Изобретение относится к электромашиностроению, в частности к технологическому оборудованию для пропитки и заливки электротехнических изделий. Цель изобретения - повышение производительности и улучшение качества путем обеспечения заливки составами с малой жизнеспособностью.
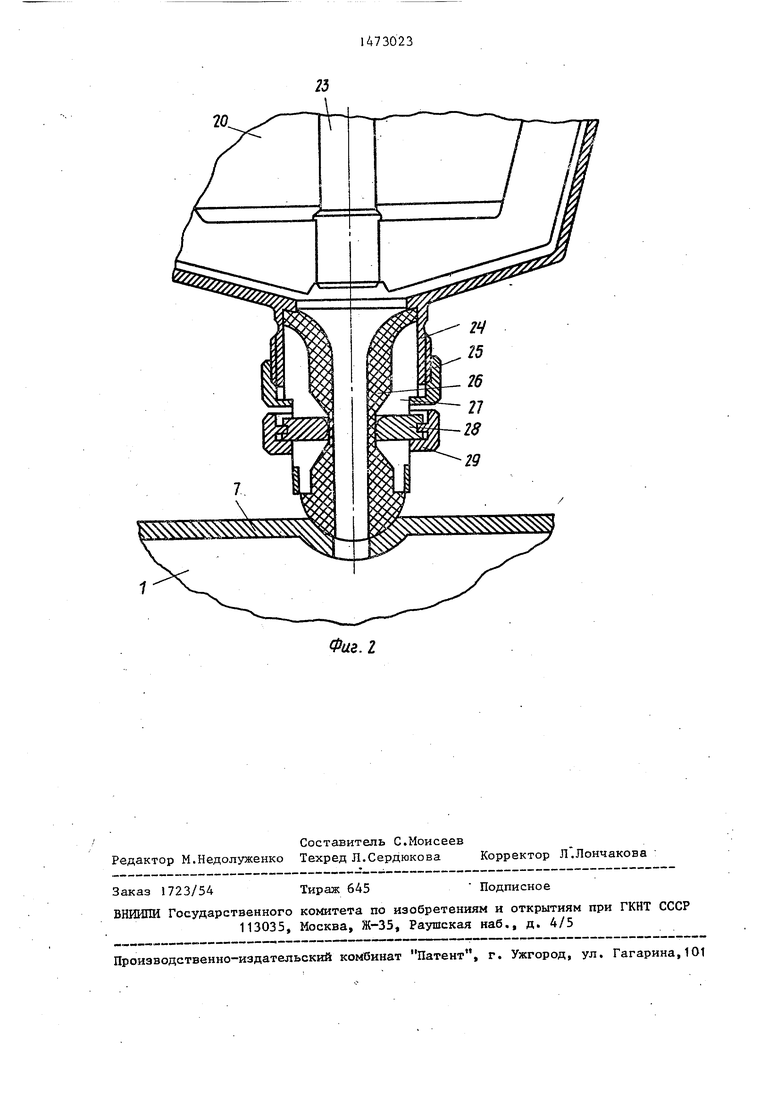
На фиг.1 изображена установка, общий вид; на фиг.2 - сливное устройство, разрез.
Установка содержит заливочную емкость 1, установленную жестко в станине 2. В станине выполнены пазы 3 для установки дополнительных заливочных емкостей. В нижней части заливочной емкости укреплен вакуумный сальник 4 вала привода 5 стола 6. В верхней части заливочной емкости укреплена крьшка 7 с возможностью загрузки через верхнюю часть электротехнических изделий 8 на стол 6. В крышке выполнено шаровое гнездо 9 с отверстием. В станине 2 закреплена вертикальная штанга 10 с отсчетной шкалой 11. На штанге с возможностью вертикального перемещения установлен ползун 12 с указателем 13 перемеще- ния с установленной на ползуне зубчатой рейкой 14, соединенной с первым его концом. Зубья рейки входят в зацепление с зубьями червяка 15, с которым посредством редуктора 16 соединена выходная ось двигателя 17. Второй конец ползуна 12 соединен с осью 18. Кронштейн 19, жестко соединенный с основной 20 и дополнительной 21 смесительными емкостями, выполнен с отверстием, в которое , дит ось 18. Смесительные емкости имеют возможность вращения вокруг этой оси. Верхняя часть смесительных емкостей 20 и 21 имеет крьш1ку 22 для загрузки, в которой выполнено отверстие для установки вакуумного сальника вала мешалки 23. Наконечник вала снабжен рабочими лoдacтя м мешалки, а с валом соединен привод электродвгателя (не показан). В нижней части смесительной емкости выполнена цилиндрическая часть 24, являющаяся держателем сливного устройства. На резьбовую часть держателя 24 навинч на гайка 25. Сливное устройство состоит из упругого ниппеля 26 и. обойм 27, которая охватывает боковую по- верхность ниппеля. Одним концом ниппель закреплен в посадочном отверс 0
5
0
25
30
35
40
45
тии держателя 24 совместно с обоймой с помощью упомянутой гайки, навинченной на держатель, а другой конец выполнен в виде шарового наконечника с возможностью вхождения в упомянутое шаровое гнездо 9, выполненное в крьш1ке 7 заливочной емкости 1 . Механизм перекрытия сливного устройства состоит из кулачков 28, установленных в окнах, выполненных в средней части стенки упомянутой обоймы 27 и кольца 29. Кольцо имеет возможность вращения и охватывает кулачки. Внутренняя поверхность кольца 29 имеет форму цилиндрических спиралей с возможностью их взаимодействия с упомянутыми кулч1чками, упирающимися в боковую поверхность упругого ниппеля 26. Заливочная и смесительные емкости соединены с вакуумной системой 30 посредством .трубопроводов 31 и вакуумных вентилей 32-34. Заливочная емкость сбазирована своим отверстием по отношению к окружности, описанной- центрами обойм 27 вокруг центра отг- верстия, выполненного в кронштейне 19, с помощью регулируемой детали 35 (для заливочной емкости).
Устройство работает следующим образом.
Вращая кольцо 29 вокруг его оси по часовой стрелке, обеспечивают взаимодействие внутренних поверхностей кольца с кулачками 28. Эти кулачки, перемещаясь радиально в окнах, выполненных в средней части стенки обоймы 27, пережимают упругий ниппель 26 в его средней части. При повороте кольца 29 на заданный угол происходит герметизация сливного устройства основной или дополнительной смесительных емкостей. Компаунды, имеющие различные физико-механические свойства, приготовляют в основной и дополнительной смеси тельных емкостях 20 и 21. В процессе вакуу.мирования смесительных емкостей закрывают крьш1ки 22 емкостей 20 и 21, предварительно загрузив их составными частями компаундов. Конструкция крьш1ек 22 обеспечивает герметичность емкостей 20 и 21. Включают вакуумную систему 30 и открьшают вентили 32 и 33,обеспечивая вакуумирование основной и дополнительной емкостей. Включают обогрев этих емкостей. После подогрева компаунда в емкостях включают привод вращения валов мешалок 23. В проЦес50
55
се приготовления компаунда следят за остаточным давлением в смесительных емкостях и температурой, снимаемьк термопарами и вакуумметрами (не показаны) . В процессе приготовления компаундов остаточное давление в каждой из емкостей поддерживают в таких пределах, которые являются оптимальными для- данного вида компаунда и обеспечивают наилучшее качество заливки.
После окончания процесса приготовления компаундов приступают к его заливке .
Для осуществления заливки предварительно базируют заливочную емкость ио отношению к окружности, описанной центрами обойм 27, вокруг центра отверстия, выполненного в кронштейне 19 с помощью детали 35, регулируя эту деталь таким образом, чтобы центры обойм совпадали с центром шарового гнезда 9, выполненного в крышке 7 заливочной емкости 1, поворачивая смесительную емкость вокруг оси 18. Совмещают вертикальную ось шарового наконечника упругого ниппеля 25 с осью шарового гнезда. Эту операцию проводят в отношении той смесительной емкости, которая содержит первый полимеризующийся компаунд, фиксируя эту емкость с помощью устройства фиксации, установленного на кронштейне . 19 (не показано). Затем включают двигатель 17, который через редуктор 16 приводит во червяк 15. Зубья этого червяка, взаимодействуя с зубьями рейки 14, приводят в прямолинейное движение ползун 12, который перемещается по вертикальной штанге 10 вниз. Величина вертикального перемещения задается и фиксируется с. помощью отсчетной шкалы 11 и указателя перемещений 13. Шаровой наконечник упругого ниппеля 26 входит в шаровое гнездо 9 на заданную глубину, обеспечивая герметичность стыка за счет равномерного по окружности шарового гнезда сопряжения шаровых наконечников и гнезда, осуществимого благодаря упомянутому базированию заливочной емкости. Степень герметичности задается величиной обжатия парового наконечника, причем чем вьш1е требуемая герметичность (задаваемая требуемой величиной остаточного давления, характерной для компаунда с заданными физико-механическими характеристиками) , тем на большую величину Д9Л0
5
0
5
0
35
40
45
50
55
жен переместиться указатель относительно отсчетной шкапы. По достиже- i НИИ заданной величины обжатия двигатель 17 выключают и включают вакууми- ров5ние изделий в заливочной емкости, установленных на вращающийся стол 6, до заданной величины. С помощью привода 5 осуществляют поворот стола 6 таким образом, чтобы ось цилиндрического отверстия, выполненного в шаро- ровом гнезде 9, располагалась вертикально над изделием, подлежащим заливке.
Формирование струи заливочного компаунда требуемых размеров, зависящих от физико-механических характеристик вязкости т.п. производят следующим образом.
Вращают кольцо 29 против часовой стрелки на заданный угол, тем самым создавая заданное сечение канала, выполненного в ниппеле, в зависимости от физико-механических характеристик компаунда. При этом происходит перетекание жидкого компаунда из смесительной емкости через ниппель в объем изделия, установленного на вращающемся столе 6 вн утри заливочной емкости. При этом кулачки 28 под действием сил упругости ниппеля 26 перемещаются радиально наружу в окнах, выполненных в стенке обоймы 27, поскольку для их перемещения наружу освобождается пространство между ними и поверхностями цилиндрических спиралей, выполненных на внутренней поверхности кольца при поворота последнего против часовой стрелки Наружное давление окружающего установку воздуха не оказывает влияние на способность упругого ниппеля восстанавливать первоначальную форму после прекращения воздействия на него уси- ЛИЯ кулачков, поскольку на внутреннюю поверхность ниппеля действует давление столба компаунда, находящегося в смесительной емкости, сложенное с остаточным давлением в смеси-. тельной емкости, что превьш1ает давление окружающего ниппель наружного воздуха которое к тому же распространяется на ограниченной поверхности, равной суммарной площади окон, выполненных в обойме.
Закончив заливку первого изделия первым компаундом, переходят к запивке второго изделия. Для этого вращают с помощью привода 5 стол 6 до совпадения цилиндрического отверстия, выпрлненного в шаровом гнезде 9, с последуюгщм изделием, установленным на упомянутом столе. После заливки группы изделий первым компаундом производят их заливку вторым компаундом, находящимся в дополнительной емкости. Для этого, вращая кольцо 29 по часовой стрелке, заставляют кулачки 28 сходиться радиально внутрь до полного обжатия ими средней части ниппеля 26. Затем включают электродвигатель 17 в режим вращения его в сторону, Проч-ивоположную его вращению при обжатии шарового наконечника ниппеля 26 шаро.вым гнездом 9. При этом происходит вертикальное перемещение вверх смесительной емкости 20, а шаровой наконечник упругого ниппеля 26 выходит из шарового гнезда 9 заливочной
ёмкости. Произведя расфиксацию смесительной емкости 20 с помощью механизма, установленного на кронштейне и участвовавшего до этого в процессе фиксации (см. Bbmie), поворачивают дфонштейн 19 со смесительными емкостями вокруг оси 18 таким образом, чтобы вертикальная ось обоймы и ниппеля смесительной емкости 21 совпала с осью шарового гнезда 9 заливочной емкости. Фиксируют заливочную емкост в этом положении. Включают двигатель 17 в режим вращения, обеспечивающий обжатие наконечника ниппеля 26 емкости 2 I . Происходит обжатие этого наконечника и его герметизация усилием, соответствующим требуемой величине остаточного давлешш в заливочной емкости 1 при запивке изделий вторым компаундом. По достижении заданной величины обжатия, (1мксируемой с помощью шкалы 11 и указателя 13, двигатель 17 выключают и с помощью венти- ля 34 включают вакуумнрование издеЛИЙ в заливочной емкости 1, предварительно установленных на вращающемся столе 6 и залитых первым компаундом из смесительной емкости 20. С помощью привода 5 поворачивают стол 6. Формирование струи второго заливоч0
ного компаунда, поступающего из ем- кости 21, производят аналогично формированию струи при заливке изделий первым компаундом из емкости 20. В зависимости от технических требований, предъявляемых к залитым изделиям, от марки и количества компаундов в залитом изделии и т.д. воз- можны другие варианты работы установки, например включающие подведение вакуума одновременно к смесительным и заливочной емкостям.
Использование предлагаемого изоб- 5 ретения позволяет повысить производительность и улучшить качество заливки, так как обеспечивается возможность последовательной заливки электротехнических изделий полимеризую- щимися компаундами с малой жизнеспособностью.
Формула изобретения
5Установка дпя вакуумной пропитки и залнвки электротехнических изделий, содержащая станину, емкость с отверстием дпя заливки, вакуумную систему, смесительные емкости с ме- 0 ханизмами перекрытия и слкв1й.1е устройства дпя подачи заливочного материала, соединенные одним из концов со смесительными емкостями, отличающаяся тем, что, с целью повышения производительности и улучшения качества путем обеспечения- за- . ливки составами с малой жизнеспособностью, установка снабжена закрепленной на станине вертикальной штангой, ползуном с фиксатором положения и кронштейном, ползун установлен на штанге с возможностью перемещения вдоль нее, кронштейн установлен на ползуне с возможностью вращения вок- 45 РУ вертикальной оси, смесительные емкости закреплены на кронштейне, при этом сливные устройства выполнены из упругого материала,а второй конец каждого из них выполнен в виде СП наконечника для герметичного соедиDU
40
нения с емкостью.
20.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для вакуумной пропитки и заливки электротехнических изделий | 1988 |
|
SU1624610A2 |
| Установка для вакуумной пропитки и заливки электротехнических изделий | 1980 |
|
SU1023557A1 |
| Автомат для заливки цоколей источников света | 1984 |
|
SU1262596A1 |
| Установка для заполнения форм эпоксидным компаундом | 1988 |
|
SU1563991A1 |
| Установка для заполнения форм компаундом | 1988 |
|
SU1565706A2 |
| Установка для заполнения форм эпоксидным компаундом | 1988 |
|
SU1599213A1 |
| Установка для заполнения пресс-форм жидким компаундом в вакууме | 1982 |
|
SU1052395A1 |
| Установка для заполнения прессформ жидким компаундом в вакууме | 1980 |
|
SU882754A1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ПРОПИТКИ И ЗАЛИВКИ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1973 |
|
SU364970A1 |
| Устройство для слива горячей жидкости из банок при домашнем консервировании | 1990 |
|
SU1733342A1 |
Изобретение относится к электромашиностроению ,в частности, к технологическому оборудованию для пропитки и заливки электротехнических изделий. Цель изобретения - повышение производительности и улучшение качества путем обеспечения заливки составами с малой жизнеспособностью. Установка содержит заливочную емкость 1, установленную в станине 2. В станине 2 закреплена вертикальная штанга 10. На штанге 10 с возможностью вертикального перемещения установлен ползун 12 с фиксатором положения 13. Кронштейн 19 установлен на ползуне 12 с возможностью вращения вокруг вертикальной оси, смесительные емкости 20, 21 закреплены на кронштейне. Сливные устройства для подачи составов в заливочную емкость 1 выполнены из упругого материала с наконечником на одном конце, предназначенным для герметичного соединения их с заливочной емкостью 1. Предлагаемая установка позволяет повысить производительность и улучшить качество герметизации изделий. 2 ил.
Фи.г
Составитель С.Моисеев Редактор М.Недолуженко Техред Л.Сердюкова Корректор Л.Лончакова
Заказ 1723/54
Тираж 645
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
| Установка для вакуумной пропитки и заливки электротехнических изделий | 1980 |
|
SU1023557A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
