Предлагается устройство для закрепления начала и конца проволоки на поддоне при изготовлении арматурных каркасов для предварительно напряженных железобетонных изделий методом непрерывного армирования.
Предлагаемое устройство обеспечивает надежное закрепление начала и конца проволочной арматуры в одном зажиме.
Для этой цели оно выполнено с порталом, в направляющих которого помещена с возможностью перемещения посредством, например, гидроцилиндра каретка с монтированными на ней гидроцилиндрами, на штоке одного из которых закреплен пуансон в виде гребенки, а па другом вилочный зажим с электродами для отрезки проволоки.
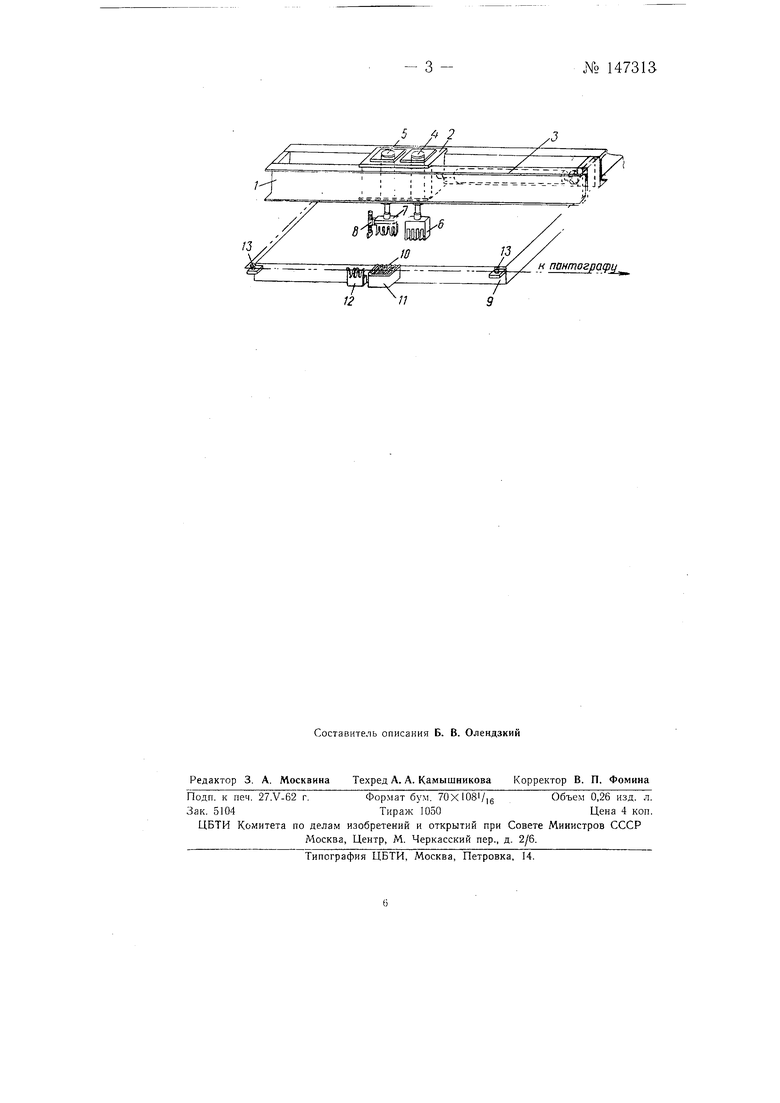
На чертеже изображено предлагаемое устройство. Оно состоит из портала 1, тележки 2, гидроцилиндра 5, с помощью которого двигаются в направляющих портала золотниковая распределительная коробка и гидронасос (последние на чертеже не показаны).
На тележке 2 укреплены гидроцилиндры 4 к 5.
Пуансон 6, имеющий вид гребенки, насажен на шток гидроцилиндра 4, а на щток гидроцилиндра 5 насажен вилочный зажим 7 с электродом 8. Вилочный зажим 7 представляет собой многорожковую вилку с разведенными, как у пилы, зубьями. К поддону 9 приваривается гребенка 10 со щелями // и зажим 12, аналогичный зажиму 7.
На углах поддона 9 устанавливаются конусные щтыри 13. Штыри 13 и вилочный зажим 12 выступают над поверхностью поддона па 10 мм.
Устройство работает следующем образом.
Поддон 9 фиксируется на поворотном столе намоточной машины, причем гребенка JO располагается под вилочным зажимом 7. Конец проволоки от пантографа укладывается на щели 11 гребенки 10 вручную (грузовая клеть при этом должна быть на дне приямка).
№ 147313- 2 Для запрессовки проволоки в 7 необходимо включить гидроцилиндр 5 и опустить включенный зажим 7 на гребенку 10.
После подъема вилочного зажима 7 тележка 2 с помощью гидроцилиндра 3 отойдет в крайнее левое положение, при этом пуансон 6 становится над прорезями зажима 12. Затем включается гидроцилиндр 5, зажим 7 с проволокой опускается и укладывает проволоку в зажим 12.
Для запрессовки проволоки в зажиме 12 пуансон 6 опускается на него с помощью гидроцилиндра 4.
Пуансон 6 остается в зажиме 12 до тех пор, пока не будет произведен подъем и освобождение от проволоки зажима 7. После подъема пуансона 6 производится намотка каркаса (вращение стола осуществляется по часовой стрелке). Последний виток проволоки укладывается по штырям 13.
По окончании намотки и фиксирования поворотной платформы в исходном положении производится закрепление конца намотки арматурного каркаса.
Для закрепления конца намотанного арматурного каркаса включается в работу гидроцилиндр 4. Пуансон 6 опускается и. запрессовывает проволоку в зажиме 12, после чего пуансон 6 поднимается и тележка 2 возвращается в исходное положение.
Отрезка проволоки производится с помощью вилочного зажима 7, который опускается на гребенку 10. Одновременно с этим опускается электрод 8, который нажимает на проволоку, натянутую между зажимами 12 и 7, включается люк и проволока пережигается.
Для закрепления начала намотки на очередном поддоне выше описанная операция повторяется.
Предмет изобретения
Устройство для закрепления проволоки на поддоне при непрерывном армировании, устанавливаемое над платформой поворотного стола намоточной машины, отличающееся тем, что, с целью повышения степени надежности закрепления ее в одном зажиме, оно выполнено с порталом, в направляющих которого помещена с возможностью перемещения посредством, например, гидроцилиндра, каретка с монтированными на ней, например, гидроцилиндрами, на щтоке одного из которых закреплен пуансон в виде гребенки, а на другом вилочный зажим с электродом для отрезки проволоки.
9.V.L
| название | год | авторы | номер документа |
|---|---|---|---|
| Арматурно-намоточная машина | 1986 |
|
SU1395789A1 |
| Автоматический регулятор натяжения и выдачи с бухты проволоки | 1961 |
|
SU141129A1 |
| Установка для заготовки и натяжения арматуры | 1956 |
|
SU113397A1 |
| Устройство для штабелирования слитков | 1959 |
|
SU121376A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| Станок для гнутья арматурных сеток | 1954 |
|
SU102975A1 |
| Устройство для загрузки и выгрузки изделий,преимущественно,электродов | 1974 |
|
SU616514A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СИЛЬФОНОВ | 1990 |
|
RU2019339C1 |
| Станок для навивки арматуры на сердечники железобетонных труб | 1960 |
|
SU137488A1 |