Фиг. 1
Изобретение относится к производству электросварных прямошовных труб и может быть применено на трубосварочных агрегатах.
Целью изобретения является повышение производительности трубоэлектросварочного агрегата путем сокращения времени разделения труб и улучшение качества разделяемых поверхностей.
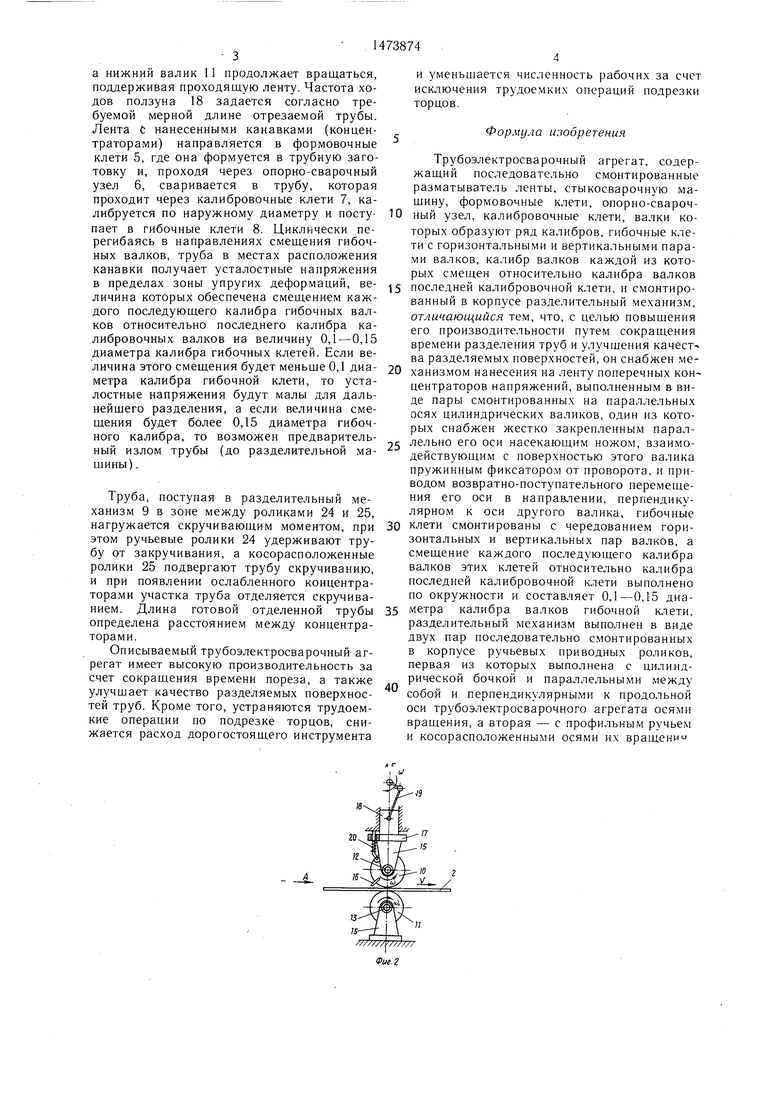
На фиг. 1 представлено схематичное изображение трубоэлектросварочного агрегата, общий вид; на фиг. 2 - механизм нанесения концентраторов напряжений; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разделительный механизм, вид в плане.Трубоэлектросварочный агрегат содержит последовательно установленные в одну линию разматыватель 1 ленты 2, стыко- сварочную машину 3, механизм 4 нанесения на ленту поперечных концентраторов напряжений, формовочные клети 5, опорно- сварочный узел 6, калибровочные клети 7, гибочные клети 8 и разделительный механизм 9.
Механизм 4 нанесения на ленту поперечных концентраторов напряжений выполнен в виде пары цилиндрических валиков 10 и 11, установленных на параллельных осях 12 и 13, которые свободно смонтированы своими концами через подшипники 14 в стойках 15. При этом один из валков, например верхний, имеет жестко закреп- ленный вдоль его оси насекающий нож 16, расположенный под углом 30-35° к вертикальной оси симметрии валика, и направлен в сторону стыкосварочной машины. Ось 12 валика 10 имеет привод возвратно-поступательного перемещения в направле- нии, перпендикулярном к оси 13 другого валика 11. Для перемещения оси 12 с валиком 10 верхняя стойка 15 прикреплена к плите 17, несущей жестко скрепленный с ней ползун 18, приводимый в возвратно-поступательное перемещение через кри- вошипно-щатунный механизм 19 от двигателя (не показан). Для фиксации в заданном положении валика 10, а следовательно, и насекающего ножа 16 в нерабочем положении на наружной поверхности этого валика предусмотрена выемка под стержень пружинного фиксатора 20 от про- ворота валика. Фиксатор установлен на плите 17. Другой валик 11 выполнен с гладкой цилиндрической поверхностью и его ось 13 через подшипники установлена в нижних неподвижных стойках 15.
Калибровочные клети 7 имеют несколько пар последовательно установленных валков, образующих ряд калибров 21. Между калибровочными клетями 7 и разделительным механизмом 9 расположен ряд гибоч- ных клетей 8, обеспечивающих изгибающие усилия на калиброванную трубу с нанесенными на нее перед формовкой концентра
0
о 5
5
0
5
0
торами напряжений. Эти клети установлены с чередованием горизонтальных приводных валков 22 и неприводных валков 23. Гибочные клети размещены так, что калибр, образованный каждой парой валков, смещен по кругу (фиг. 4) относительно калибра 21 валков последней калибровочной клети. Величина смещения h каждого последующего калибра гибочной клети составляет 0,1-0,15 ее диаметра калибра. Указанная величина является оптимальной для получения качественного разделения участков трубы. Величина смещения выбрана на основании экспериментальных данных и зависит от материала получаемой трубы и количества гибочных клетей (чем пластичней материал трубы, тем больше количество клетей и меньше величина смещения). Установленный за последней парой гибочных валков разделительный механизм 9 образован расположенными в его корпусе двумя парами роликов 24 и 25, последовательно размещенными друг за другом на минимально возможном расстоянии. Каждый ролик 24 первой пары этого механизма выполнен с гладким ручьем на наружной поверхности и с горизонтальной осью вращени я. Эти ролики приводные от индивидуальных электродвигателей 26. Каждый ролик 25 второй пары имеет профильный ручей на его наружной поверхности, один относительно другого они развернуты под утлом и выполнены приводными от индивидуальных электродвигателей 27. Величина угла разворота роликов 25 выбрана 90° с целью обеспечения согласования чисел оборотов двигателей 26 и 27.
Трубоэлектросварочный агрегат работает следующим образом.
Исходную ленту 2 с разматывателя 1 направляют в стыкосварочную машину 3, откуда она подающими роликами задается в механизм 4 или же в машине 3 сваривается встык с предыдущей лентой. От механизма измерения длины ленты (не показан) подается команда на включение двигателя привода возвратно-поступательного перемещения валика 10 механизма нанесения на ленту поперечных концентраторов напряжений.
При опускании верхней плиты 17 с валиком 10 в направлении, перпендикулярном к оси валика 11, непрерывно перемещаемая лента зажимается между этими валиками, которые от соприкосновения с перемещаемой лентой начинают синхронно вращаться. При этом насекающий нож 16, вдавливаясь в поверхность ленты, наносит на нее поперечную канавку - концентратор напряжения. При выходе из соприкосновения с лентой насекающего ножа 16 валик 10 фиксируется в исходном положении на расстоянии 2-5 мм от поверхности ленты пружинным фиксатором 20,
а нижний валик 11 продолжает вращаться, поддерживая проходящую ленту. Частота ходов ползуна 18 задается согласно требуемой мерной длине отрезаемой трубы. Лента с нанесенными канавками (концентраторами) направляется в формовочные клети 5, где она формуется в трубную заготовку и, проходя через опорно-сварочный узел 6, сваривается в трубу, которая проходит через калибровочные клети 7, каи уменьшается численность раоочих за счет исключения трудоемких операций подрезки торцов
Формула изобретения
регибаясь в направлениях смещения гибочных валков, труба в местах расположения канавки получает усталостные напряжения
Трубоэлектросварочный агрегат, содержащий последовательно смонтированные разматыватель ленты, стыкосварочную машину, формовочные клети, опорно-сварочлибруется по наружному диаметру и посту 10 ный узел, калибровочные клети, валки копает в гибочные клети 8. Циклически пе-торых образуют ряд калибров, гибочные клети с горизонтальными и вертикальными парами валков, калибр валков каждой из которых смещен относительно калибра валков
в пределах зоны упругих деформаций, ве- 15 последней калибровочной клети, и смонтиро- личина которых обеспечена смещением каж- ванный в корпусе разделительный механизм, дого последующего калибра гибочных вал- отличающийся тем, что, с целью повышения ков относительно последнего калибра ка- его производительности путем сокращения либровочных валков на величину 0,1-0,15 времени разделения труб и улучшения качест- диаметра калибра гибочных клетей. Если ве- ва разделяемых поверхностей он снабжен ме- личина этого смещения будет меньше 0,1 диа- 20 ханизмом нанесения на ленту поперечных кон- метра калибра гибочной клети, то уста- центраторов напряжений, выполненным в ви- лостные напряжения будут малы для даль- де пары СМОНтированны на параллельных нейшего разделения, а если величина сме- осях цилиндрических валиков, один из кото- щения будет более 0,15 диаметра гибоч- рых снабжен жестко закрепленным парал- ного калибра, то возможен предваритель- лельно его оси насекающим ножом, взаимо- ный излом трубы (до разделительной ма- iJ действующим с поверхностью этого валика
шины).
Труба, поступая в разделительный механизм 9 в зоне между роликами 24 и 25,
действующим с поверхностью пружинным фиксатором от проворота. и приводом возвратно-поступательного перемещения его оси в направлении, перпендикулярном к оси другого валика, гибочные
нагружается скручивающим моментом, при 30 клети смонтированы с чередованием гориэтом ручьевые ролики 24 удерживают трубу от закручивания, а косорасположенные ролики 25 подвергают трубу скручиванию, и при появлении ослабленного концентраторами участка труба отделяется скручивазонтальных и вертикальных пар валков, а смещение каждого последующего калибра валков этих клетей относительно калибра последней калибровочной клети выполнено по окружности и составляет 0,1-0,15 дианием. Длина готовой отделенной трубы 35 метра калибра валков гибочной клети.
определена расстоянием между концентра-разделительный механизм выполнен в виде
двух пар последовательно смонтированных в корпусе ручьевых приводных роликов,
торами.
Описываемый Трубоэлектросварочный агрегат имеет высокую производительность за счет сокращения времени пореза, а также улучшает качество разделяемых поверхностей труб. Кроме того, устраняются трудоемкие операции по подрезке торцов, снижается расход дорогостоящего инструмента
40
первая из которых выполнена с цилиндрической бочкой и параллельными между собой и перпендикулярными к продольной оси трубоэлектросварочного агрегата осями вращения, а вторая - с профильным ручьем и косорасположенными осями и вращении
и уменьшается численность раоочих за счет исключения трудоемких операций подрезки торцов
Формула изобретения
последней калибровочной клети, и смонтиро- ванный в корпусе разделительный механизм, отличающийся тем, что, с целью повышения его производительности путем сокращения времени разделения труб и улучшения качест- ва разделяемых поверхностей он снабжен ме- ханизмом нанесения на ленту поперечных кон- центраторов напряжений, выполненным в ви- де пары СМОНтированны на параллельных осях цилиндрических валиков, один из кото- рых снабжен жестко закрепленным парал- лельно его оси насекающим ножом, взаимо- действующим с поверхностью этого валика
действующим с поверхностью пружинным фиксатором от проворота. и приводом возвратно-поступательного перемещения его оси в направлении, перпендикулярном к оси другого валика, гибочные
зонтальных и вертикальных пар валков, а смещение каждого последующего калибра валков этих клетей относительно калибра последней калибровочной клети выполнено по окружности и составляет 0,1-0,15 диа
первая из которых выполнена с цилиндрической бочкой и параллельными между собой и перпендикулярными к продольной оси трубоэлектросварочного агрегата осями вращения, а вторая - с профильным ручьем и косорасположенными осями и вращении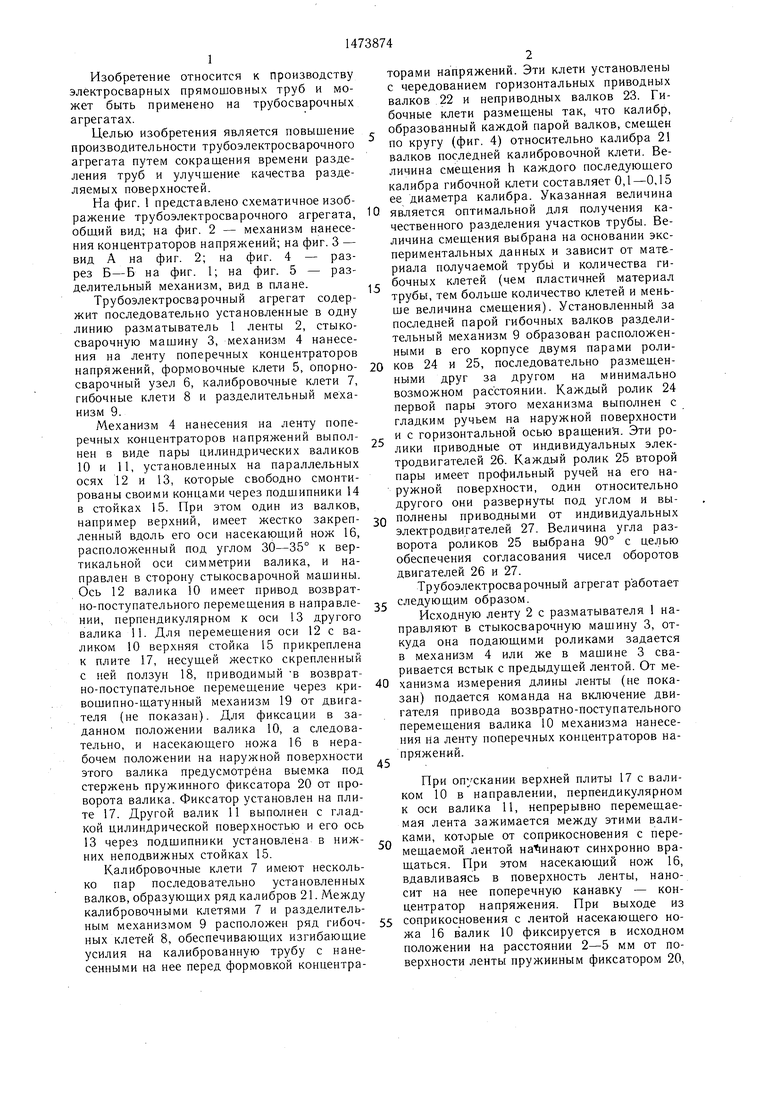
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1995 |
|
RU2088357C1 |
| Непрерывный трубосварочный стан | 1975 |
|
SU639626A1 |
| Стан для производства электросварных труб | 1988 |
|
SU1622052A1 |
| Трубосварочный стан для производства труб в бухтах | 1979 |
|
SU990363A1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТРУБ МАЛОГО И СРЕДНЕГО ДИАМЕТРОВ | 1992 |
|
RU2040989C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006310C1 |
| Протяжной механизм трубосварочного стана | 1979 |
|
SU880546A1 |
| Способ изготовления сварных труб и агрегат для его осуществления | 1989 |
|
SU1648585A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОЭЛЕКТРОСВАРОЧНЫХ АГРЕГАТАХ | 1987 |
|
RU1429410C |
Изобретение относится к производству электросварных прямошовных труб и может быть использовано на трубоэлектросварочных агрегатах. Цель - повышение производительности трубоэлектросварочного агрегата за счет сокращения времени, необходимого для разделения труб, и качества разделяемых поверхностей. Трубоэлектросварочный агрегат снабжен механизмом 4 нанесения на ленту 2 поперечных концентраторов напряжений. Механизм 4 выполнен в виде пары цилиндрических валиков 10 и 11, один из которых имеет насекающий нож 16, взаимодействующий в заданный момент с лентой 2, нанося на нее поперечную насечку (концентратор напряжений). Калибры гибочных клетей 8 смещены последовательно по окружности относительно калибра последней калибровочной клети 7 на величину 0,1-0,15 диаметра калибра валков гибочной клети 8. Это обеспечивает надлом трубы в месте концентратора. Разделительный механизм 9 имеет две пары приводных роликов 24 и 25, которые нагружают крутящим моментом проходящую через него трубу. Вследствие этого она разделяется в месте надлома по поперечной насечке . 5 ил.
- -X
buffA
ФигЗ
26
-тЗ
Горизонталь ноя ось KO/aiSpa калибровочных Валков
Фиг.Ц
Вертикальная ось калидра. калибровочных Валков
27
| Авторское свидетельство СССР № 214486, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Осада Я | |||
| Е, Зинченко А | |||
| С., Круп- ман Ю | |||
| Г и др | |||
| Современные трубные цехи | |||
| - М/ Металлургия, 1977, с 135-142. | |||
