1
Изобретение относится к области огнеупорных материалов, а именно к изготовлению теплоизоляционных изделий, предназначенных для футеровки тепловых агрегатов в черной и цветной металлургии.
Цель изобретения - повьшение проч- .ности, термостойкости и сокращение (Цикла.
f.
Способ осуществляют следующим образом.
В лопастную мещалку засыпают 80- 84% частично вспененного полистирола, увлажняют водой из расчета В/Т смеси, равной 0,6-0,7, туда же засыпают смесь огнеупорного компонента (например, технический глинозем, электрокорунд и т.п.) с 16-20% невспененного полистирола и перемеиш
вают в течение 10-15 мин. Смесь разливают в замкнутые формы, которые на двух стенках (электродах) имеют перфорацию в виде щелей. Площадь перфорации составляет 2-2,5% от общей площади электрода. Затем производят формование при электропрогреве токами промышленной частоты 50 Гц в три стадии. На первой стадии включают напряжение, создавая мощность 250-280 Вт на 1 дм смеси, и выдерживают в течение 3-5 мин, затем напряжение отключают и выдерживают без напряжения в.течение 4-5 мин. На второй стадии, регулируя напряжение, создают мощность 200-220 Вт в течени 5-7 мин, с вьщержкой без напряжения в течение 5-6 мин и на третьей стадии создают мощность 300-320 мин в течение 8-10 мин, с выдержкой без напряжения в течение 6-8 мин. После распалубки производят сушку сырцов горячим воздухом при 120-125 С в течение 25-30 мин и обжиг при 1550 С. Изделия после обжига имеют разно- плотную структуру со средним теплоизоляционным слоем.
Смесь для предлагаемого способа
и теплоизоляционного слоя для ИЗВеСТ
ного готовят при использовании в качестве огнеупорного компонента технического глинозема марки ГК (молотого) при соотношении компонентов, мае. %: технический глинозем молотый 100, полистирол 6-7, сверх 100% при
В/Т 0,6-0,7. Дпя плотного с лоя известного способа используют следующие компоненты, мае. %: технический глинозем молотый 50-60; электрокорунд 40-50.
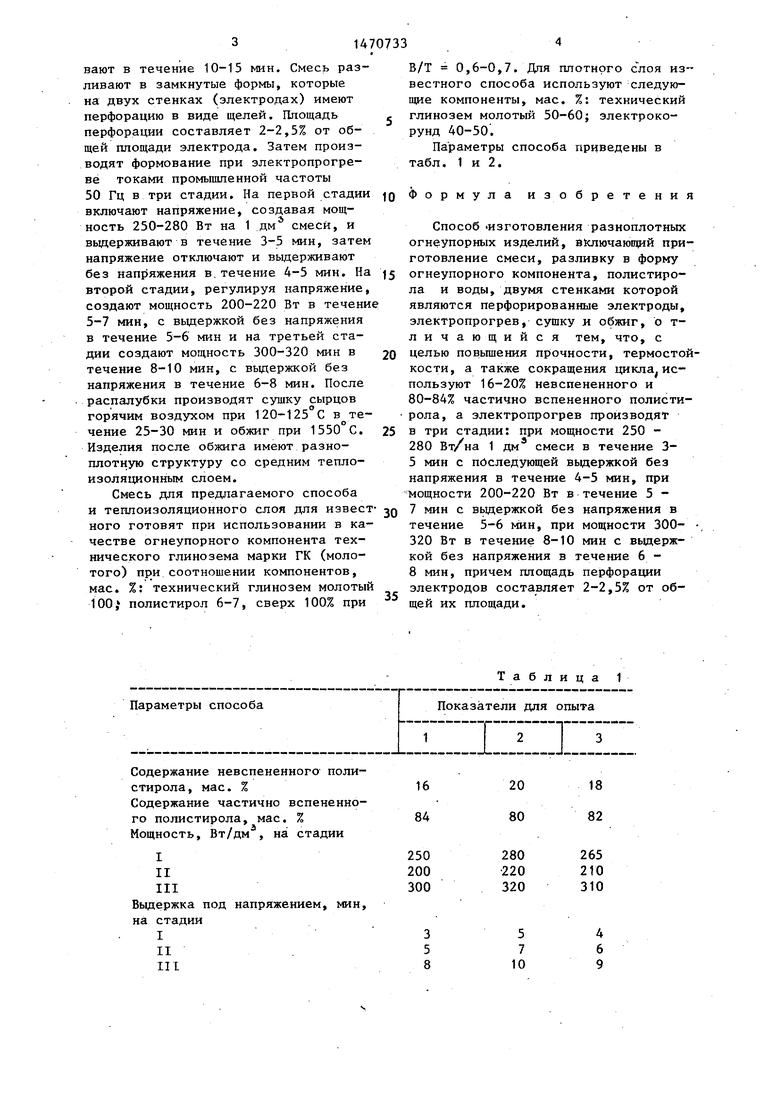
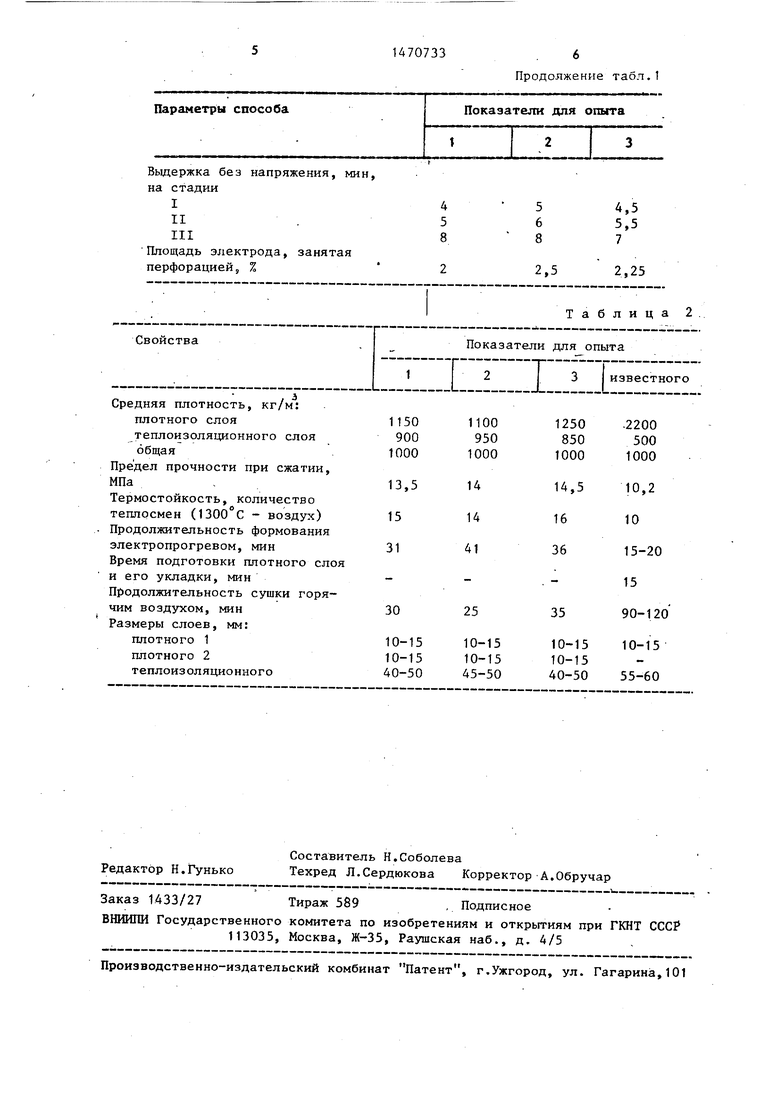
Параметры способа приведены в табл. 1 и 2.
Формула изобретения
5
Q
Способ «изготовления разноплотных огнеупорных изделий, В5а1ючающий приготовление смеси, разливку в форму огнеупорного компонента, полистирола и воды, двумя стенками которой являются перфорированные электроды, электропрогрев, сушку и обжиг, о т- личающийся тем, что, с целью повьппения прочности, термостойкости, а также сокращения цикла используют 16-20% невспененного и 80-84% частично вспененного полистирола, а электропрогрев производят в три стадии: при мощности 250 - 280 Вт/на 1 дм смеси в течение 3- 5 мин с последующей вьщержкой без напряжения в течение 4-5 мин, при мощности 200-220 Вт в течение 5 7мин с вьщержкой без напряжения в течение 5-6 мин, при мощности 300- 320 Вт в течение 8-10 мин с выдержкой без напряжения в течение 6 8мин, причем гшощадь перфорации электродов составляет 2-2,5% от общей их площади.
0
5
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления огнеупорных изделий | 1981 |
|
SU1108084A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОВЕСНОГО ОГНЕУПОРА | 1992 |
|
RU2114089C1 |
| Способ изготовления легковесных огнеупорных изделий | 1987 |
|
SU1537670A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ЛЕГКОВЕСНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2114090C1 |
| Способ изготовления огнеупорных изделий | 1991 |
|
SU1779620A1 |
| Способ изготовления огнеупорных изделий | 1989 |
|
SU1712341A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2444435C1 |
| Огнеупорный теплоизоляционный материал | 1986 |
|
SU1379279A1 |
| КОМПОЗИЦИЯ ДЛЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ ОБЪЕМНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2473515C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕГКОВЕСНЫХ ОГНЕУПОРОВ | 2016 |
|
RU2615007C1 |
Изобретение относится к технологии теплоизоляционных огнеупорных изделий и может быть использовано для футеровки тепловых агрегатов. Изобретение направлено на повышение прочности, термостойкости и сокращение цикла изготовления. Для приготовления смеси используют 16-20% невспененного и 80-84% частично вспененного полистирола, подготовленную однородную смесь огнеупорного наполнителя, полистирола и воды заливают в формы, двумя стенками которых являются перфорированные электроды и производят электропрогрев в три стадии: на первой при мощности 250-280 Вт на 1 дм3 смеси в течение 3-5 мин с последующей выдержкой без напряжения в течение 4-5мин, на второй при мощности 200-220 Вт в течение 5-7 мин с выдержкой без напряжения в течение 5-6 мин и на третьей при мощности 300-320 Вт в течение 8-10 мин с выдержкой без напряжения в течение 6-8 мин. При этом электроды используют с перфорацией, площадь которой равна 2-2,5% от общей площади электрода. Прочность при сжатии получаемых изделий 13,5-14,5 МПа при плотности пористого слоя 850-950 кг/м3, плотного - 1100-1250 кг/м3, термостойкость (1300 - воздух) 14-16 теплосмен. 2 табл.
Содержание невспененного полистирола, мае. % Содержание частично вспененного полистирола, мае. % Мощность, Вт/дм, на стадии
I
II
III Вьщержка под напряжением,мин
на стадии
I
II.
III
18 82
265 210 310
5
7
10
4 6 9
Продолжение табл.1
| Астахов Ю.А | |||
| Корундовые разно- плотные изоляционно-футеровочные блоки (технология и свойства) | |||
| Авто- реф | |||
| канд | |||
| дне | |||
| М., 1975 | |||
| Способ изготовления огнеупорных изделий | 1981 |
|
SU1108084A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
