(/
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1990 |
|
SU1747281A1 |
| Форма для изготовления гидропрессованных напорных труб из бетонных смесей | 1976 |
|
SU703333A1 |
| Форма для изготовления виброгидропрессованных труб со спирально-перекрестным каркасом | 1987 |
|
SU1470540A1 |
| Форма для изготовления напорных виброгидропрессованных раструбных железобетонных труб | 1976 |
|
SU559602A1 |
| Способ распалубки армированных виброгидропрессованных раструбных труб из бетонных смесей | 1987 |
|
SU1577976A1 |
| Установка для приготовления асбестоцементной суспензии | 1974 |
|
SU559601A1 |
| Способ распалубки виброгидропрессованных труб из бетонных смесей | 1989 |
|
SU1673465A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ НАПОРНЫХ ВИБРОГИДРОПРЕССОВАННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБ | 1971 |
|
SU313693A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1982 |
|
SU1305044A1 |


Использование: производство железобетонных напорных виброгидропрессован- ных труб. Сущность изобретения: устройство содержит составленную из продольных соединенных подпружиненными болтами секций наружную обечайку. Внутренняя поверхность втулочной части обечайки выполнена с конической фаской, угол наклона образующей последней не превышает величину удвоенного угла трения стали о бетон. Вдоль центральной оси обечайки размещен сердечник с эластичным чехлом и раструбообразова влем. Форма имеет анкерное кольцо и контактирующее с торцевой поверхностью втулочной части обечайки калибрующее кольцо с кольцевым пазом. Диаметр кольцевого паза калибрующего кольца соответствует диаметру внутренней поверхности обечайки в крайнем рабочем положении. Высота паза 0,25-0,40 высоты формующей части калибрующего кольца. 4 ил.
Изобретение относится к оборудованию для производства виброгидропрессо- ванных труб, как со спирально-продольным, так и со спирально-перекрестным армированием.
Известна форма для изготовления виб- рогидропрессованных труб, содержащая составленную из продольных соединенных подпружиненными болтами секций наружную обечайку, размещенный вдоль ее центральной оси сердечник с эластичным чехлом и раструбообразователем. анкерное кольцо и контактирующее с торцевой поверхностью втулочной части обечайки калибрующее кольцо с кольцевым пазом (1).
Недостатком известной формы является передача значительных растягивающих усилий на втулочную часть трубы, что приводит к образованию трещин.
Цель изобретения - повышение качества труб за счет устранения трещин,
Указанная цель достигается тем, что в форме для изготовления виброгидропрессо- ванных труб, содержащей составленную из продольных соединенных подпружиненными болтами секций наружную обечайку, раз- мещенный вдоль ее центральной оси сердечник с эластичным чехлом и раструбообразователем, анкерное кольцо и контактирующее с торцевой поверхностью втулочной части обечайки калибрующее кольцо с кольцевым пазом, внутренняя поверхность втулочной части обечайки выполнена с конической фаской, угол наклона образующей последней не превышает величину удвоенного угла трения стали о бетон, причем диаметр кольцевого паза калибрующего кольца соответствует диа Ч
О
ю
ON
метру внутренней поверхности обечайки в крайнем рабочем положении, а высота паза равна 0,25-0,40 высоты формующей части калибрующего кольца,
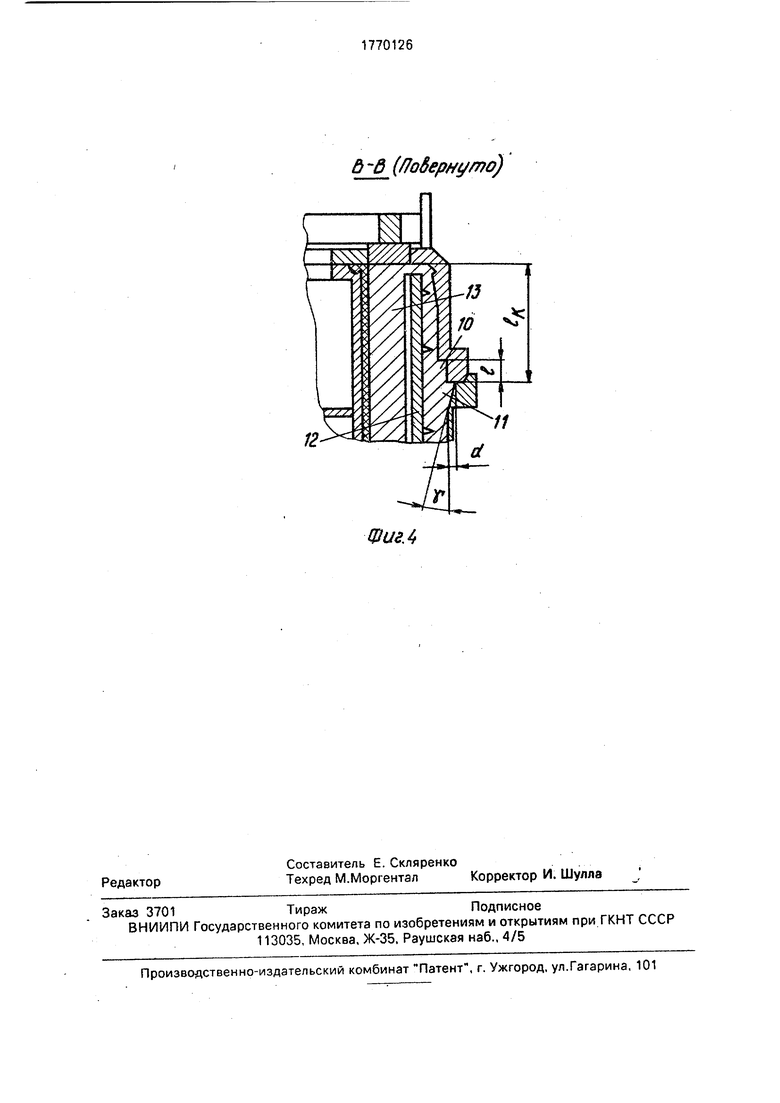
Сущность технического решения поясняется чертежами: фиг.1 - общий вид формы; фиг.2 - поперечный разрез формы; фиг.З - продольный разрез формы; фиг.4 - продольный разрез втулочной части формы.
Форма для изготовления виброгидроп- рессованных труб содержит металлический сердечник с резиновым чехлом на поверхности 1, секции наружной опалубки 2 с продольными бортами 3, скрепляемые пружинными болтами 4, совмещенное с верхним анкерным (торцевым) кольцом калибрующее кольцо 5, нижнее анкерное (торцевое) кольцо 6, уплотнительное кольцо с крестовиной 7, верхние откидные болты 8, нижние откидные болты 9, цилиндрическая выточка 10 в калибрующем кольце 5, коническая выточка в наружной опалубке 11, примыкающая к калибрующему кольцу 5, спирально-перекрестный каркас формуемой трубы 12, отформованная и определен- ная труба 13 в форме, включающей металлический сердечник с резиновым чехлом 1 и наружную опалубку, состоящую из секций 2,
Форма работает следующим образом,
В наружную опалубку, составленную из секций 2, скрепленных пружинными болтами 4, установленными на продольных бортах 3, вводят спирально-перекрестный каркас 12, прикрепляют нижними откидными болтами 9 нижнее анкерное (торцевое) кольцо 6 к раструбному торцу наружной опалубки, состоящей из секций 2, и ко втулочному торцу наружной опалубки прикреп- ляют верхними откидными болтами 8 калибрующее кольцо 5. После этого наружную опалубку переводят в вертикальное положение, надевают ее на вертикально установленный сердечник с эластичным чехлом 1 и укладывают бетонную смесь с вибрацией в кольцевое пространство между сердечником 1 и секциями 2 наружной фор- мы. Затем закрепляют на форме уплотнительное кольцо С крестовиной 7 и путем подачи воды под давлением между металлическим сердечником и резиновым чехлом осуществляют гидропрессование трубы, в результате которого арматура получает требуемое напряжение. После соответствующей выдержки под давлением при необходимой температуре трубу вместе с наружной опалубкой направляют на пост распалубки. На посту распалубки1 сначала снимают верхние откиднГые болты 8 и нижние откидные болты 9, затем снимают с
втулочной части трубы совмещенное с верхним анкерным (торцевым) кольцом калибрующее кольцо 5.
После этого снимают пружинные болты
на двух диаметрально противоположных разъемах, снимают верхнюю полуформу и освободившуюся от опалубки трубу захватывают крюком и транспортируют на склад для выдержки, а оттуда - на гидравлические
0 испытания.
Предложенная совокупность конструктивных признаков формы позволяет изготавливать трубы с увеличенной толщиной стенки, сохраняя и при этом конструкцию
5 стыкового соединения (т.е, без изменения конструкции раструбообразователя внутренней формы).
Как известно, калибрующее кольцо не раздвигается при опрессовке трубы, в то
0 время как примыкающая к нему наружная опалубка раздвигается.
Соотношение высоты паза к высоте формующей части.равное 0,25-0,40 обеспе- чивает условие нормальной стыковки труб с
5 увеличенной толщиной стенки в трубопроводе.
Выполнение втулочной части обечайки с конической фаской, угол наклона образующей которой не превышает величину удво0 енного угла трения стали о бетон способствует устранению силового воздей- ствия наружной опалубки на втулочную часть трубы при распалубке.
Со отвётствие диаметра кольцевого па5 за калибрующего кольца диаметра внутренней поверхности обечайки в крайнем рабочем положении исключает возможность образования упора на втулочной части трубы для приложения усилия со стороны
0 торца наружной опалубки при проведении распалубки трубы, что в свою очередь, устраняет возможность образования кольцевых трещин во втулочной части трубы. При этом учитывается возможность неточного
5 сопряжения раздвигающейся и нераздвигающейся частей формы.
Формула изобретения Форма для изготовления виброгидроп- рессованных труб, содержащая составлен0 ную из соединенных подпружиненными болтами продольных секций наружную обечайку, размещенный вдоль ее центральной оси сердечник с эластичным чехлом и рас- трубообразоеателем, анкерное кольцо и
5 контактирующее с торцевой поверхностью втулочной части обечайки калибрующее кольцо с кольцевым пазом, отличающаяся тем, что, с целью повышения качества труб за счет устранения трещин, внутренняя поверхность втулочной части
обечайки выполнена с конической фаской, угол наклона образующей последней не превышает величину удвоенного угла трения стали о бетон, причем диаметр кольцевого паза калибрующего кольца 5 кольца,
iJL
«JULj
Ч-Jt
11
соответствует диаметру внутренней поверхности обечайки в крайнем рабочем положении, а высота паза равна 0,25-0,40 высоты формующей части калибрующего
JA
Фиг.1
8
ошбнс/ддои д„д
21
пьош
(flоберну то)
Фиг. 4
| Форма для изготовления виброгидропрессованных труб со спирально-перекрестным каркасом | 1987 |
|
SU1470540A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
