(54) ПРОТЯЖНОЙ МЕХАНИЗМ ТРУБОСВАРОЧНОГО СТАНА

| название | год | авторы | номер документа |
|---|---|---|---|
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| Устройство для изготовления электродов химических источников тока | 1977 |
|
SU729697A1 |
| УСТРОЙСТВО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ВАЛКОВЫХ АГРЕГАТОВ | 2006 |
|
RU2335360C2 |
| СТАН ДЛЯ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2082513C1 |
| Формовочный стан трубоэлектросварочного агрегата | 1987 |
|
SU1417951A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
1
Изобретение относится к трубоэлектросварочному производству, а точнее к производству прямошовных электросварных Tpjr6 и усовершенствованию конструкции трубосварочных станов, в частности механизмов перемещения ленты и тру-, бы через очаг сварки.
Известен протяжной механизм, содержащий блоки двух- и трехвалковых кпетей с калибрамии регулирующими их раствор нажимными устройствами D-l .
Блоки клетей, особенно трюхвалковых, обеспечивают значительное тянущее усилие и достаточную калибровку поперечного сечения. Однако, как правило, вал- . ки при этом выполнены двухопорными, размещены в клетях закрытого типа, осевая регулировка калибров отсутствует, привод калибров весьма сложен.
Наиболее близким к предложенному 5тляется протяжной механизм, содержащий рящ смонтированных в станине двухвалковых клетей с консольно установленными нарабочих валах вапками, нажимч
ных устройств и групповой привод клетей, состоящий из трансмиссионного вала с шестернями 2 .
Недостаткам известного протяжного механизма является искажение поперечнсяо сечения труб с малой устойчивостью поперечного сечения, поскольку двухточечная схема нагружения обуславливает значительные напряжения изгиба в стенке трубы.
10
Цель изобретения - улучшение геометрии труб с малой устойчивостью поперечного сечения и стабилизации соз- даваемог;о тянущего усилия. Цель изобретения достигается тем, что
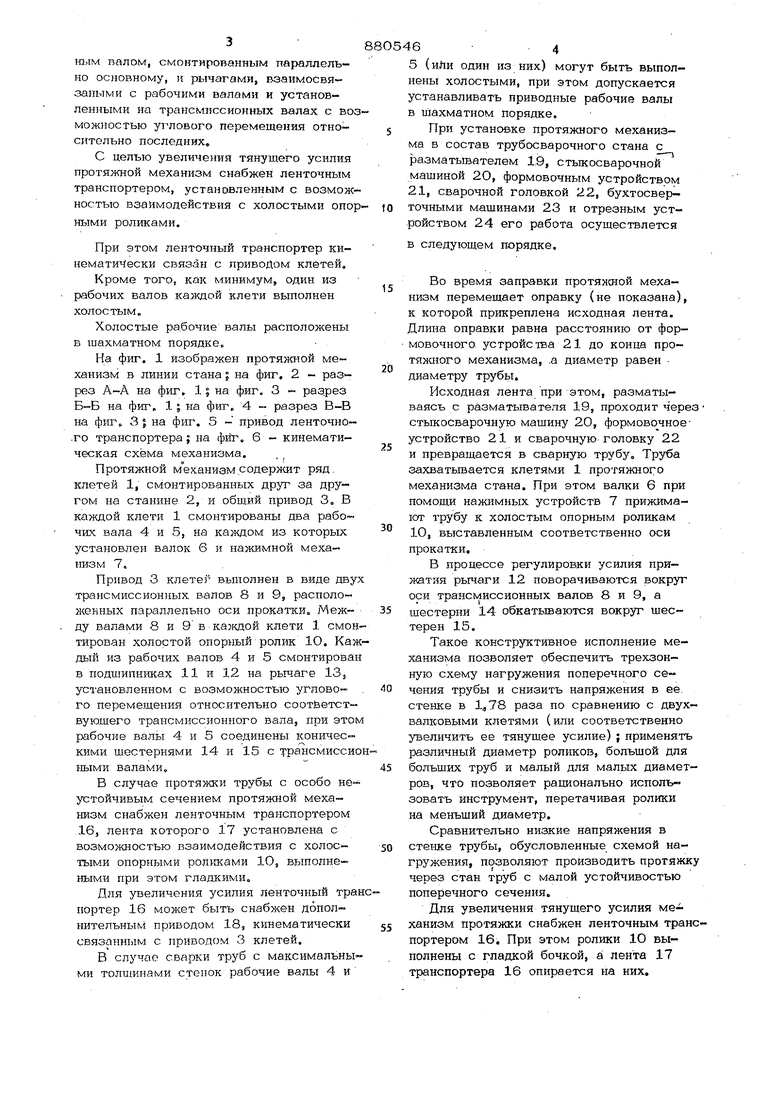
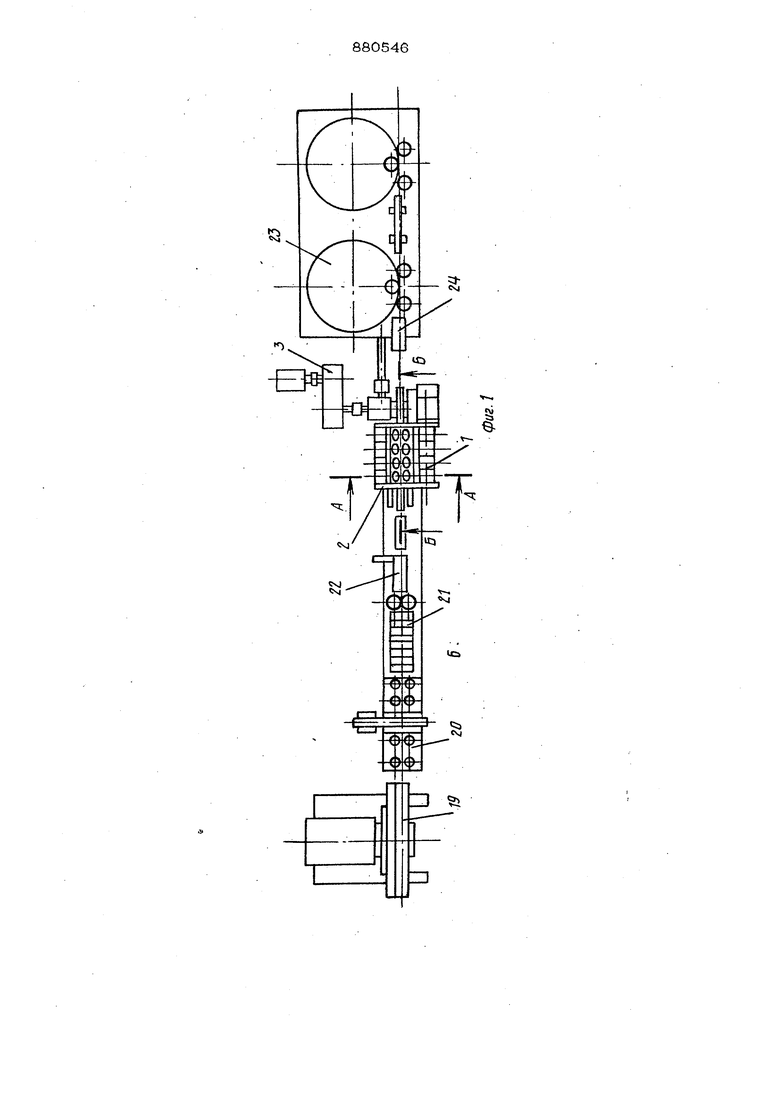
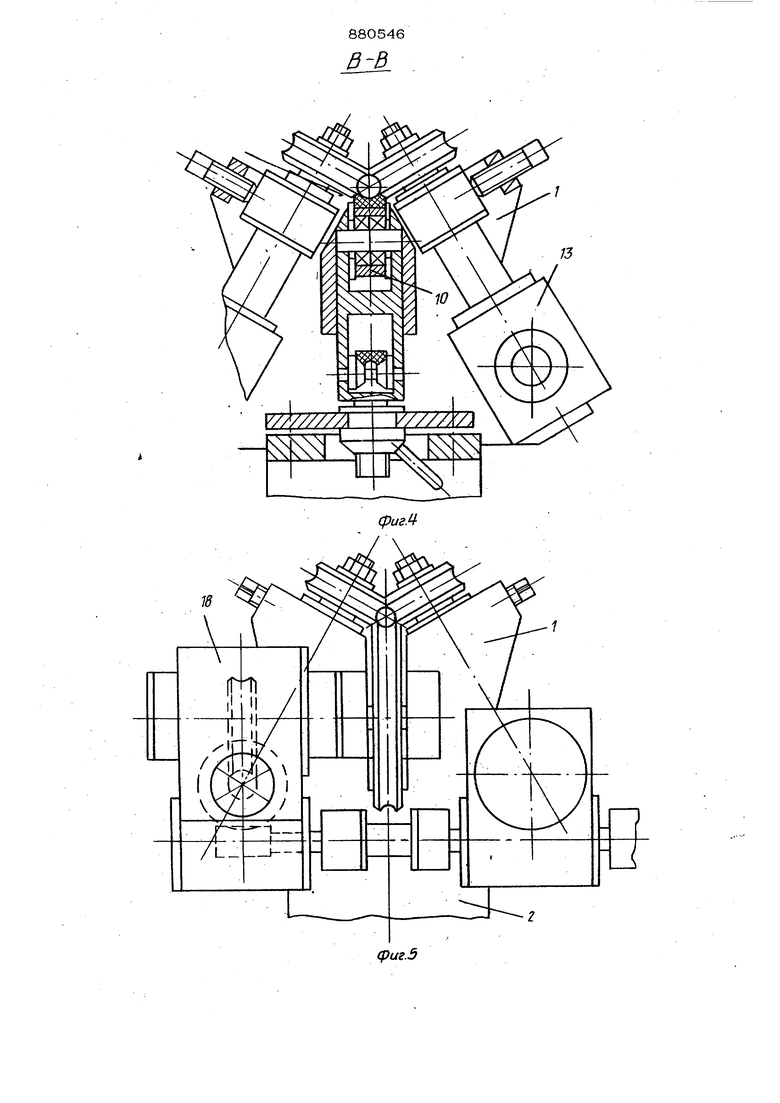
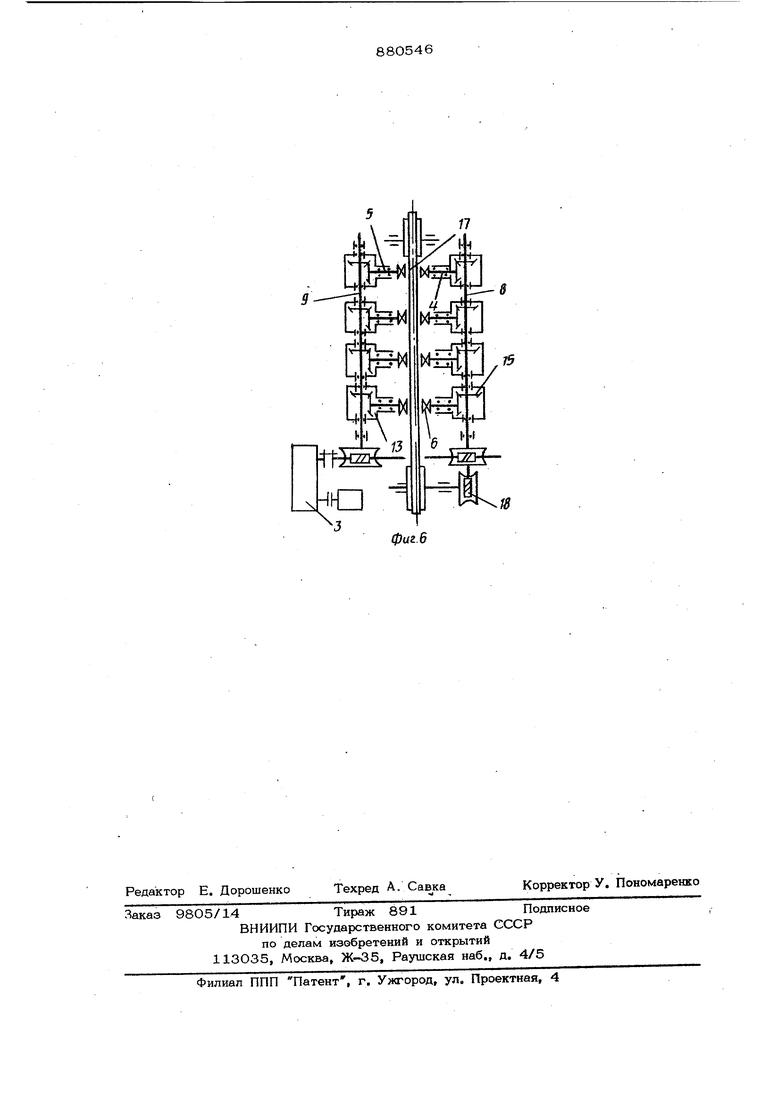
15 протяжной механизм, содержащий ряд смонтированных в станине двухвалковых клетей с консольно установленными на рабочюс валах валками, нажимные устройства и групповой привод клетей, состоя20щий из трансмиссионного вала с шестернями снабжен холостыми опорными роликами, расположенными между рабочими валами, дополнительным трансмисс ион- ным валом, смонтированным пара,плелъно основному, и рычагами, взанмосвя- заными с рабочими валами и установленными на трансмиссионных валах с во можностью углового перемещения относительно последних, С целью увеличения тянущего усилия протяжной механизм снабжен ленточным транспортером, установленным с возмож ностыо взаимодействия с холостыми опо ными роликами. При этом ленточный транспортер кннемати ески связан с приводом клетей. Кроме того, как минимум, один из рабочих валов каждой клети выполнен холостым. Холостые рабочие валы расположены в шахматном порядке. На фиг. 1 изображен протяжной ме ханизм в линии стана | на фиг, 2 - разрез на фиг. 11 на фиг. 3 - разрез Б-Б на фиг, 11 на фиг. 4 - разрез В-В на фиг. 3 J на фиг. 5 - привод ленточно.го транспортера; на фиг. 6 - кинематическая схема механизма. Протяжной механизм содержит ряд. клетей 1, смонтированных друг за другом на станине 2, и общий привод 3. В каждой клети 1 смонтированы два рабочих вала 4 и 5, на катодом из которых установлен валок 6 и нажимной механизм 7, Привод 3 клетеГ- выполнен в в.иде дв трансмиссионных валов 8 и 9, расположенных параллельно оси прокатки. Между валами 8 и 9в каждой клети 1 смо тирован холостой опорный ролик 1О. Ка из рабочих валов 4 и 5 смонтирова в подшипниках 11 и 12 на рычаге 13s установленном с возможностью углового перемещения относительно соотйетст вуюшего трансмиссионного вала, при это рабочие валы 4 и 5 соединены коническими шестернями 14 и 15 с трансмисси ными валами. В случае протяжки трубы с особо не устойчивым сечением протяжной механизм снабжен ленточным транспортером 16, лента которого 17 установлена с возможностью взаимодействия с холостыми опорными рол1жами 10, выполнеными при этом гладкими. Для увеличения усилия ленточный тр портер 16 может быть снабжен дополнительным приводом 18, кинематически связанным с приводом 3 клетей. В случае сварки труб с максимальны ми толишнами стенок рабочие валы 4 и 6. 4 5 (иЛи один из них) могут быть выполнены холостыми, при этом допускается устанавливать приводные рабочие валы в шахматном порядке. При установке протяжного механизма в состав трубосварочного стана с разматывателем 1,9, стыкосварочной машиной 20, формовочным устройством 21, сварочной головкой 22, бухтосверточными машинами 23 и отрезным устройством 24 его работа осуществлется в следующем порядке. Во время заправки протялшой механизм перемещает оправку (не показана), к которой прикреплена исходная лента. Длина оправки равна расстоянию от формовочного устройства 21 до конца протяжного механизма, .а диаметр равен . диаметру трубы. Исходная лента при этом, разматываясь с разматывателя 19, проходит через стыкосварочную машину 20, формовочноеустройство 21 и сварочную головку 22 и превращается в сварную трубу. Труба захватьгаается клетями 1 протяжного механизма стана. При этом валки 6 при помощи нажимных устройств 7 прижимают трубу к холостым опорным роликам 10, выставленным соответственно оси прокатки, В процессе регулировки усилия прижатия рычаги 12 поворачиваются вокруг оси трансмиссионных валов 8 и 9, а шестерни 14 обкатьшаются вокруг щестерен 15. Такое конструктивное исполнение механизма позволяет обеспечить трехзонную схему нагружения поперечного сечения трубы и снизить напряжения в ее. стенке в 1,78 раза по сравнению с двухвалковыми клетями (или соответственно увеличить ее тянущее усилие) ; применять различный диаметр роликов, большой для больших труб и малый для малых диаметров, что позволяет рационально исполь зовать инструмент, перетачивая ролики на меньший диаметр. Сравнительно низкие напряжения в стенке трубы, обусловленные схемой нагружения, позволяют производить протяжку через стан труб с малой устойчивостью поперечного сечения. Для увеличения тянущего усилия механизм протяжки снабжен ленточным транспортером 16, При этом ролики 1О выполнены с гладкой бочкой, а лента 17 транспортера 16 опирается на них. В процессе работы, вследствие налич транспортера 16 улучшается взаимодействие клетей 1, поскольку проскальзывание какого- ибо валков 6 компенсиру ется увеличением натяжения ленты 17 между клетями 1. Для особотонкостенных труб (при оче малой устойчивости поперечного сечения трубы) транспортер 16 приводится от привода 3 клетей, что резко увеличивает тянущее усилие механизма, .а следовательно позволяет уменьшить усилия прижатия валков 6 к трубе. При достаточно устойчивых поперечных сечениях свариваемых труб один из рабочих валов или оба могут быть рассоединены с приводом 3, В этом случае труба перемешается только ленточным транспортером 16. Предложенный механизм позволяет производить сварку труб широкого диапазона толщин стенок и диаметров (с отношением толщины стенки k диаметру 1:200-250 ) из различных материалов (алюминия, латуни, бронзы и т. д.) со сравнительно низкими механическими свойствами. Форм у л а изобрет е н и я 1. Протяжной механизм трубосварочного стана, содержащий ряд смонтированных в станине двухвалковых клетей, с консольно установленными на рабочих валах валками, нажимные устройства и групповой привод клетей, состоящий из трансмиссионного вала с шестернями, отличающийся тем, что, с Целью улучшения геометрии труб с малой устойчивостью поперечного сечения и стабилизашш создаваемого Т5шущего усилия, механизм снабжен холостыми опорньши роликами, расположенными между рабочими валами, дополнительным трансмиссионнь1м валом, смонтированным параллельно основному, и рычагами, взаимосвязанными с рабочими валами и установленными на трансмиссионных валах с возможностью углового перемещения относительно последних, 2.Протяжной механизм по п. 1, о т пичаюшийся тем, что, с целью увеличения тянущего усилия, он снабжен ленточным транспортером, установленным с возможностью взаимодействия с холостыми опорными роликами. 3.Протяжной механизм по пп. 1 и 2, отличающийся тем, что лепточный транспортер кинематически связан с приводом клетей. 4.Протяжной механизм по пп. 1-, от л и ч а ющи йен тем, что как минимум, один из рабочих валов каждой клети выполнен холостым. 5.Протяжной механизм по пп. 1-4, отличающийся тем, что холостые рабочие валы расположены в шахматном порядке. Источники информации, принятые во внимание при экспертизе 1.Анисифоров В. П. и др. Редукционные станы, М., Металлургия, 1971, с. 163-172. 2.Авторское свидетельство СССР № 575819, кл. В 21 С 37/06, 1976 (прототип).
880546
880546
В-В
