1
Изобретение относится к области инструментального и машиностроительного производства и может быть использовано на инструментальных, машиностроительных и металлургических заводах с целью утилизации металло- абразивных отходов.
При обработке шлифованием инструментов, деталей машин, слитков из легированных сталей образуется большое количество отходов - ме-таллоаб.- разивного шлака, которые в настоящее время практически не используется и вывозится в отвалы. При этом безвозвратно теряются дорогие и дефицитные элементы: вольфрам, молибден, ванадий, никель, хром и другие и загрязняется окружающая среда.
Высушенный и отсепарированный порошок засыпают в лодочки и помещают
в проходную электрическую печь для спекания. Спекание осуществляют в восстановительной газовой среде - водороде при в течение 0,5 ч. Для оценки качества сепарации порошка определяют содержание в нем абразива, оказывающего влияние на плотность спеченных брикетов по известной методике методом титрования. Для этого из трех различных зон всего объек ма порошка берут пробу отсепарирован- . ного порошка массой 20 г и определяют содержание абразива.
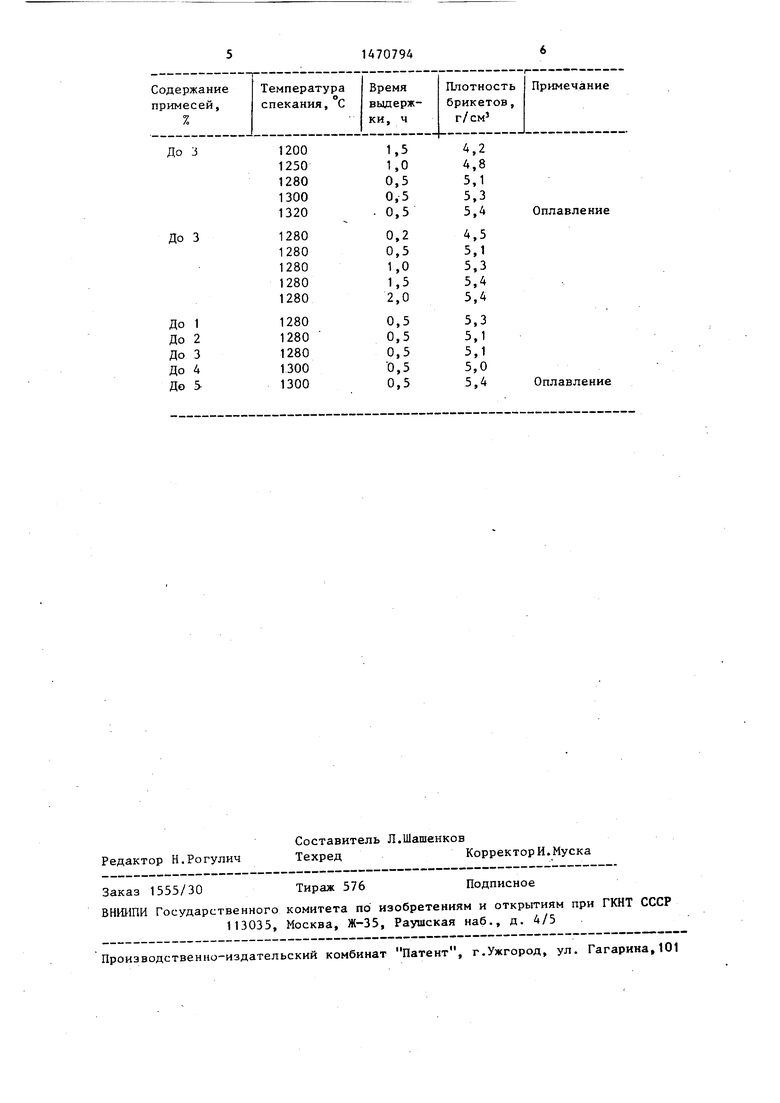
В таблице приводятся результаты исследований по выбору оптимального режима изготовления брикетов из шламовых отходов быстрорежущей стали
Р6М5.
Из таблицы видно, что при температуре спекания ниже 1200°С свободно
4 о
со
4
насыпанный порошок шлама стали Р6М5 спекается плохо, плотность брикетов менее 4,5 г/сМ и в соответствии с требованиями ГОСТ 2787-75 брикеты не могут использоваться для переплава. При содержании примесей до 3%
И температуры спекания свыше 1320 С происходит оплавление спека.
Целью изобретения является получение брикетов из шламовых отходов, удовлетворяющих требованиям ГОСТ 2787-75 по плотности и осыпаемости. Сущность изобретения заключается в том, что мелкофракционный (шлифовальный) шлам подвергается сушке с удаления смазочно-охлаждающей жидкости и масла. Высушенный шлам очищается от абразива магнитной сепарацией, после чего подвергается спеканию, для чего его засыпают в лодочки (короба) и спекают в восстановительной среде, в которой восстанавливаются окислы, содержащиеся в шламе,
В результате взаимодействия атмо- сферы с оксидами происходит восстаноление металла, приводящее к образованию и росту чистых металлических контактов при спекании и, следовательно формированию требуемых свойств брикетов из порошков, полученных из шламовых отходов легированных сталей, Бри этом в результате усадки, которая имеет место при спекании брикетов, вызванной такими процессами, ка 11овер: ностная и объемная диффузия, высокотемпературная ползучесть, происходит уплотнение брикета, т.е. повшение его плотности до требуемых значений.
Для реализации предлагаемого способа использовали шлифовальный шлам быстрорежущей стали Р6М5, образующейся при изготовлении заточки металлорежущего инструмента. Шлам состоит их металлической мелкодисперсной стружки быстрорежущей стали РбМ5 (50-60%), абразивных частиц - продукта разрушения шлифовальных кругов (20-30%), смазочно-охлаждающей жидкости - эмульсии (остальное). После сушки шлама при 240-350°С в атмосфер диссоциированного аммиака (для предохранения от окисления) полученньш порошок подвергали магнитной сепарации.
Реж1-1мы спекания порошка из шламовых отходов из быстрорежущей стали
10
0794
Р6М5 для получения брикетов приведены в таблице,
При температуре спекания 1280 С и времени изотермической выдержки менее 0,2 ч плотность брикетов получалась ниже 4,2 г/см, и они не соответствовали требованиям ГОСТ 2787-75 по плотности и осыпаемости. При температуре спекания 1280 С и времени вьщержки 2 ч плотность брикетов практически не изменялась.
5
0
30
5 35
40
45
50
55
Таким образом, при содержании примесей в порошке, полученном из шламовых отходов быстрорежущей стали Р6М5, до 3% (таблица) оптимальными параметрами спекания брикетов являются температура 1280-1300°С и время выдержки 0,5-1 ч. Брикеты, изготовленные по указанному режиму, соответствовали требованиям ГОСТ 2787-75 по плотности и осыпаемости.
Аналогичные исследования показали, что при уменьшении степени легирования стали температуры спекания снижаются. Например, порошок стали ШХ15, полученньш из ншамовых отходов, для обеспечения требуемых свойств, спекается при температуре 1100-1150 С в течение 0,5-1 ч.
Брикеты, полученные предлагаемой технологией, могут быть использованы в металлургическом производстве при выплавке соответствующих марок сталей, а брикеты из переработанных шламовых отходов стали Р6М5 могут также применяться и для изготовления литого инструмента.
Ф о р м у л а и 3jO бретения
Способ переработки металлоабра- зивного шлама легированных сталей, включающий сушку, термическую обработку и брикетирование, отличающий с. я тем, что-, с целью получения брикетов, удовлетворяющих требованиям ГОСТ 2787-75 по плот.ности и осыпаемости, производят магнитную сепарацию порошка высушенного шлама до содержания абразива в нем не более 3%, после чего производят спекание свободно насыпанного порошка в восстановительной атмосфере при 1100 - 1300°С в течение 0,5-1,0 ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ переработки металлоабразивного шлама легированных сталей | 1987 |
|
SU1514811A1 |
| Способ получения брикетов из маслосодержащих шламовых отходов быстрорежущей стали | 1988 |
|
SU1560397A1 |
| Способ переработки шламовых отходов легированных сталей | 1988 |
|
SU1538997A1 |
| Способ переработки металлоабразивного шлама легированных сталей | 1988 |
|
SU1627323A1 |
| Способ переработки металлоотходов | 1990 |
|
SU1787691A1 |
| СПОСОБ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 2003 |
|
RU2266968C2 |
| СПОСОБ ПЕРЕРАБОТКИ ШЛАМОВЫХ ОТХОДОВ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2076787C1 |
| СПОСОБ ПЕРЕРАБОТКИ ДИСПЕРСНЫХ МЕТАЛЛООТХОДОВ | 1991 |
|
RU2014954C1 |
| Способ утилизации мелкофракционного металлоабразивного шлама легированных сталей | 1986 |
|
SU1406192A1 |
| Способ утилизации металлических отходов | 1990 |
|
SU1788925A3 |
Изобретение относится к области инструментального и машиностроительного производства и может быть использовано на инструментальных, машиностроительных и металлургических заводах при утилизации металлоабразивных отходов. Цель изобретения - получение брикетов из шламовых отходов, удовлетворяющих требованиям ГОСТ 2787-85 по плотности и осыпаемости. Для этого мелкофракционный шлам подвергается сушке для удаления жидкости и масла и очищается от абразива магнитной сепарацией до содержания его в шламе не более 3%. Затем шлам в виде свободнонасыпанного порошка спекают в восстановительной атмосфере при 1100-1300°С в течение 0,5 - 1,0 ч. В результате усадки при спекании брикета повышается его плотность до требуемых значений. 1 табл.
| Способ изготовления брикетов из мелкодисперсных отходов для переплава | 1984 |
|
SU1232687A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
