Изобретение относится к области строительных материалов, а именно к изготовлению теплоизоляционных огнеупорных изделий, предназначенных для службы в тепловых агрегатах черной и цветной металлургии.
Цель изобретения - повышение прочности изпелий и сокращение цикла изготовления .
Способ осуществляют следующим образом .
В воду, используемую для приготовления смкси, при перемешивании вводят
лигносульфонаты технические модифицированные (ЛТМ), которые являются смесью лигносульфонатов технических с натриевыми и кальциевыми солями минеральных кислот (Ca(NO )г , NaCl, NaN03 и др.) в количестве k-$% от массы воды. В лопастную мешалку засыпают предварительно подвспененные гранулы полистирола, добавляют водный раствор ЛТМ и огнеупорный компонент (технический глинозем) и перемешивают в течение 10-15 мин. Смесь влажностью 30-35% разливают в замкнупература
125 С в центре изделия
тые перфорированные формы. При этом перфорация в виде щелей выполнена на двух стенках формы, являющихся электродами. Затем производят электронагрев токами промышленной частоты 50 Гц в два этапа: на первом этапе при мощности Вт на 1 дм3 смеси в течение мин и на втором этапе при мощности 150-200 Вт на 1 дм3 смеси в течение 15-20 мин. При этом на первом этапе электропрогрева тем- в смеси повышается до 120с незначительным понижением ее на поверхности до 100°С. А на втором этапе температура постепенно снижается до 105-110 С в центре и на поверхности. После распалубки производят сушку сырцов горячим воздухом при 120-125°С в течение мин и обжиг.
Пример 1. ЛТМ вводят в количестве k% от массы воды, прогрев на первом этапе осуществляют при мощности 300 Вт на 1 дм3 смеси в течение 5 мин и на втором этапе при мощности 150 Вт в течение 15 мин.
Пример 2. ЛТМ вводят в количестве 5%, прогрев проводят при мощности 00 Вт на 1 дм3 в течение 7 мин и при 200 Вт в течение 20 мин.
5
0
5
0
Пример 3. ЛТМ вводят в количестве 4,5%, прогрев проводят при мощности 350 Вт в течение 6 мин и при мощности 170 Вт в течение 18 мин.
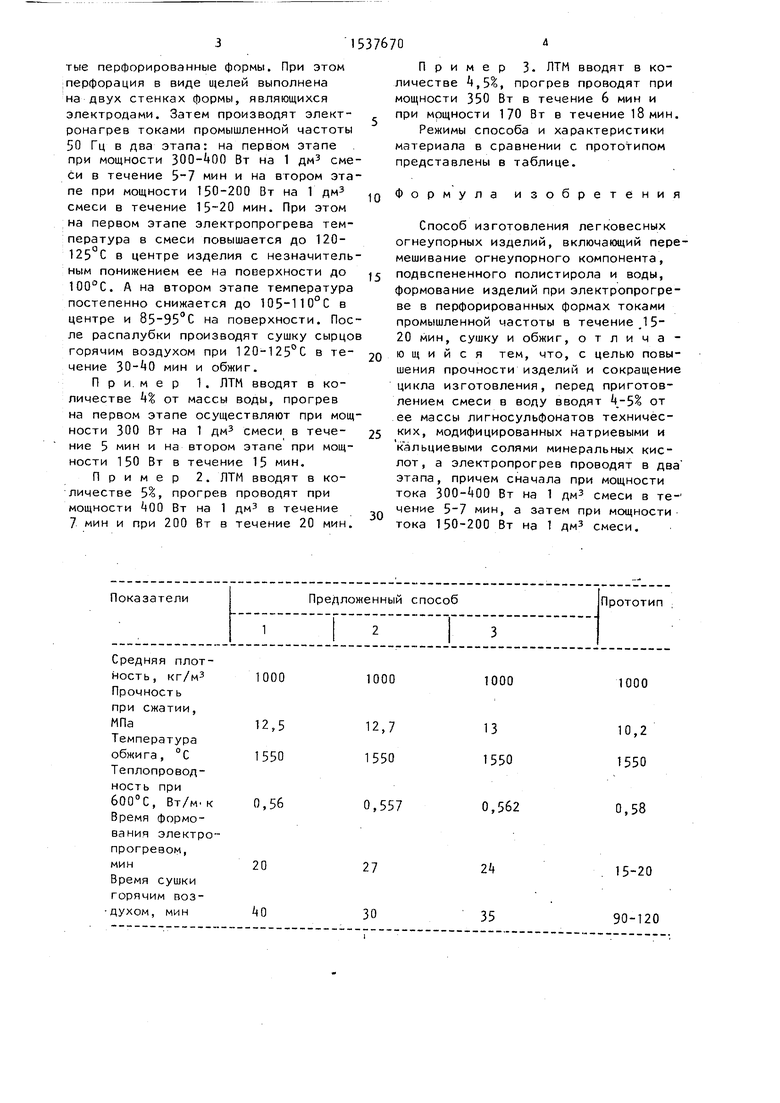
Режимы способа и характеристики материала в сравнении с прототипом представлены в таблице.
Формула изобретения
Способ изготовления легковесных огнеупорных изделий, включающий перемешивание огнеупорного компонента, подвспененного полистирола и воды, формование изделий при электропрогреве в перфорированных формах токами промышленной частоты в течение 15 20 мин, сушку и обжиг, о т л и ч а - ю щ и и с я тем, что, с целью повышения прочности изделий и сокращение цикла изготовления, перед приготовлением смеси в воду вводят 4-5% от ее массы лигносульфонатов технических, модифицированных натриевыми и кальциевыми солями минеральных кислот , а электропрогрев проводят в два этапа, причем сначала при мощности тока Вт на 1 дм3 смеси в течение мин, а затем при мощности тока 150-200 Вт на 1 дм3 смеси.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ЛЕГКОВЕСНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2114090C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОВЕСНОГО ОГНЕУПОРА | 1992 |
|
RU2114089C1 |
| Способ изготовления огнеупорных изделий | 1981 |
|
SU1108084A1 |
| Способ изготовления легкобетонных изделий | 1987 |
|
SU1551704A1 |
| Способ изготовления разноплотных огнеупорных изделий | 1987 |
|
SU1470733A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2444435C1 |
| КОМПОЗИЦИЯ ДЛЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ ОБЪЕМНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2473515C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕГКОВЕСНЫХ ОГНЕУПОРОВ | 2016 |
|
RU2615007C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ ИЗДЕЛИЙ НА ОСНОВЕ ЖИДКОГО СТЕКЛА И СТЕКЛОБОЯ МЕТОДОМ ЭЛЕКТРОПРОГРЕВА | 2014 |
|
RU2606486C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОЙ ТЕПЛОИЗОЛЯЦИИ | 2014 |
|
RU2588503C2 |
Изобретение относится к изготовлению теплоизоляционных огнеупорных изделий, предназначенных для службы в тепловых агрегатах черной и цветной металлургии. Цель изобретения - повышение прочности изделий и сокращение цикла изготовления. Способ изготовления легковесных огнеупорных изделий включает перемешивание огнеупорного компонента, подвспененного полистирола и воды, в которую предварительно вводят 4 - 5% от ее массы лигносульфонатов технических модифицированных натриевыми и кальциевыми солями минеральных кислот, формование изделий из полученной массы с влажностью 30 - 35% в перфорированных формах токами промышленной частоты сначала при мощности тока 300 - 400 вт на 1 дм3 смеси в течение 5 - 7 мин, а затем при мощности тока 150 -200 Вт на 1 дм3 смеси в течение 15- 20 мин. Полученные изделия имеют среднюю плотность 1000 кг/м3, прочность при сжатии 12,5 - 13 МПа, теплопроводность при 600°С 0,557 - 0,562 Вт/м.к. 1 табл.
Средняя плотность, кг/м3 Прочность при сжатии,
МПа
Температ ура
обжига, °С Теплопроводность при
600°С, Вт/м.к Время формования электропрогревом,
мин
Время сушки горячим воздухом, мин
1000
13 1550
0,562
2 Ц 35
1000
10,2 1550
0,58
15-20 90-120
| Шихта для изготовления корундового легковесного материала | 1975 |
|
SU609739A1 |
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Дисковый гидротормоз | 1957 |
|
SU110808A1 |
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| ($Ь) СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОВЕСНЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | |||
