(21)4108656/24-07
(22)10,06.86
(46) 15,04.89. Бюл, № 14
(71)Ленинградское электромашиностроительное объединение Электросила им, С,М. Кирова
(72)С,А. Прутковский, А.А, Дукштау, Г.Б. Пинский, П.Н. Фролов, А, С, Па- пер. А,В. Хренов и М.И. Данилкин
(53) 621 ,318 ,44(088,8)
(56)Авторское свидетельство СССР № 987748, кл. Н 02 К 15/02, 1981, - .(54) СПОСОБ СБОРКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ
(57)Изобретение относится к электромашиностроению и м.б, использовано при сборке статоров электрических машин, преимущественно гид.рогене- раторов, Цель изобретения - повышение надежности и.снижение трудоемкости изготовления электрических машин. Перед сборкой сердечника 9 ребра 5 равномерно по окр окности временно фиксируют по наклонным поверхностям в гнездах накладок 3, жестко закрепленных на полках 8 корпуса. После шихтовки и опрессовки сердечника 9 ребра 5 освобождают от фиксации с корпусом, нагревают сердечник 9 относительно корпуса на расчетный перепад температуры или более, обеспечивающий расширение сердечника 9 и обеспечение зазоров, В эти зазоры вводятся прокладки одинаковой толщины, обеспеч1{вающие после остывания сердечн жа 9 заданный сердечником 9 и корпусом натяг, 2 з,п,.ф-лы, 5 ил.
и
СЛ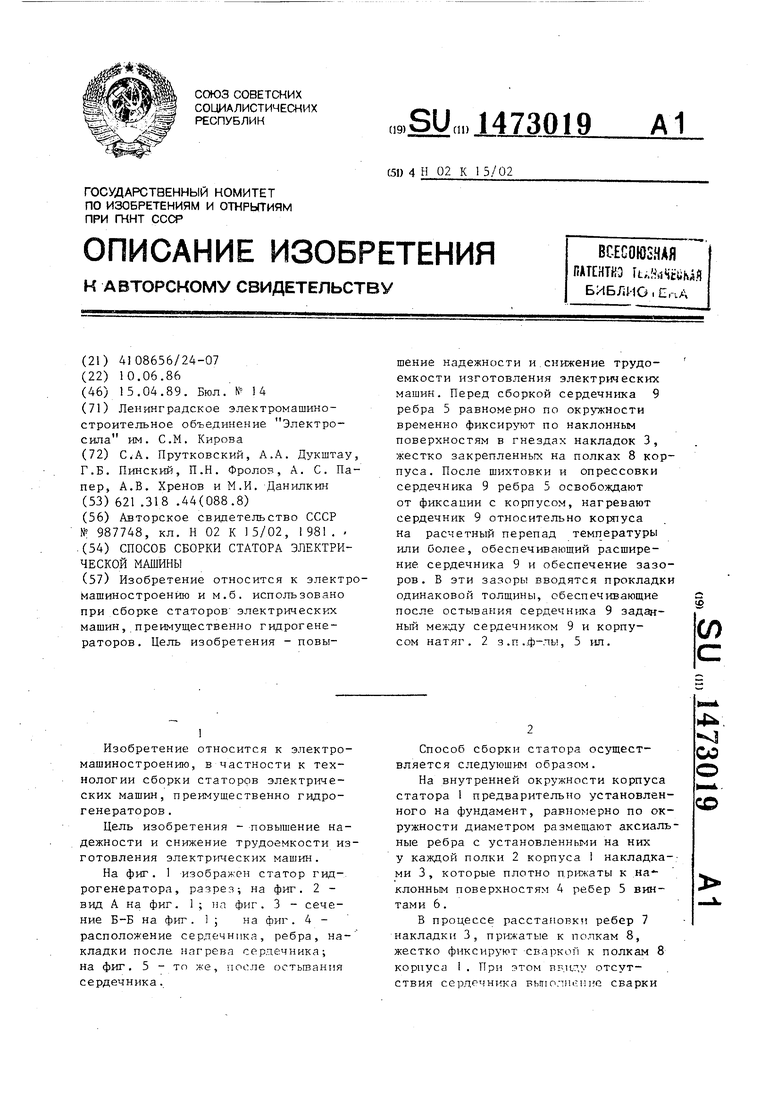
| название | год | авторы | номер документа |
|---|---|---|---|
| Статор электрической машины и способ его сборки | 1991 |
|
SU1836776A3 |
| Способ сборки статора электрической машины | 1979 |
|
SU974508A1 |
| Способ сборки статора гидрогенератора | 1979 |
|
SU987748A1 |
| СПОСОБ СБОРКИ СЕРДЕЧНИКА СТАТОРА | 1991 |
|
RU2027284C1 |
| СПОСОБ СБОРКИ СТАТОРА ГИДРОГЕНЕРАТОРА | 2004 |
|
RU2276446C1 |
| Статор электрической машины | 1986 |
|
SU1403225A2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШИХТОВАННОГО СЕРДЕЧНИКА В КОРПУСЕ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2002 |
|
RU2226311C1 |
| Способ сборки сердечника статора вертикальной электрической машины | 1985 |
|
SU1410198A1 |
| Корпус статора гидрогенератора | 1988 |
|
SU1672545A1 |
| КОРПУС СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2010 |
|
RU2443046C2 |
Изобретение относится к электромашиностроению и может быть использовано при сборке статоров электрических машин, преимущественно гидрогенераторов. Цель изобретения - повышение надежности и снижение трудоемкости изготовления электрических машин. Перед сборкой сердечника 9 ребра 5 равномерно по окружности временно фиксируют по наклонным поверхностям в гнездах накладок 3, жестко закрепленных на полках корпуса. После шихтовки и опрессовки сердечника 9 ребра 5 освобождают от фиксации с корпусом, нагревают сердечник 9 относительно корпуса на расчетный перепад температуры или более, обеспечивающий расширение сердечника 9 и обеспечение зазоров 13. В эти зазоры 13 вводятся прокладки одинаковой толщины, обеспечивающие после остывания сердечника 9 заданный между сердечником 9 и корпусом натяг. 2 з.п. ф-лы, 5 ил.
I
Изобретение относится к электромашиностроению, в частности к технологии сборки статоров электрических машин, преимущественно гидрогенераторов ,
Цель изобретения - повышение надежности и снижение трудоемкости изготовления электрт-гческих машин.
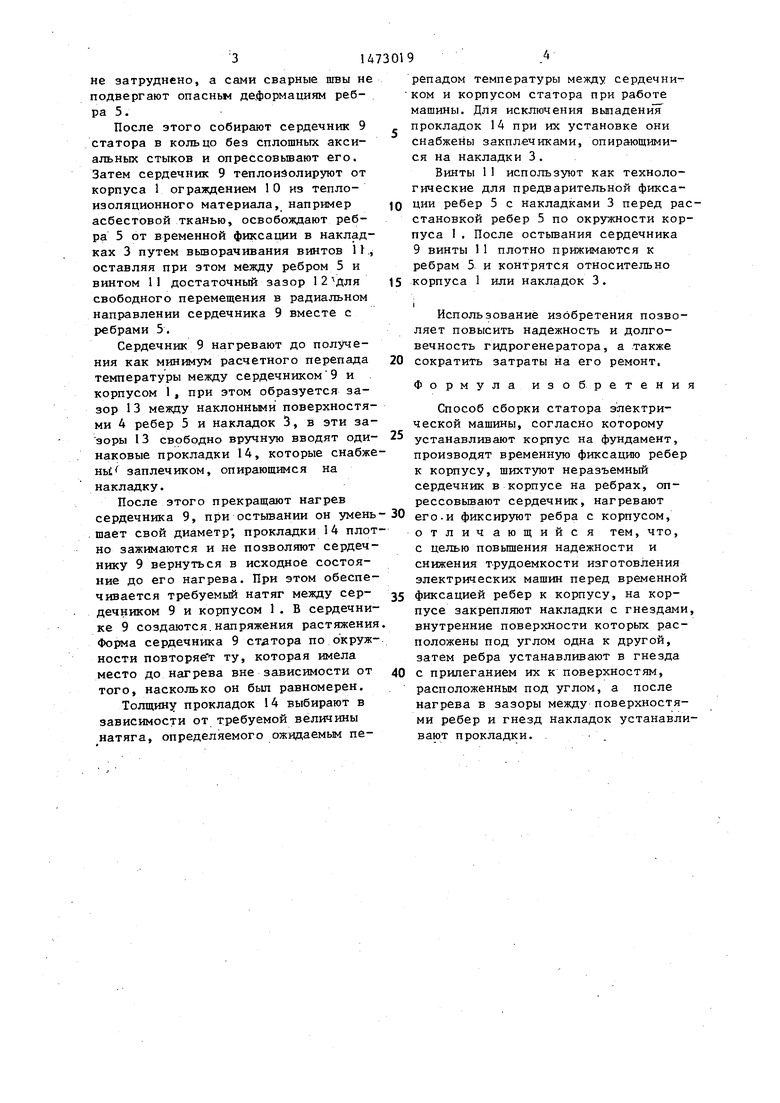
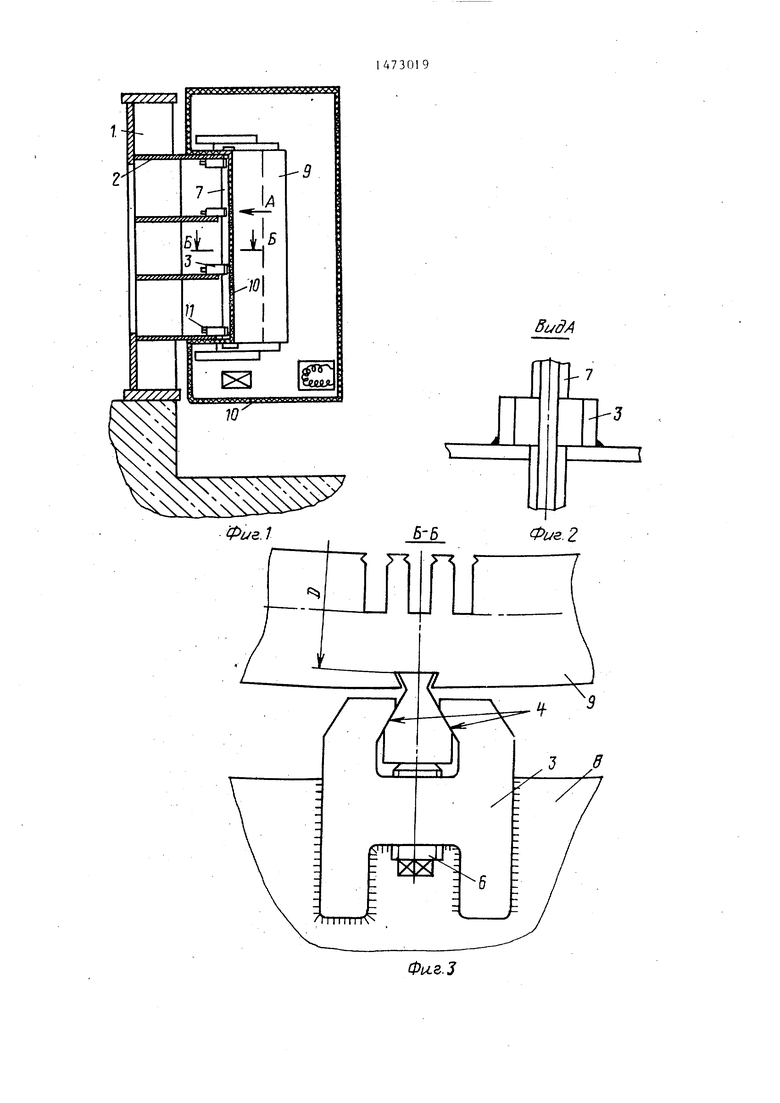
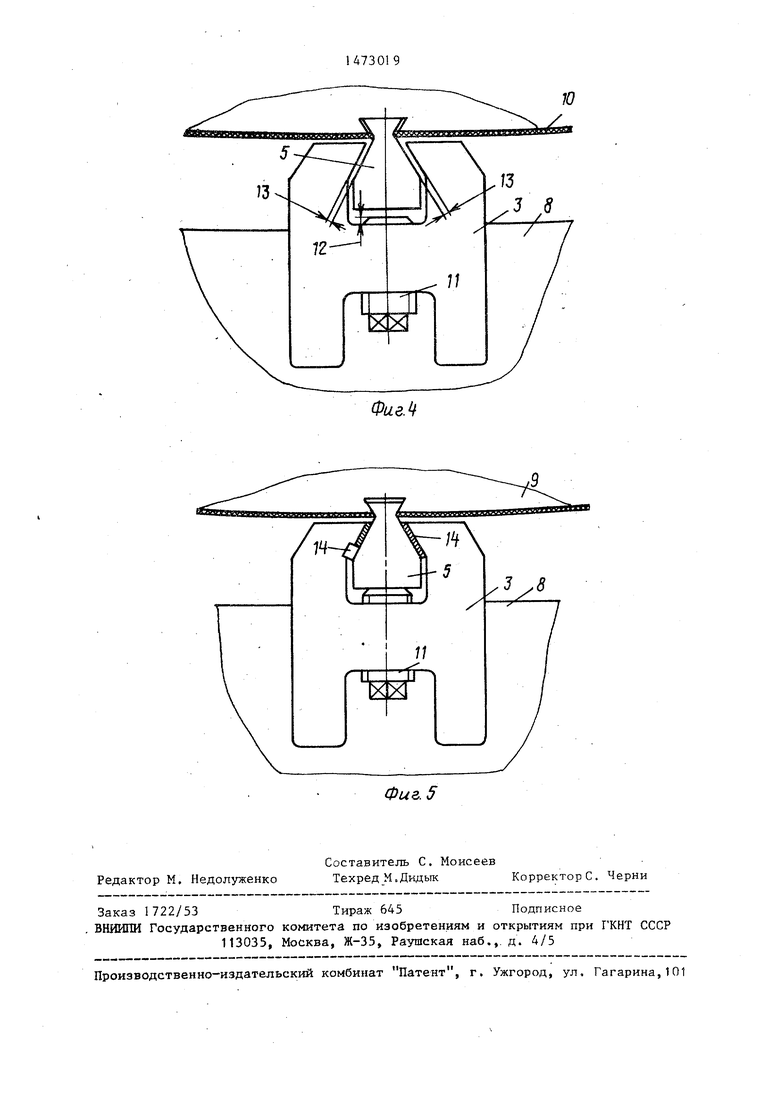
На фиг, 1 изображен статор гид-- рогенератора, разрез; на фиг, 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1 ; на фиг. 4 - расположение сердечника, ребра, на- кладки после нагрева сердечника; на фиг. 5 - то же, после остывания сердечника.
Способ сборки статора осуществляется следующим образом.
На внутренней окружности корпуса статора 1 предварительно установленного на фундамент, равномерно по окружности диаметром размещают аксиальные ребра с установленными на них у каждой полки 2 корпуса 1 накладка-,- ми 3, которые плотно црижаты к .на клонным поверхностям 4 ребер 5 винтами 6.
В процессе расстановки ребер 7 накладки 3, прижатые к полкам 8, жестко фиксируют сваркоЛ к полкам 8 корпуса 1 . При этом приг,у отсутствия сердечника вы11олн1-м с сварки
4
v3 СО
о
00
не затруднено, а сами сварные швы не подвергают опасньн деформациям ребра 5 .
После этого собирают сердечник 9 статора в кольцо без сплошных аксиальных стьжов и опрессовьтают его. Затем сердечник 9 теплоизолируют от корпуса 1 ограждением 10 из теплоизоляционного материала, например асбестовой тканью, освобождают ребра 5 от временной фиксации в накладках 3 путем вьшорачивания винтов И., оставляя при этом между ребром 5 и винтом 11 достаточный зазор 1 2 Для свободного перемещения в радиальном направлении сердечника 9 вместе с ребрами 5.
Сердечник 9 нагревают до получения как минимум расчетного перепада температуры между сердечником 9 и корпусом 1, при этом образуется зазор 13 между наклонными поверхностями 4 ребер 5 и накладок 3, в эти зазоры 13 свободно вручную вводят одинаковые прокладки 14, которые снабже Hbt заплечиком, опирающимся на накладку.
После этого прекращают нагрев сердечника 9, при остьшании он умень , шает свой диаметр; прокладки 14 плотно зажимаются и не позволяют сердечнику 9 вернуться в исходное состояние до его нагрева. При этом обеспечивается требуемый натяг между сердечником 9 и корпусом 1 . В сердечнике 9 создаются.напряжения растяжения Форма сердечника 9 стдтора по окружности повторяе т ту, которая имела место до нагрева вне зависимости от того, насколько он был равномерен.
Толщину прокладок 14 выбирают в зависимости от требуемой величины натяга, определяемого ожидаемым перепадом температуры между сердечни- ком и корпусом статора при работе машины. Для исключения выпадени я прокладок 14 при их установке они снабжены закплечиками, опирающимися на накладки 3.
Винты 1 1 используют как технологические для предварительной фиксации ребер 5 с накладками 3 перед расстановкой ребер 5 по окружности корпуса 1. После остьгоания сердечника 9 винты 1 1 плотно прижимаются к ребрам 5 и контрятся относительно
корпуса 1 или накладок 3.
I
Использование изобретения позволяет повысить надежность и долговечность гидрогенератора, а также сократить затраты на его ремонт.
Формула изобретения
25
Способ сборки статора электрической машины, согласно которому устанавливают корпус на фундамент.
производят временную фиксацию ребер к корпусу, шихтуют неразъемный сердечник в корпусе на ребрах, оп- рессовьшают сердечник, нагревают
его-И фиксируют ребра с корпусом, отлич ающийс я тем, что, с целью повышения надежности и снижения трудоемкости изготовления электрических машин перед временной
фиксацией ребер к корпусу, на корпусе закрепляют накладки с гнездами, внутренние поверхности которых расположены под углом одна к другой, затем ребра устанавливают в гнезда
с прилеганием их к поверхностям, расположенным под углом, а после нагрева в зазоры между поверхностями ребер и гнезд накладок устанавливают прокладки. .
Фиг. I
ВидА
Фиг. 2
0w.3.J
Фиг.1
ЭОООдсцяуд
