Изобретение относится к туннельным конвейерным электрическим печам сопротивления, в которых изделие подвергается нагреву и охлаждению в газовой среде, а температура регулируется автоматически.
Известны туннельные конвейерные электрические печи сопротивления с автоматическим регулированием температуры по зонам и с заполнением их однородным газом. Недостатком этих печей является то, что газовое заполнение их может иметь только одно назначение, например, как восстановительная или как окислительная среда.
Предлагаемая печь имеет две технологические зоны с несмешивающимися газовыми средами, что позволяет, когда это необходимо, проводить в печи непрерывный технологический процесс, комбинируемый из нескольких последовательных операций, например, нагрев в окислительной среде, затем отжиг и охлаждение в восстановительной среде и т.п.
С этой целью печь выполнена со щелями на границах зон, через которые подают поперечные потоки газов, образующих газовую завесу, а для предотвращения окислительного воздействия пламени на изделия в зоне их охлаждения в своде печи смонтирована насадка с несколькими рядами металлической сетки, на которой дожигаются горючие газы и через которую отводятся продукты горения из печи.
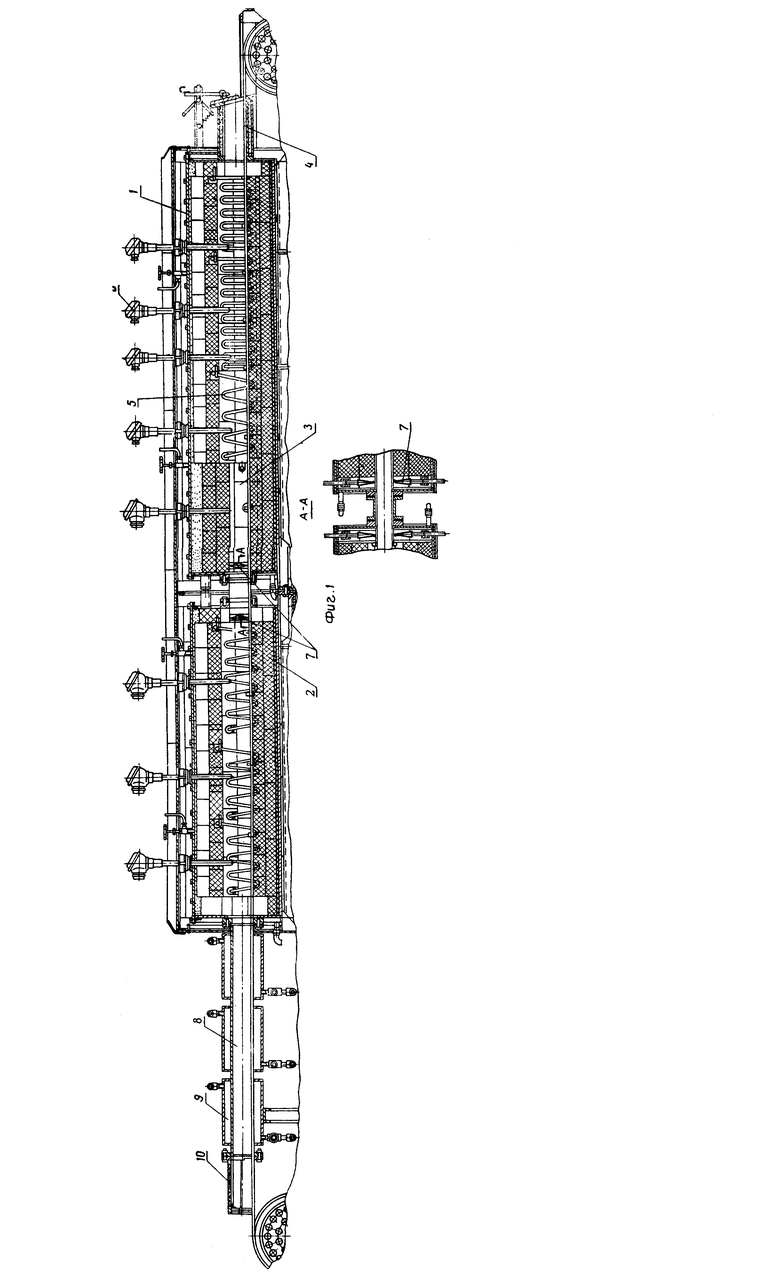
На фиг. 1 изображена предлагаемая печь в продольном разрезе; на фиг. 2 - то же, разрез по А-А на фиг. 1.
Печь предназначается для спекания (скисания) металло-стеклянных узлов полупроводниковых приборов.
Устроена печь следующим образом.
Стальной трубчатый герметичный корпус 1 печи футерован изнутри огнеупором 2. Внутри футеровки вдоль печи проходит туннель 3, по дну которого проходит лента конвейера 4, сплетенного из нихромовой проволоки. Нагревательные элементы 5 расположены у боковых стенок туннеля в зонах нагрева.
Регулировка температур по зонам производится с помощью автотрансформаторов, питающих отдельные секции нагревательных элементов, и термопар 6, встроенных в регулируемые зоны.
В средней части печи, в месте разделения газовых зон, встроены газовые форсунки 7, подающие тот или иной газ в правую и левую части туннеля. Эта часть туннеля является началом двух расходящихся в разные стороны газовых потоков.
Загрузка изделий производится на конвейерную ленту с правого конца туннеля, а разгрузка - с левого конца.
Между последней направляемой зоной туннеля и разгрузочным устройством участок туннеля 3 представляет собой металлический короб 8, помещенный в холодильники 9, охлаждаемые проточной водой. Горючий газ, вдуваемый в левую часть печи и создающий там восстановительную среду, выходит из туннеля в левом верхнем конце его через люк 10, закрытый несколькими слоями металлической сетки, и сгорает уже вне туннеля, что предотвращает окислительное воздействие пламени на изделия.
Процесс идет следующим образом.
Подлежащие спайке металло-стеклянные корпуса загружаются на конвейерную ленту с правого конца печи и сначала проходят зоны спайки, заполненные газовой слабоокислительной средой, например, смесью азота и воздуха. Пройдя зону спайки, корпуса переходят в следующую нагретую зону печи, заполненную восстановительной газовой средой (например, водородом), в которой происходит отжиг корпусов и одновременно восстанавливается до металла тонкая пленка окиси, образовавшейся в зоне спайки. Пройдя зону отжига, корпуса попадают в зону охлаждения и затем в разгрузочное устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для отжига изделий в контролируемых атмосферах | 1988 |
|
SU1576824A1 |
| ПЕЧЬ ДЛЯ КОМБИНИРОВАННОГО ОТЖИГА ПОРОШКА-СЫРЦА | 1998 |
|
RU2138748C1 |
| Газовая печь малоокислительного нагрева | 1980 |
|
SU872918A1 |
| Горизонтальная муфельная печь для восстановления железной губки | 1982 |
|
SU1057550A1 |
| КАМЕРА ДОЖИГАНИЯ ОТХОДОВ | 1994 |
|
RU2083923C1 |
| Туннельная печь для термообработки изделий из порошка | 1981 |
|
SU989288A1 |
| Туннельная печь | 1981 |
|
SU964396A1 |
| Туннельная печь для слоевого обжига преимущественно торфорудных брикетов | 1976 |
|
SU605066A1 |
| СПОСОБ НЕПРЕРЫВНОГО ОТЖИГА И ПОДГОТОВКИ ПОЛОСЫ ИЗ ВЫСОКОПРОЧНОЙ СТАЛИ ДЛЯ ЕЕ ЦИНКОВАНИЯ ПУТЕМ ОКУНАНИЯ С ПОДОГРЕВОМ | 2007 |
|
RU2426815C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ПЛОСКОГО ПРОКАТА | 2012 |
|
RU2573843C2 |
Туннельная конвейерная электрическая печь с индивидуально регулируемыми по зонам печи электронагревателями, отличающаяся тем, что, в целях разделения ее по длине на зоны с резко выраженными несмешиваемыми газовыми средами, например, слабоокислительной, восстановительной, для спаивания стеклянных деталей с металлическими, она выполнена со щелями на границах зон, через которые подают поперечные потоки газов, образующие газовую завесу, а для предотвращения окислительного воздействия пламени на изделия в зоне их охлаждения в своде печи смонтирована насадка с несколькими рядами металлической сетки, на которой дожигаются горючие газы, через которую отводятся продукты горения из печи.
