1
Изобретение относится к нроизводству абразивного инструмента и может быть ис- Г1о,;1ьзовано па заводах и в цехах, производящих абразивный инструмент.
Цель изобретения - повьннепие сыну- чести массы, снособность сохранять в течение длительного времени стабильность свойств и нри этом обеспечивать повыше- пие мехаиической прочности сырца, зафор- мовапного из этой массы.
Формовочная .масса для изготовления абразивного инструмента твердостью от Ml до Т1 включает абразивное зерно, керамическую связку, сухой декстрин и гранулированный парафин при следующих соот- нон1ениях компонентов, мас.%:
Абразивное зерно75,0-91,4
Керамическая связка3,9-16,6
Гранулированный парафин 2,0-8,6 Сухой декстрин0,4-1,9
Вода (ориентировочно)0,3-1,4
При этом гранулированный нарафин имеет размер 200-400 мкм и получается распылепием расплава твердого парафина в токе хо.тодного воздуха.
Введение гранулированного парафина обеспечивает повышение нрочностп сырца за счет сил взаимодействия молеку,т нормальных алканов нри обеспечении тесного контакта между отдельными кристаллами парафина в процессе прессования и увеличивает длительность хранения формовочной массы.
Увеличение д, 1ите,:1ьности хранения формовочной массы обеспечивается тем, что сформированная дисперсная структура нара- фина но прочности практически не изменяется во времени.
Пределы гранулированного парафипа, вводимого в формовочную массу в количестве от 2,0 до 8,6 мас.%, установлены эксперимептальпо при из1 отовлении абразив ного инструмента твердостью от Ml до Т1. При введении гранулированного парафина ниже указанных пределов прочность сырца падает, при введении выше -- приводит к прилипанию изде,1ия к пресс-оснастке, т. е. к браку.
Размер отдельных частиц грану.шрованно- го парафина 200--400 мкм выбран с учетом
(Л
4 Ю Ю
00
ьо
-|Язмеров абразивного зерна, чтобы обеспечить большое уплотнение формовочной массы при прессовании. Уменьшение размера частиц менее 200 мкм приводит к увеличению слипаемости частиц самой дисперсии согласно теоретических положений коллоидной химии, так как чем больше дробление частиц, тем выше поверхность раздела и тем более неустойчивая cиcfeмa против агрегирования частиц. Увеличение размера гранул выше 400 мкм приводит к разупо- рядо чиванию структуры и созданию неравномерности распределения частиц в теле абразивного изделия, т. е. к неравномерной твердости круга.
Пример 1. Готовят формовочную массу при следующем соотношении компонентов, мае. %:
Абразивное зерно марки 24А2586,1
Керамическая связка3,9
Гранулированный парафин 7,8 Сухой декстрин1,9
Вода (ориентировочно)0,3
Структура б, твердость Ml объемньш вес, ,29
Смешивание компонентов формовочной массы осуш,ествляют известным способом в мешалках любой конструкции в следующей последовательности: вначале смешивается абразивное зерно с гранулированным парафином, затем в мешалку подается ке- рамическа; связка с сухим декстрином и вода (ориентировочно). Готовая масса протирается через сито, затем подается к формовочному агрегату, прессуется.
Пример 2. Готовят формовочную массу при следующем соотношении компонентов мас.%:
Абразивное зерно марки 24А2579,5
Керамическая связка16,4
Гранулированный парафин 2,4 Сухой декстрин0,9
Вода (ориентировочная) 0,8 Структура 6, твердость Т1 Объемный вес, ,48
Пример 3. Готовят формовочную массу
при следующем соотношении компонентов
мас.%:
Абразивное зерно
марки 25А2586,1
Керамическая связка7,4
Гранулированный парафин 4,3
Сухой декстрин1,1
Вода (ориентировочно)1,1
Структура 6,
твердость СМ 2
Объемный вес, ,29
Пример 4. Готовят формовочную масс
при следующем соотношении компонентов
мас.%:
Абразивное зерно
марки 24А2585,5
Керамическая связка3,9
Гранулированный парафин8,6
Сухой декстрин1,4Вода (ориентировочно)0,6 Структура бдвердость Ml
Объемный вес, ,31 Пример 5. Готовят формовочную массу
при следующем соотношениикомпонентов,
мас.%:
Абразивное зерно
марки 24А2591,4
Керамическая связка4,1
Гранулированный парафин 2,3 Сухой декстрин1,5
Вода (ориентировочно)0,7
5 Структура 6,твердость Ml
Объемный вес, ,16
Пример 6. Готовят формовочную массу при следующем соотнощении компонентов, мас.%:
Абразивное зерно,
0 марки 24А2575,0
Керамическая связка15,7
Гранулированный парафин 7,5 Сухой декстрин0,4
Вода (ориентировочно)1,4
Структура 6, твердость Т1 Объемный вес, ,63
Пример 7. Готовят формовочную массу при следующем соотношении компонентов, мас.%:
Абразивное зерно
0 марки 24А2579,6
Керамическая связка16,6
Гранулированный парафин 2,0 Сухой декстрин0,4
Вода (ориентировочно) 1,4 Структура 6, твердость Т1 5 Объемный вес, ,48
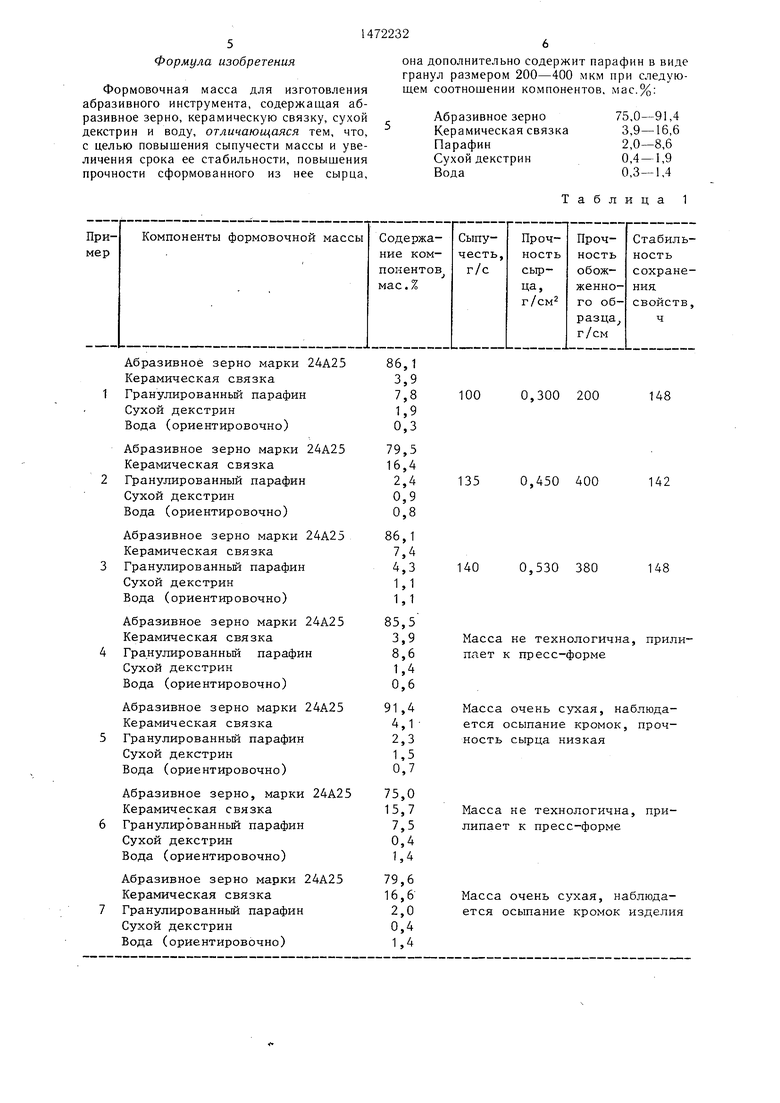
В табл. 1 приведены различные составы формовочных масс с граничными и средними значениями содержания отдельных компонентов, а также свойства формовочных масс. Примеры, представленные в табл. 1, 0 иллюстрируют возможность достижения цели при предлагаемых параметрах.
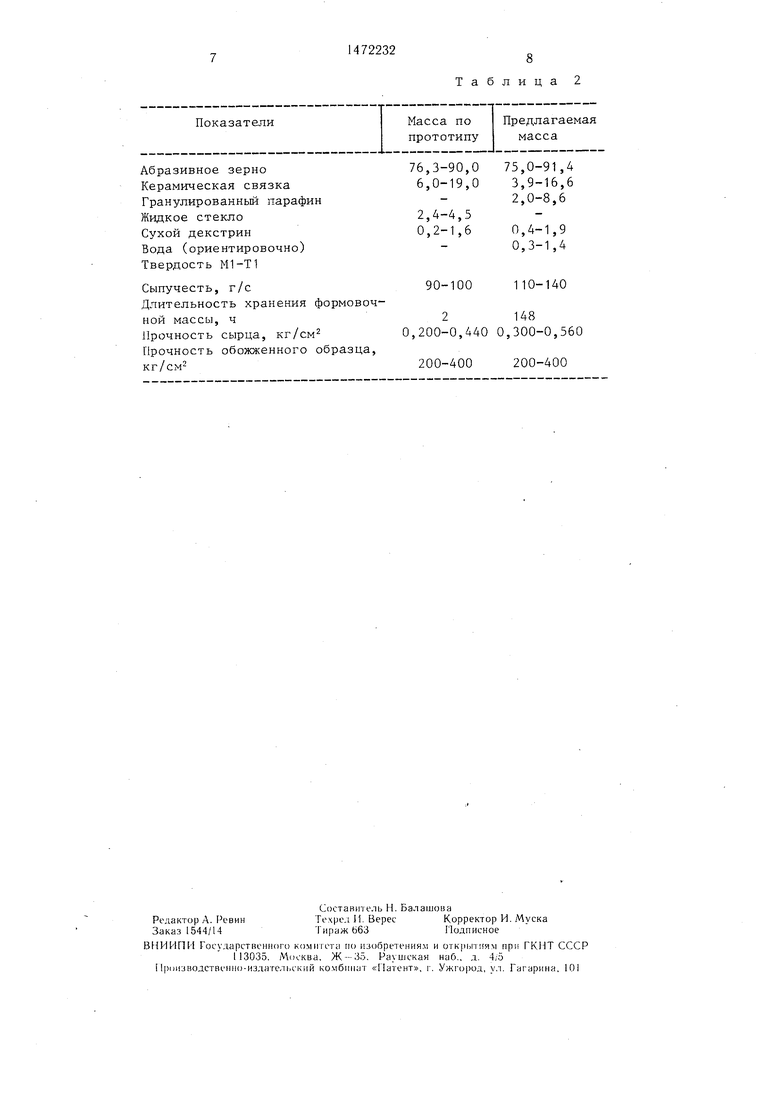
В табл. 2 приведены сопоставительные данные по составу и свойствам формовочной массы по прототипу и предлагае- 5 о мои.
Из табл. 2 видно, что предлагаемая формовочная масса имеет более высокую сыпучесть и длительность хранения, при этом обеспечивается повышение механической прочности сырца.
Предлагаемая формовочная масса для изготовления абразивного инструмента характеризуется с повышением сыпучести на 20-40 г/с; повышением длительности хра- 55 нения в 74 раза, причем механическая прочность сырца также увеличивается на 0,10-0,12 кг/cм, а прочность обожженного образца сохраняется в тех же пределах, что и масса по прототипу.
Формула изобретения
Формовочная масса для изготовления абразивного инструмента, содержащая абразивное зерно, керамическую связку, сухой декстрин и воду, отличающаяся тем, что, с целью повышения сыпучести массы и увеличения срока ее стабильности, повышения прочности сформованного из нее сырца.
она дополнительно содержит парафин в виде гранул размером 200-400 мкм при следую- шем соотношении компонентов, мас.%:
ка
75,0-91,4 3,9-16,6 2,0-8,6 0,4 - 1,9 0,3-1,4
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная смесь для изготовления абразивного инструмента | 1987 |
|
SU1459909A1 |
| Масса для изготовления высокопористого абразивного инструмента и способ изготовления высокопористого абразивного инструмента | 2018 |
|
RU2685825C1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА С ВЫСОКИМИ НОМЕРАМИ СТРУКТУРЫ | 2016 |
|
RU2630403C2 |
| Смесь для изготовления абразивного инструмента | 1983 |
|
SU1144861A1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1994 |
|
RU2076038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2536575C2 |
| Способ изготовления высокоструктурного абразивного инструмента с разнородной зернистостью | 2017 |
|
RU2683998C1 |
| Масса для изготовления абразивного инструмента | 1983 |
|
SU1085797A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОЗЕРНИСТОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 2016 |
|
RU2630729C1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1990 |
|
RU2014211C1 |
Изобретение относится к области производства абразивного инструмента и позволяет повысить сыпучесть и увеличить срок стабильности свойств формовочной массы, повысить прочность сырца. Формовочная масса содержит гранулированный парафин с размером гранул 200-400 мкм при следующем соотношении компонентов, мас.%: абразивное зерно 75,0-91,4
керамическая связка 3,9-16,6
гранулированный парафин 2,0-8,6
сухой декстрин 0,4-1,9
вода 0,3-1,4. 2 табл.
Абразивное зерно марки 24А2586,1
Керамическая связка3,9
Гранулированньм парафин7,8 Сухой декстрин1,9 Вода (ориентировочно)0,3
Абразивное зерно марки 24А2579,5
Керамическая связка16,4
Гранулированный парафин2,4 Сухой декстрин0,9 Вода (ориентировочно)0,8
Абразивное зерно марки 24А2586,1
Керамическая связка7,4
Гранулированньй парафин4,3 Сухой декстрин1,1 Вода (ориентировочно)1,1
Абразивное зерно марки 24А2585,5
Керамическая связка3,9
Гранулированньй парафин8,6 Сухой декстрин1,4 Вода (ориентировочно)0,6
Абразивное зерно марки 24А2591,4
Керамическая связка 1
Гранулированньй парафин2,3 Сухой декстрин1,5 Вода (ориентировочно)0,7
Абразивное зерно, марки 24А2575,0
Керамическая связка15,7
Гранулированньй парафин7,5 Сухой декстрин0,4 Вода (ориентировочно)1,4
Абразивное зерно марки 24А2579,6
Керамическая связка16,6
Гранулированньй парафин2,0 Сухой декстрин0,4 Вода (ориентировочно)1,4
Таблица 1
100 0,300 200
148
135 0,450 400
142
140 0,530 380
148
Масса не технологична, прилипает к пресс-форме
Масса очень сухая, наблюдается осыпание кромок, прочность сырца низкая
Масса не технологична, прилипает к пресс-форме
Масса очень сухая, наблюдается осыпание кромок изделия
Сыпучесть, г/с
Длительность хранения формовочной массы, ч
Прочность сырца, кг/см Прочность обожженного образца, кг/см
Таблица 2
