1
Изобретение относится к трубному производству, в частности к конструкции трубосварочных ста.нов аргонно-дуговой сварки труб.
Известен трубосварочный стан для производства труб в бухтах, содержащий учас- 5 ток подготовки ленты, включающий магазин рулонов, разматыватель, петлевой стол, стыкосварочное устройство, нагревательные устройства, формовочные и калибровочные клети, сварочную клеть, редукционный ,Q стан, отрезное устройство, проводковую систему, дифференциальные стрелки, задающие мащины, моталки 1.
Недостатком этого стана является необходимость установки после отрезного устройства проводковых систем, дифферен- is циальных стрелок сложной конструкции для разделения потока труб на две моталки, задающих машин, так как только таким набором оборудования может быть обеспечена непрерывность смотки труб в бухты, а это усложняет конструкцию стана.
Наиболее близким к изобретению является трубосварочный стан для производства труб в бухтах, содержащий разматыватель, установленный с возможностью перемещения в направлении, перпендикулярном к оси стана, магазин рулонов, стыкосварочную машину, формовочные, сварочную и тянущие клети, отрезное устройство, бухтосверточное устройство с гибочными роликами, и приемное устройство с параллельно расположенными приемными роликами, при этом гибочные и приемные ролики связаны между собой посредством общего привода 2Ь
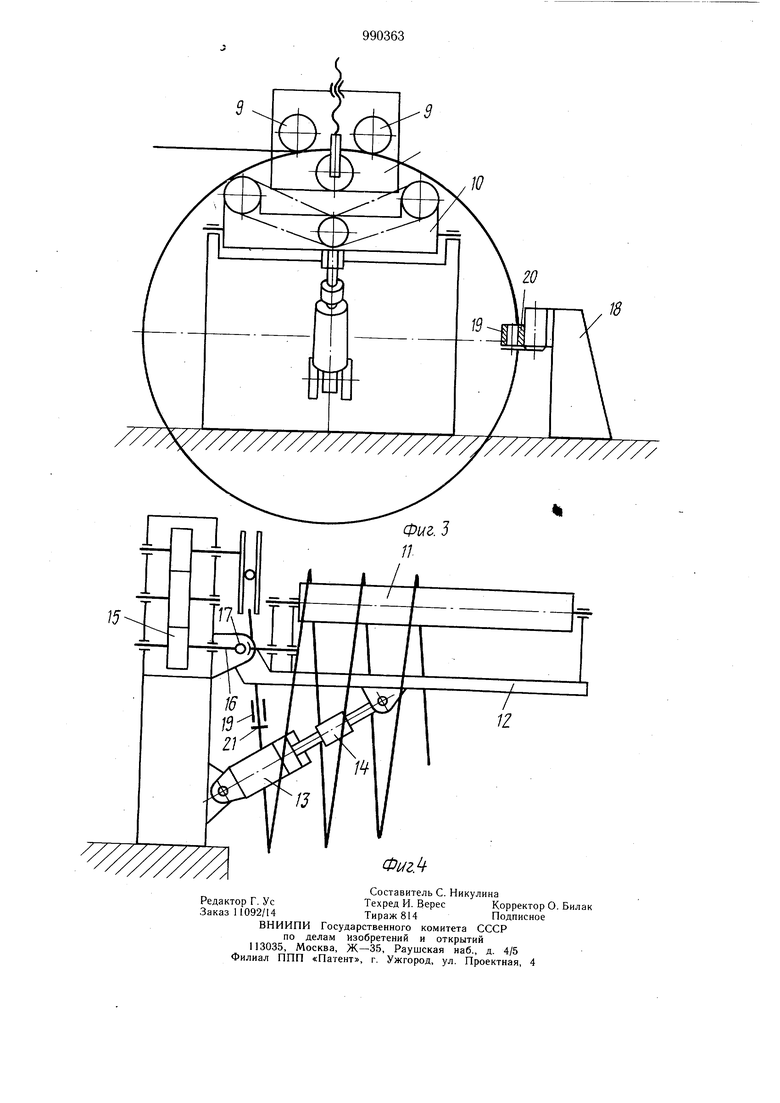
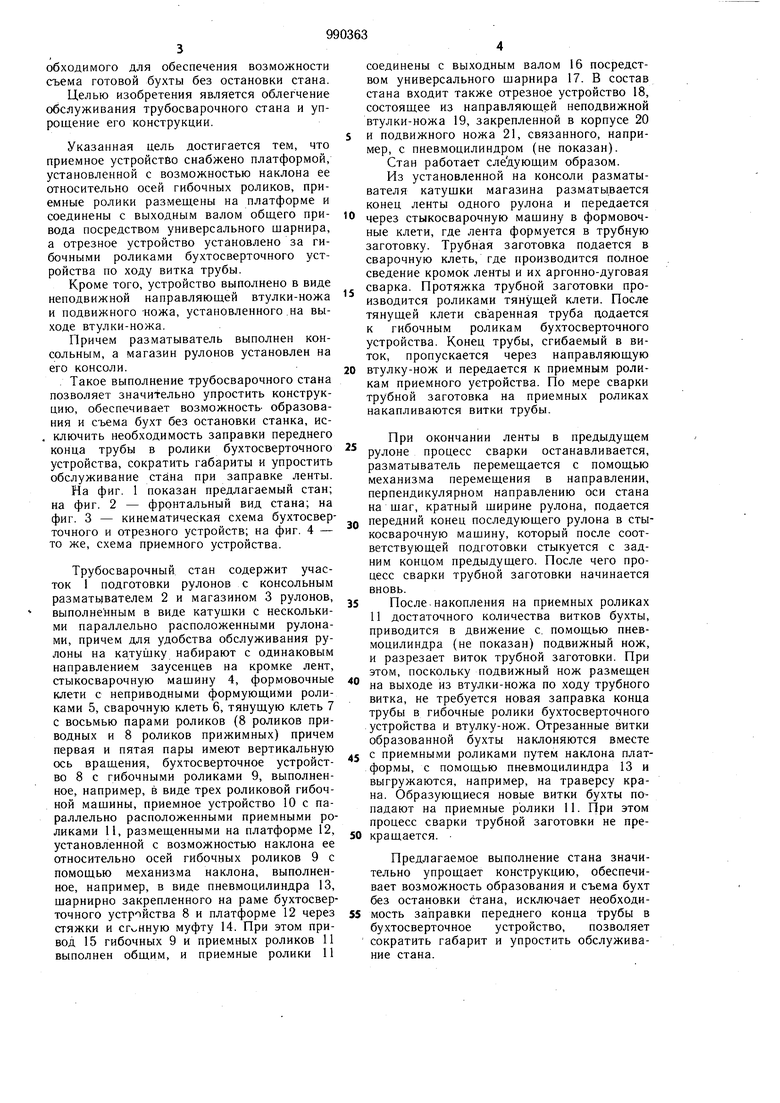
Недостатками известного стана являются сложность конструкции, большие габариты, и неудобство в обслуживании, связанные с тем, что отрезное устройство, установленное перед бухтосверточным, требует снабжения стана дополнительными механизмами, а именно, проводкой, задающими роликами, механизмом управления гибочного ролика, необходимые для направления переднего конца последующей трубы в гибочные ролики, для управления гибочным роликом в момент захода переднего конца последующей трубы в зону гибки, для образования достаточной величины разрыва между передним концом последующей и задним концом предыдущей трубы, свернутой в бухту, необходимого для обеспечения возможности съема готовой бухты без остановки стана. Целью изобретения является облегчение обслуживания трубосварочного стана и упрощение его конструкции. Указанная цель достигается тем, что приемное устройство снабжено платформой, установленной с возможностью наклона ее относительно осей гибочных роликов, приемные ролики размещены на платформе и соединены с выходным валом общего привода посредством универсального щарнира, а отрезное устройство установлено за гибочными роликами бухтосверточного устройства по ходу витка трубы. Кроме того, устройство выполнено в виде неподвижной направляющей втулки-ножа и подвижного -ножа, установленного на выходе втулки-ножа. Причем разматыватель выполнен консольным, а магазин рулонов установлен на его консоли. Такое выполнение трубосварочного стана позволяет значительно упростить конструкцию, обеспечивает возможность- образования и съема бухт без остановки станка, ис, ключить необходимость заправки переднего конца трубы в ролики бухтосверточного устройства, сократить габариты и упростить обслуживание стана при заправке ленты. На фиг. 1 показан предлагаемый стан; на фиг. 2 - фронтальный вид стана; на фиг. 3 - кинематическая схема бухтосверточного и отрезного устройств; на фиг. 4 - то же, схема приемного устройства. Трубосварочный стан содержит участок 1 подготовки рулонов с консольным разматьшателем 2 и магазином 3 рулонов, выполненным в виде катущки с несколькими параллельно расположенными рулонами, причем для удобства обслуживания рулоны на катуилку набирают с одинаковым направлением заусенцев на кромке лент, стыкосварочную машину 4, формовочные клети с неприводными формующими роликами 5, сварочную клеть 6, тянущую клеть 7 с восьмью парами роликов (8 роликов приводных и 8 роликов прижимных) причем первая и пятая пары имеют вертикальную ось вращения, бухтосверточное устройство 8 с гибочными роликами 9, выполненное, например, в виде трех роликовой гибочной машины, приемное устройство 10 с параллельно расположенными приемными роликами 11, размещенными на платформе 12, установленной с возможностью наклона ее относительно осей гибочных роликов 9 с помощью механизма наклона, выполненное, например, в виде пневмоцилиндра 13, щарнирно закрепленного на раме бухтосверточного устройства 8 и платформе 12 через стяжки и сгоНную муфту 14. При этом привод 15 гибочных 9 и приемных роликов 11 выполнен общим, и приемные ролики 11 соединены с выходным валом 16 посредством универсального шарнира 17. В состав стана входит также отрезное устройство 18, состоящее из направляющей неподвижной втулки-ножа 19, закрепленной в корпусе 20 и подвижного ножа 21, связанного, например, с пневмоцилиндром (не показан). Стан работает следующим образом. Из установленной на консоли разматывателя катушки магазина разматывается конец ленты одного рулона и передается через стыкосварочную машину в формовочные клети, где лента формуется в трубную заготовку. Трубная заготовка подается в сварочную клеть, где производится полное сведение кромок ленты и их аргонно-дуговая сварка. Протяжка трубной заготовки производится роликами тянущей клети. После тянущей клети сваренная труба додается к гибочным роликам бухтосверточного устройства. Конец трубы, сгибаемый в виток, пропускается через направляющую втулку-нож и передается к приемным роликам приемного устройства. По мере сварки трубной заготовка на приемных роликах накапливаются витки трубы. При окончании ленты в предыдущем рулоне процесс сварки останавливается, разматыватель перемещается с помощью механизма перемещения в направлении, перпендикулярном направлению оси стана на щаг, кратный ширине рулона, подается передний конец последующего рулона в стыкосварочную машину, который после соответствующей подготовки стыкуется с задним концом предыдущего. После чего процесс сварки трубной заготовки начинается вновь. После накопления на приемных роликах 11 достаточного количества витков бухты, приводится в движение с. помощью пневмоцилиндра (не показан) подвижный нож, и разрезает виток трубной заготовки. При этом, поскольку подвижный нож размещен на выходе из втулки-ножа по ходу трубного витка, не требуется новая заправка конца трубы в гибочные ролики бухтосверточного устройства и втулку-нож. Отрезанные витки образованной бухты наклоняются вместе с приемными роликами путем наклона платформы, с помощью пневмоцилиндра 13 и выгружаются, например, на траверсу крана. Образующиеся новые витки бухты попадают на приемные ролики 11. При этом процесс сварки трубной заготовки не прекращается. Предлагаемое выполнение стана значительно упрощает конструкцию, обеспечивает возможность образования и съема бухт без остановки стана, исключает необходимость заправки переднего конца трубы в бухтосверточное устройство, позволяет сократить габарит и упростить обслуживание стана.
Стан предназначен для производства сварных тонкостенных труб с отношением наружного диаметра свариваемой трубы к толщине стенки и скоростью сварки до 15 м/мин.
Формула изобретения
1. Трубосварочный стан для производства труб в бухтах, содержащий разматыватель, установленный с возможностью перемещения в направлении, перпендикулярном к оси стана, магазин рулонов, стыкосварочную машину, формовочные, сварочную и тянущие клети, отрезное устройство, бухтосвёрточное устройство с гибочными роликами, и приемное устройство с параллельно расположенными приемными рюликами, при этом гибочные и приемные ролики связаны между собой посредством общего привода.
отличающийся тем, что, с целью облегчения обслуживания трубосварочного стана и упрощения его конструкции, приемное устройство снабжено платформой, установленной с возможностью наклона ее относительно осей гибочных роликов, приемные ролики размещены на платформе и соединены с выходным важ)м общего приводапосредством универсального шарнира, а отрезное устройство установлено за гибочными роликами бухтосверточного устройства по
ходу витка трубы.
2. Стан по п. 1, отличающийся тем, что отрезное устройство выполнено в виде неподвижной направляющей втулки-ножа и подвижного ножа, установленного на выходе втулки-нож а.
3. Стан по п. 1, отличающийся тем, что разматыватель выполнен консольным, а магазин рулонов установлен на его консоли.

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия производства труб | 1977 |
|
SU631223A1 |
| Протяжной механизм трубосварочного стана | 1979 |
|
SU880546A1 |
| Непрерывный трубосварочный агрегат | 1975 |
|
SU590033A1 |
| Линия подготовки ленты трубосварочного агрегата | 1980 |
|
SU912320A1 |
| Непрерывный трубосварочный стан | 1975 |
|
SU639626A1 |
| Способ изготовления прямошовных сварных труб и трубосварочный стан для его осуществления | 1977 |
|
SU764766A1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТРУБ МАЛОГО И СРЕДНЕГО ДИАМЕТРОВ | 1992 |
|
RU2040989C1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| Загрузочное устройство | 1977 |
|
SU722630A1 |
| Моталка для бунтов с вертикальной осью | 1986 |
|
SU1323158A1 |