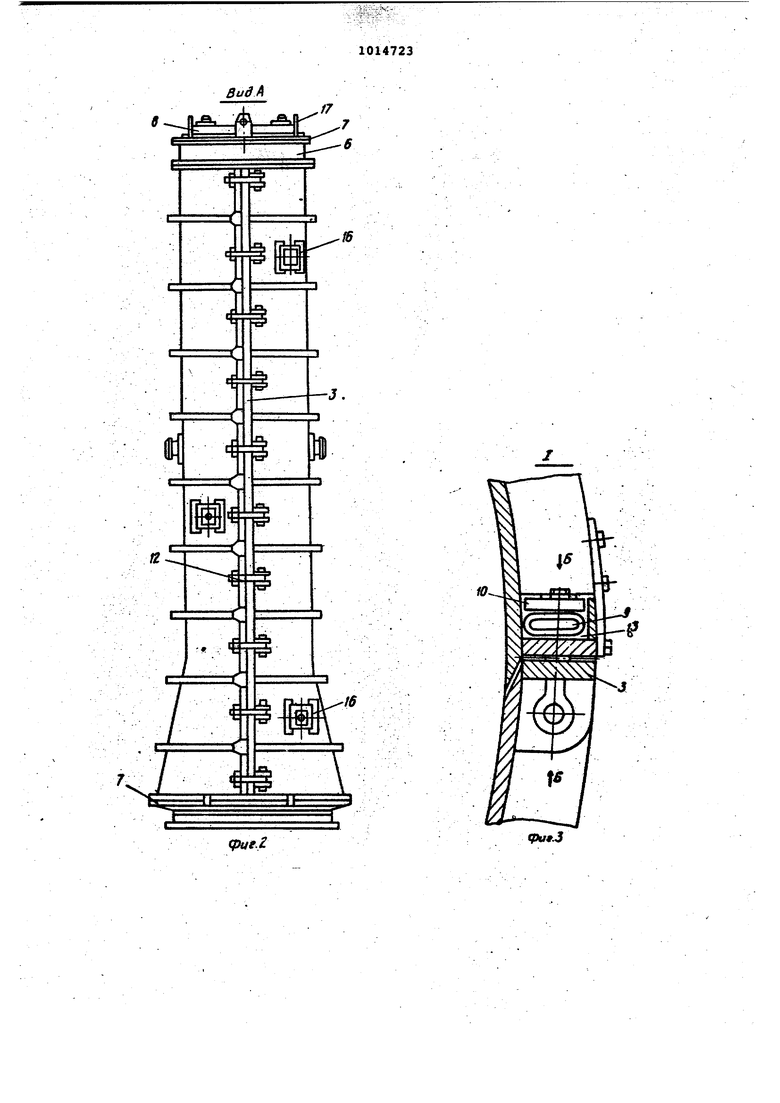
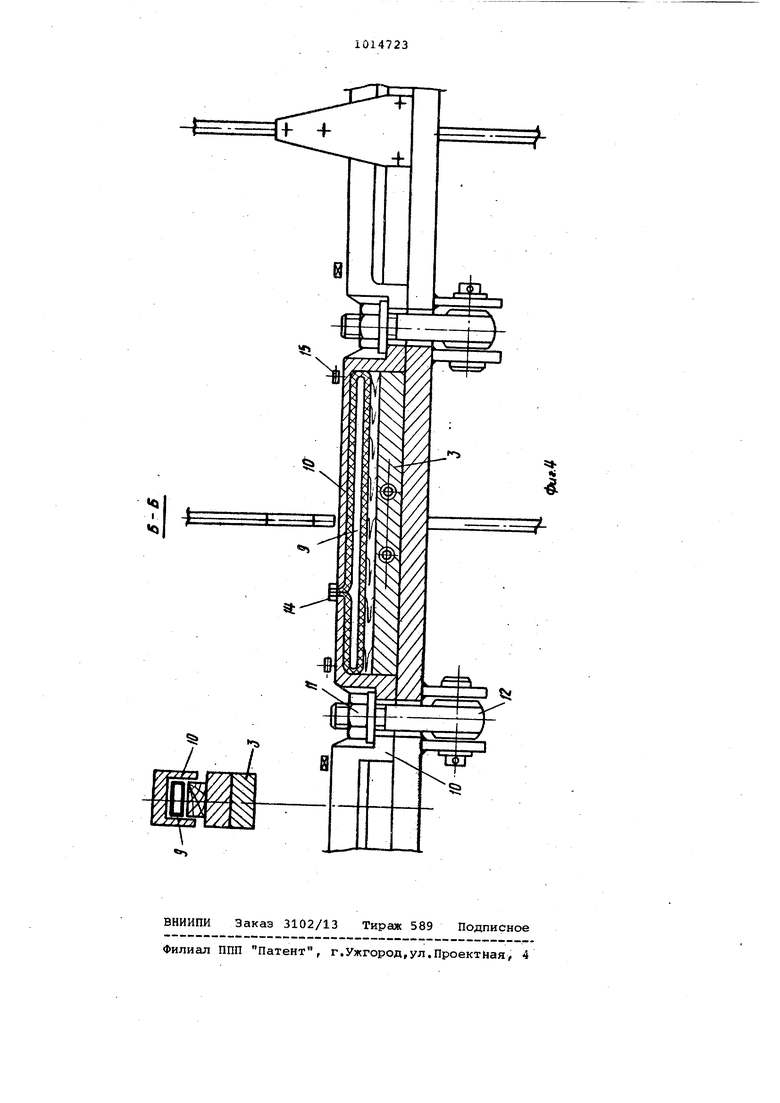
Изобретение относится к оборудованию для изготовления виброгидро;прессованных труб. Известна форма для изготовления ;виброгидропрессованных труб, содер жащая наружную опалубКу, размещенны в ее йолости сердечникс эластичным чехлом, анкерное и уплотнительные кольца l J. Наиболее близким к предлагаемой является форма, содержащая сердечни с эластичным чехлом, охватывающую его составную из отдельных контакти рующих друг с другом продольными фланцами секций наружную опалубку, калибруклцее, анкерное и уплотнитель ные кольца С2 . Недостатки известных форм заключаются в низком качестве формуемых изделий и большой трудоемкости изготовления. Цель изобретения - уменьшение трудоемкости изготовления и повышение качества формуемых изделий. Указанная цель достигается Тем, что форма для изготовления виброгид ропрессованных трубчатых изделий, содержащая сердечник с эластичным чехлом, охватывакнцую его составную отдельных контактирующих друг с дру гом продольными фланцами секций наружную опалубку с откидными болтами калибрующее, анкерное и уплотнитель ные кольца, снабжена стяжными прис,пособлениями в виде -пневмокамер с подвижными упорами, а один из продольных фланцев каждой секции наруж ной опалубки выполнен с углублением причем гайки откидных болтов оперты на подвижные упоры, а пневмокамеры размещены в углублениях продольных фланцев. На фиг. 1 показана форма, попере ный разрез; на фиг. 2 - вид по стре ке А на фиг 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3. Форма для изготовления напорных виброгидропрессованных раструбных желеэобетоннь х труб содержит металлический сердечник 1, на который на дет эластичный чехол 2, составную и отдельных контактирующих друг с дру гом продольными фландс1ми 3 секций 4 и 5 наружную опалубку, калибрующее б, анкерное 7 и уплатнительные 8 кольца. Кроме того, форма снабжена стяжными приспособлениями в виде пневмокамер 9 с подвижными упорами 10, на которые оперты гайки 11 откидных болтов 12. Один из продол ьных фланцев 3 каждой секции 4 и 5 выполнен с углублением 13, в котором размещены пневмокамеры 9..,.Подвижные упоры 10 выполнены с отверстиями, через которые пропускаются штуцера 14 и удерживаются от перемещения фик.саторами 15. На наружной опалубке смонтированы нависные вибраторы 16 в верхней части вертикально установленной формы смонтирована крестовина 17. Форма работает следующим образом. Простаранство между сердечником .1 с надетым на него эластичным чехлом 2 и наружной упругорасширяющейся опалубкой, оснащенное арматурным карKaicoM, Заполняют бетонной смесью и уплотняют, например, с помощью вибраторов 16, навешенных на наружную опалубку. После заполнения формы бетонной смесью до заданного уровня по высоте на втулочный конец формы устанавливают и закрепляют крестовину 17. Затем, как обычно при изготовлейии труб гидропрессованием, под эластичным чехлом 2 с заданным режимом по времени и давлению подают воду, которая, расширяя его, производит прессование бетонной смеси и удлинение арматуры спирального каркаса. Напряжение арматуры осуществляется в результате упругого расширения наружной опалубки, которое осу;ществляется под действием расширяющегося эластичного чехла 2, связанного с,регулятором давления воды (не показано). Упругое расширение наружной опалубки обеспечивается за счет пневмокамер 9, опирающихся на продольные фланцы 3 посредством упоров 10, которые через откидные болты 12 соединены с противоположной полуформой. При этом упрры 10 втапливаются вовнутрь и уменьшают объем пневмокгилер 9 до расчетного давления, которое определяется заранее и зависит от диаметра изготавливаемых труб. Использование предлагаемой формы для изготовления виброгидропрессованных трубчатых изделий позволит снизить трудоемкость изготовления и повысить качество формуемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления виброгидропрессованных труб | 1990 |
|
SU1770126A1 |
| Форма для изготовления из бетонных смесей напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU963866A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1990 |
|
SU1747281A1 |
| Форма для изготовления гидропрессованных труб из бетонных смесей | 1984 |
|
SU1294628A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1982 |
|
SU1305044A1 |
| Форма для изготовления виброгидропрессованных железобетонных труб | 1977 |
|
SU663591A1 |
| Форма для изготовления виброгидропрессованных труб | 1979 |
|
SU787176A1 |
| Форма для изготовления виброгидропрессованных труб со спирально-перекрестным каркасом | 1987 |
|
SU1470540A1 |
| Устройство для изготовления виброгидропрессованных труб | 1980 |
|
SU903124A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1986 |
|
SU1451026A1 |
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВИБРОГИДРОПРЕССОВАННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ, содержащая сердечник с эластичным чехлом, охватывающую его составную из отдельных контактирующих друг с другом продольными фланцами секций наружную опалубку с откидными болтами, калибрующее, анкерное и уплотнительные кольца, отличающаяся тем, что, с целью уменьшения трудоемкости изготовления и повышения качества формуемых изделий, она снабжена стяжными приспо-. соблениями в виде пневмокамер с подвижными упорами, а один из продольных фланцев каждой секции наружной опалубки выполнен с углублением причем гайки откидных болтов оперты на подвижные упоры, а пневмокамеры . размещены в углублениях продольных Фланцев. 4 ю оо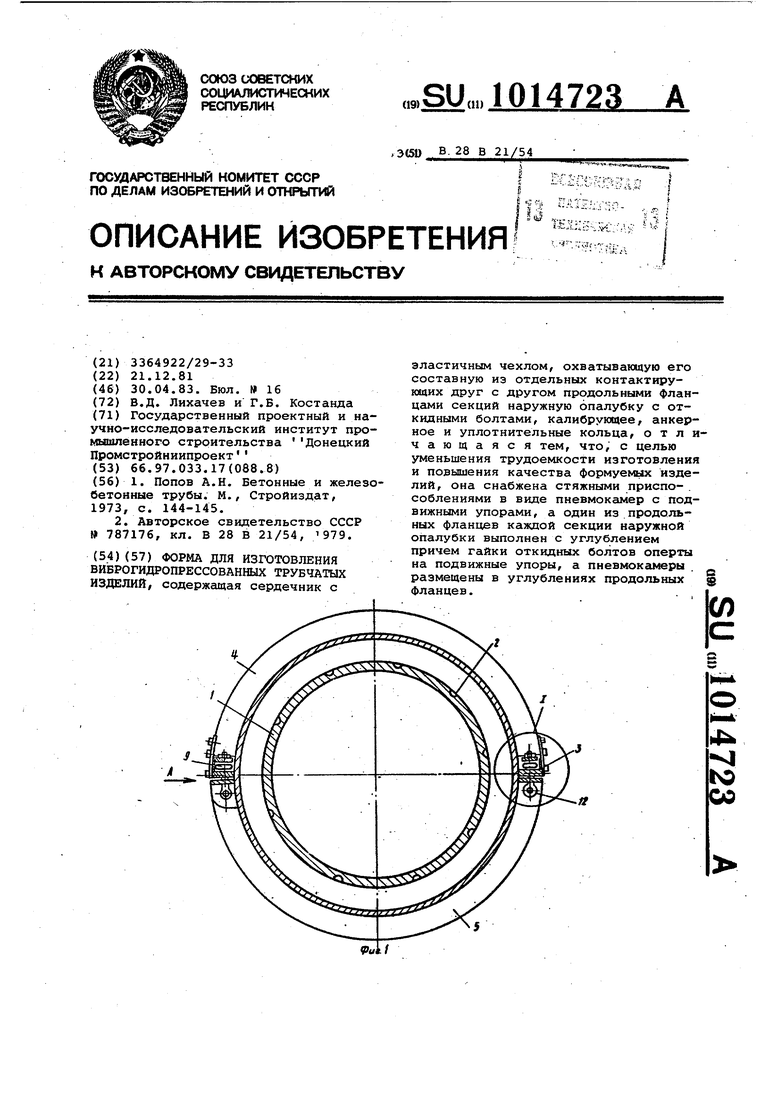
гг
I
/6
4
лЕ
-п 1
Г
.3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Попов А.Н | |||
| Бетонные и железобетонные трубы | |||
| М., Стройиздат, 1973, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Форма для изготовления виброгидропрессованных труб | 1979 |
|
SU787176A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
