Изобретение относится к области переработки пластмасс, в частьости к литьевым формам для переработки термопластов методом литья под давлением, и может быть использовано в машиностроении для изготовления пластмассовых деталей с наружными поднутрениями.
Цель изобретения - повышение надежности работы литьевой формы и уменьшение габаритов.
Существо изобретения поясняется чертежами на которых:
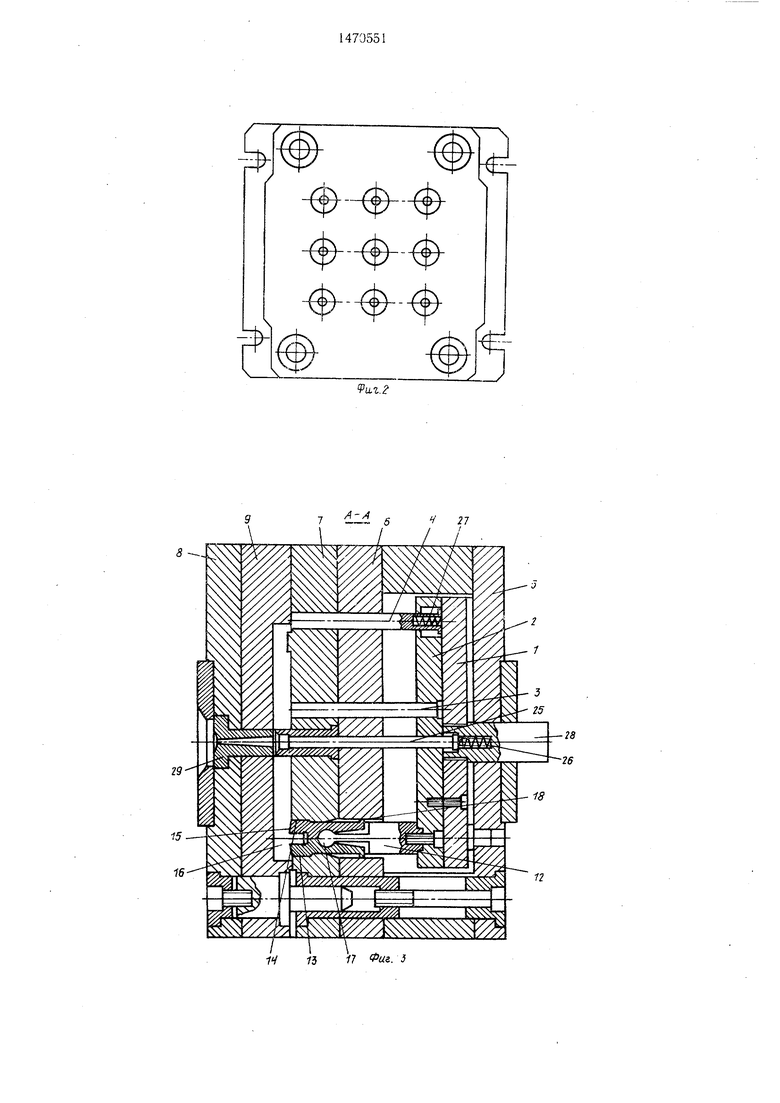
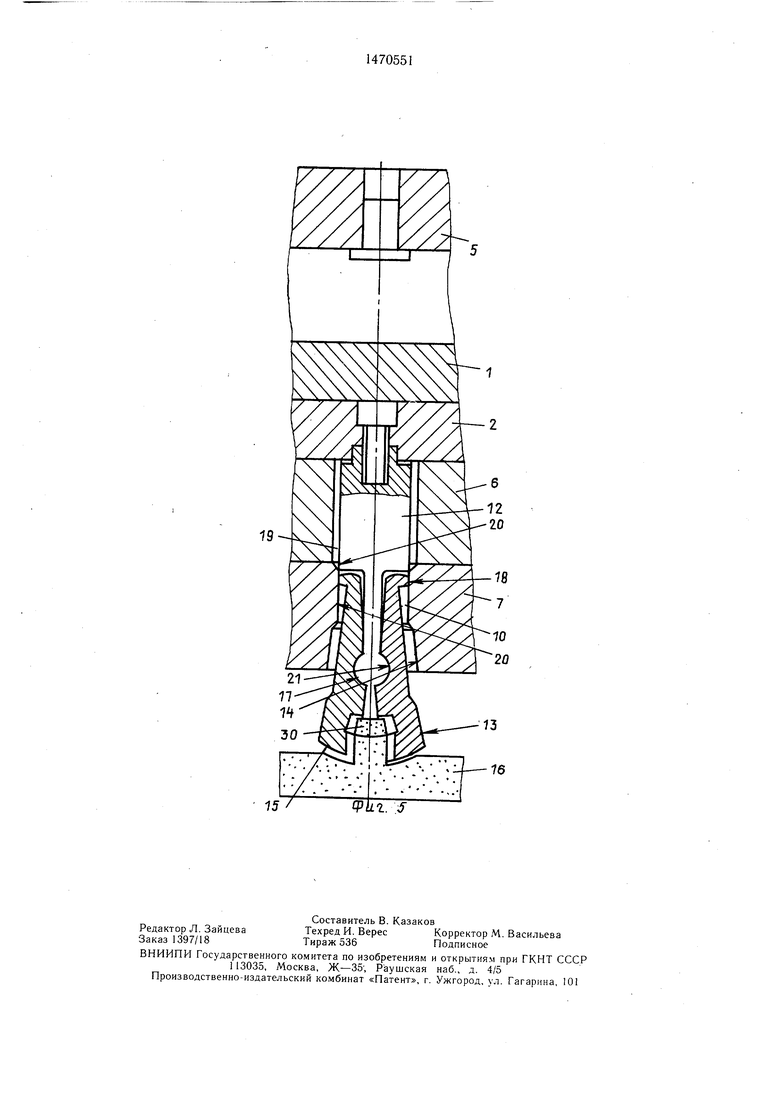
На фиг. 1 показан вид на подвижную часть формы, при рядном положении сегментов; на фиг. 2 - то же, при радиальном расположении сегментов; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - узел сегментов в сомкнутом состоянии формы; на фиг. 5 - то же, в разомкнутом состоянии .
Литьевая форма (фиг. 1-3) содержит
зуется зазор 24, необходимый для движения сегментов по выпуклой поверхности 17.
Опорная штанга 12 одной стороной жест- ко связана с плитой выталкивателей 2, а другой через выпуклые поверхности 17 - с сегментами 11.
Центральный выталкиватель 25 (фиг. 3) и возвратные толкатели 4 подпружинены пружинами 26 и 27. Хвостовик 28 обеспечивает передачу усилий выталкивателя от машины к системе выталкивания формы, а литниковая втулка 29 - подачу расплава к отливке 16 с ее элементами 30, имеющими поднутрения.
Литьевая форма работает следующим 15 образом.
В сомкнутом состоянии формы неподвижная 9 и подвижная 7 матрицы примыкают друг к другу, при этом возвратные толкатели 4 удерживают систему выталкивания в исходном положении, при котором
10
подвижную плиту о крепления, на которой через промежуточную плиту 6 размещена
выталкивающую систему из плиты 1 опор- кулачковые поверхности 18 сегментов 11 на- ной и плиты выталкивателей 2 с выталки- ходятся в отверстии 19 промежуточной пли- вателями 3, возвратными толкателями 4, ты 6, а выпуклые поверхности 17 опорной
штанги 12 через опорные поверхности 21 сегментов 11 прижимают их коническую поподвижная матрица 7, неподвижную плиту 25 верхность 13 к ответной поверхности 14 ,от- 8 крепления, на которой размещена не- верстий 10 подвижной матрицы 7, благода- подвижная матрица 9. В подвижной мат- ря чему сегменты 11 находятся в сомкнутом состоянии, образуя в отливке 16 элемент 30 с поднутрениями.
Компактность узла образования поднутрице 7 (фиг. 4 и 5) выполнены отверстия 10, в которых расположены знаки в виде сегментов 11. Между плитой выталкивателей 2 и сегментами 11 располагается опор- рения, небольшое число деталей и выполная штанга 12, осуществляющая кинематическую связь плиты выталкивателей 2 с сегментами 11.
Сегменты 11 расположены в отверстиях 10 подвижной матрицы 7 и промежуточной плиты 6 и имеют коническую поверхность 13, которая взаимодействует с конической поверхностью 14 отверстия 10 в подвижной матрице 7, а торцовая поверхность 15 сегнение кулачковых поверхностей 21 сегментов 11 и отверстий 10 подвижной матрицы 7 позволяют уменьшить габариты формы, располагать элементы 30 с поднутрениями в, любом месте, где этого требуют функциональные назначения отливки 16. Все это является значительным и существенным преимуществом по сравнению с известными конструкциями формы.
После заливки расплава и его охлажментов 11, примыкающая к отливке 16, вы- 40 дения начинается раскрытие формы, при
полнена сферической с радиусом, большим расстояния от центра выпуклых поверхностей 17 штанги 12 до торца 15. Кроме того, у сегментов 11 со стороны противоположной
этом отливка 16 извлекается из неподвижной матрицы 9 бл.агодаря тому, что сегменты 11, образующие элементы 30 с поднутрениями, замкнуты и удерживают отповерхности 13 выполнена кулачковая по- , ливку на подвижной матрице 7.
В конце хода раскрытия хвостовик 28 перемещает плиту выталкивателей 6, при этом опорная щтанга 12 перемещается вперед и в свою очередь выпуклыми поверхностями 17 перемещают стержни вперед, вы11 имеют опорные вогнутые поверхности 21, 50 нимая отливку 6 из подвижной матрицы 7. которыми они охватывают выпуклые поверх- На заданно м расстоянии кулачковые по- ности 17 штанги 12, причем опорная вог- верхности 18 взаимодействуют с кулачковыми поверхностями 20 отверстия 10 подвижной матрицы 7. При этом сегменты 11 совершают поворот по радиусу с центром, совпадающим с центром выпуклых поверхностей 17 штанги 12. Поскольку торцы 15 сегментов 11 выполнены по радиусу- больверхность 18, которая располагается в отверстии 19 промежуточной плиты 6 и -может взаимодействовать с кулачковой поверхностью 20 отверстия 10 подвижной матрицы 7, а в средней своей части сегменты
нутая поверхность 21 и соответствующая выпуклая поверхность 17 могут иметь как сферическую, так и цилиндрическую форму. Опорные вогнутые поверхности 21 сегмен- i;oB 11 соединяются с торцом 22 наклонными поверхностями 23, благодаря чему образуется зазор 24, необходимый для движения сегментов по выпуклой поверхности 17.
Опорная штанга 12 одной стороной жест- ко связана с плитой выталкивателей 2, а другой через выпуклые поверхности 17 - с сегментами 11.
Центральный выталкиватель 25 (фиг. 3) и возвратные толкатели 4 подпружинены пружинами 26 и 27. Хвостовик 28 обеспечивает передачу усилий выталкивателя от машины к системе выталкивания формы, а литниковая втулка 29 - подачу расплава к отливке 16 с ее элементами 30, имеющими поднутрения.
Литьевая форма работает следующим образом.
В сомкнутом состоянии формы неподвижная 9 и подвижная 7 матрицы примыкают друг к другу, при этом возвратные толкатели 4 удерживают систему выталкивания в исходном положении, при котором
рения, небольшое число деталей и выполнение кулачковых поверхностей 21 сегментов 11 и отверстий 10 подвижной матрицы 7 позволяют уменьшить габариты формы, располагать элементы 30 с поднутрениями в, любом месте, где этого требуют функциональные назначения отливки 16. Все это является значительным и существенным преимуществом по сравнению с известными конструкциями формы.
После заливки расплава и его охлаждения начинается раскрытие формы, при
дения начинается раскрытие формы, при
этом отливка 16 извлекается из неподвижной матрицы 9 бл.агодаря тому, что сегменты 11, образующие элементы 30 с поднутрениями, замкнуты и удерживают отшему, чем расстояние от центра выпуклых поверхностей 17 штанги 12 до торца 15, то отливка 16 не мешает раскрытию сегментов 11.
Сегменты 11 раскрываются и освобождают элементы 30, а отливка 16 толкателями 4, находящимися под действием сжатых пружин 27, «отстреливает отливку из открытых сегментов 11.
Формула изобретения Литьевая форма для изготовления деталей с поднутрениями, содержащая выталкивающую систему, подвижную и неподвижную плиты крепления с размещенными в них матрицами и знаки в виде сегментов, размещенные с возможностью поворота и осевого перемещения на опорной щтанге, соединенной с выталкивающей системой, отличающееся тем, что, с целью повышения надежности и уменьшения габаритов, средние части сегментов выполнены с вогнутой опорной поверхностью, а штанга - с ответными выпуклыми поверхностями, при этом на противоположных концах сегментов выполнены кулачковые поверхности, а на подвижной плите - ответные кулачковые поверхности.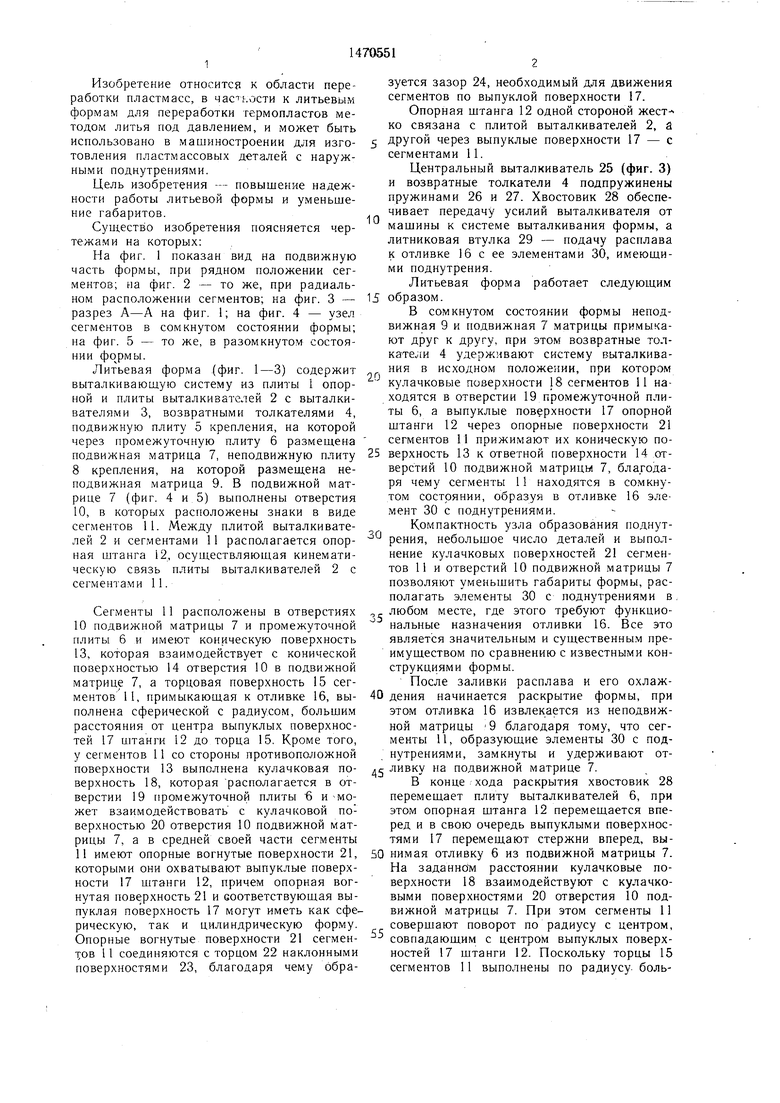

| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1987 |
|
SU1463498A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления коробчатых изделий с буртиком, имеющим поднутрение | 1989 |
|
SU1691113A1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1981 |
|
SU1028514A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| Литьевая форма | 1982 |
|
SU1151476A1 |
| ЛИТЬЕВАЯ ФОРМА | 1992 |
|
RU2060887C1 |
| ЛИТЬЕВАЯ ФОРМА | 1992 |
|
RU2097185C1 |
Изобретение относится к области переработки пластмасс ,в частности к литьевым формам для переработки термопластов методом литья под давлением, и может быть использовано в машиностроении для изготовления пластмассовых деталей с наружными поднутрениями. Цель - повышение надежности работы литьевой формы и уменьшение габаритов. Для этого средние части сегментов 11 выполнены с вогнутой опорной поверхностью 21, а на штанге 12 имеются ответные выпуклые поверхности 17. При этом на противоположных концах сегментов 11 выполнены кулачковые поверхности 18, а на подвижной плите 7 - ответные кулачковые поверхности 20. 5 ил.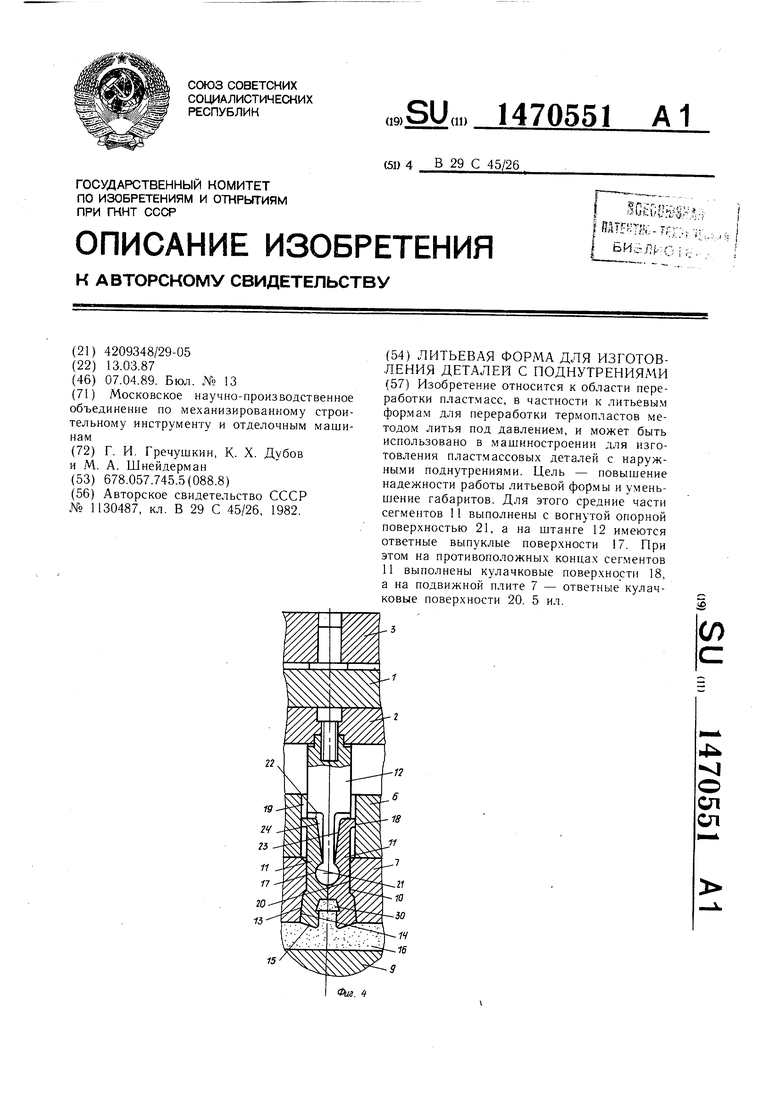
А 9и,г. 1
Ч14 /3 17 «з. 5
76
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1130487A1 |
| Солесос | 1922 |
|
SU29A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
