иовленных со смещением одна относительно другой вдоль оси формовки, что вздет к увеличению производственкой площадя.
Целью изобретения является сокращение производственных площадей, занимаемых станом.
Указанная цель достигается тем, что трубосварочные устаисвлены в общем кориусе таким образом, что оси обжимных роликов расиоложены в одной плоскости, а каждый из роликов установлен с возможностью взаимодействия по ребордам с роликом соседней пары, при этом на корпусе установлены два опорных катка, каждый из которых укреплен с возможностью взаимодействия с ребордами крайних роликов.
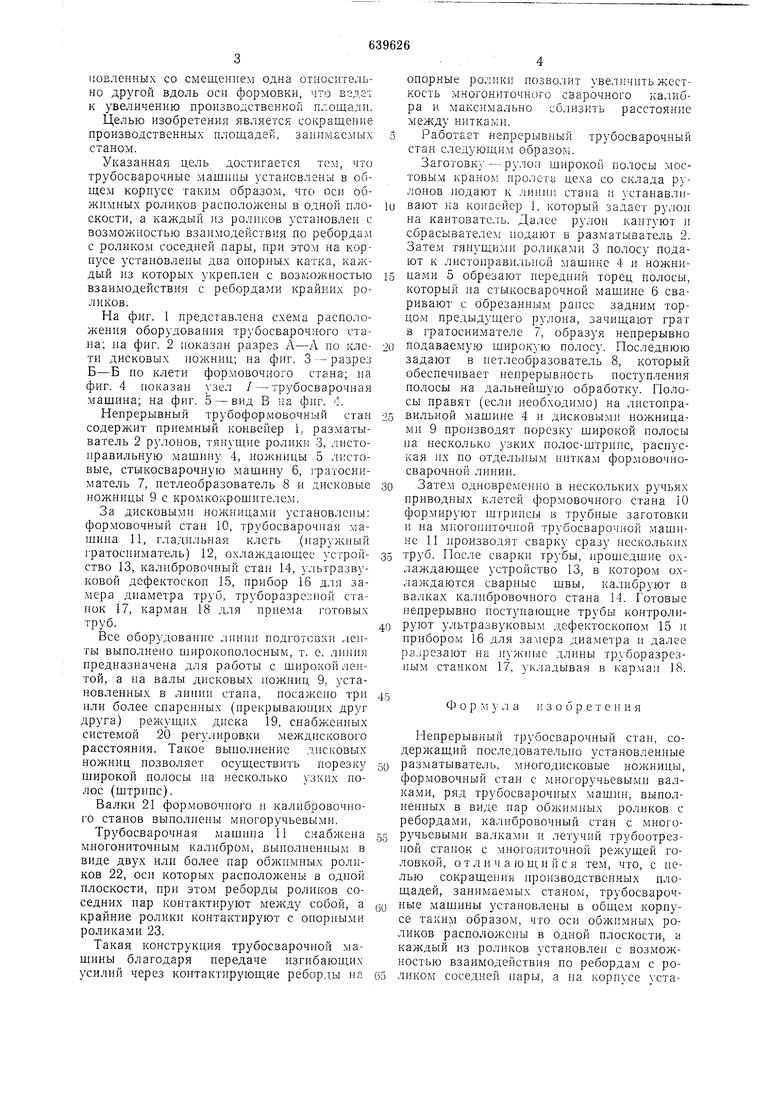
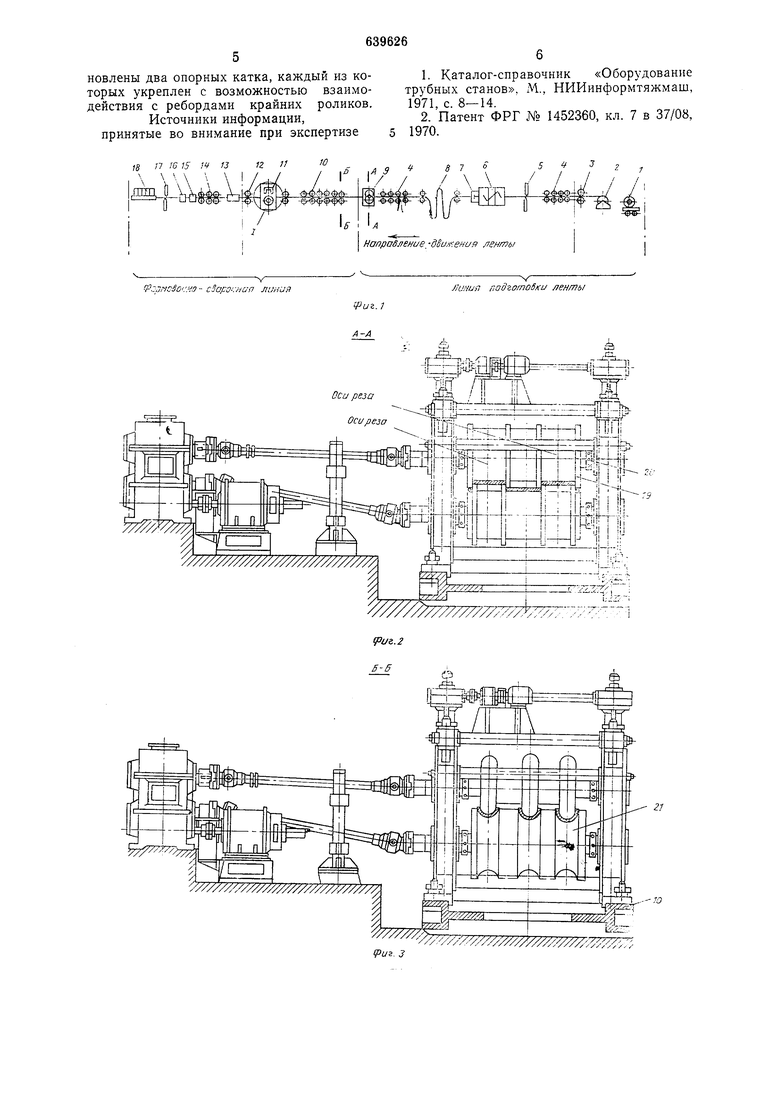
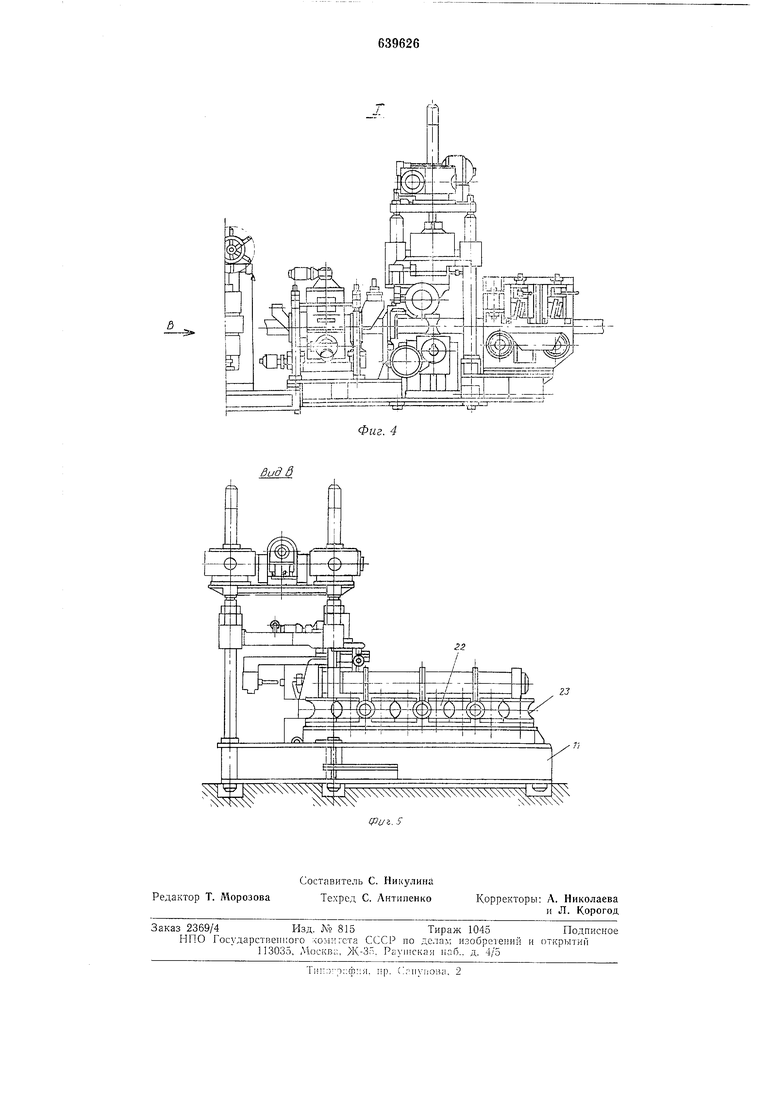
На фиг. 1 представлена схема расположения оборудования трубосварочного стана; на фиг. 2 показан разрез А-А по клетп дисковых ножниц; на фиг. 3--разрез Б-Б по клети формовочного стана; иа фиг. 4 показан узел / - трубосварочная машина; на фиг. 5 - вид В иа фиг. 4.
Непрерывный трубоформовочный стан содержит приемный конвейер 1, разматыватель 2 рулоиов, тянущие ролики 3, листоиравильную мащииу 4, ножницы 5 листовые, стыкосварочную машину 6, фатосииматель 7, петлеобразователь 8 и дисковые ножницы 9 с кромкокрошителем.
За дисковыми ножницами установлены: формовочный стан 10, трубосварочная мащина 11, гладильная клеть (наружный гратосниматель) 12, охлаждающее устройство 13, калибровочный стаи 14, ультразвуковой дефектоскоп 15, прибор 16 для замера диаметра труб, труборазрезной станок 17, карман 18 для приема готовых труб.
Все оборудование .тинии подготсвии ленты выполнено широкополосным, т. е. предназначена для работы с широкой лентой, а иа валы дисковых иожниц 9, установленных в линии стаиа, посажеио три или более спареиных (ирекрываюи их друг друга) ренчущих диска 19, снабл енных системой 20 регулировки междпскового расстояния. Такое выполнение дисковых ножниц позволяет осуществить иорезку широкой полосы иа несколько узких полос (штрппс).
Валки 21 формовочного и калибровочного стапов выполнены миогоручьевыми.
Трубосварочная мащина 11 снабжена многониточпым калибром, выиолиенным в виде двух или более пар обжпмиых роликов 22, оси которых расположены в одной плоскости, при этом реборды роликов соседних пар контактируют между собой, а крайние ролики контактируют с опорными роликами 23.
Такая конструкция трубосварочной мащины благодаря передаче изгибающих усилий через контактирующие реборды на
оиорные ролики нозволит увеличнть жесткость многониточного сварочного калибра и максимально сблизить расстояние между нитками.
Работает непрерывный трубосварочный стан следующим образом.
Заготовку - рулой широкой полосы .мостовым краном пролета цеха со склада рулоиов подают к ЛИН1И1 стаиа и устанавливают на конвейер 1, который задает рулой на кантователь. Далее рулон кантуют н сбрасывателем иодают в разматыватель 2. Затем тяиущими роликами 3 иолосу подают к листоиравильной мащине 4 и ножницами 5 обрезают передний торец полосы, который на стыкосварочной мащине 6 сваривают с обрезанным раиее задпим торцом предыдущего рулона, зачищают грат в гратоснимателе 7, образуя непрерывно подаваемую широкую полосу. Последнюю задают в иетлеобразователь 8, который обеспечивает непрерывность иостуилеипя полосы иа дальиейшую обработку. Полосы правят (если иеобходимо) иа листоправильной машине 4 и дисковыми ножницами 9 производят иорезку широкой полосы иа несколько узких полос-штрипс, распуская пх по отдельным ниткам фор.мовочиосварочной линии.
Затем одиовременно в нескольких ручьях приводиых клетей формовочного стаиа 10 формируют штриисы в трубные заготовки и на МНОГО1И1ТОЧНОЙ трубосварочной .машине 11 производят сварку сразу иескольких труб. После сварки трубы, прошедшие охлаждающее устройство 13, в котором охлаждаются свариые швы, калибруют в валках калибровочного стана 14. Готовые непрерывно поступающие трубы контролируют ультразвуковым дефектоскопо.м 15 и прибором 16 для замера диаметра и далее разрезают на пужшле длины труборазрезным станком 17, укладывая в кармаи 18.
Фор м у л а и 3 о б р е т е I и я
Непрерывный трубосварочиый стаи, содержащий иоследовательно установленные разматыватель, миогодисковые ножницы, формоБочиый стан с многоручьевыми валками, ряд трубосварочных машин, выполнеииых в виде пар облхимных роликов с ребордами, калибровочиый стан с многоручьевыми валками и летучий трубоотрезиой стаиок с миогониточной режущей головкой, отличающийся тем, что, с иелью сокраще}1ия иромзводственных площадей, занимаемых станом, трубосварочные маишны установлены в общем кориусе таким образом, что оси обжимных роликов расположены в одной плоскости, а каждый из роликов установлен с возможностью взаимодействия по ребордам с роликом соседней иары, а на корпусе уста-Л. ..
действия с ребордами крайних роликов. п.ент ФРГ № 1452360, кл. 7 в 37/08,
Источники информации,
принятые во внимание при экспертизе 5 1У/и ,д/ Л- |у ; / / /,./
jiyiHSBНап/завление, -дбикенид /7ентб1
Лини, подготовки ленты
Vuz.l А-А
-ШФавэ-- ---€±5|1S I
z::JRlj
щ .f
toi b iJtrOzljJS IH riirI - Sn т 1
: I I itr- ziy///// W7777777..
ш--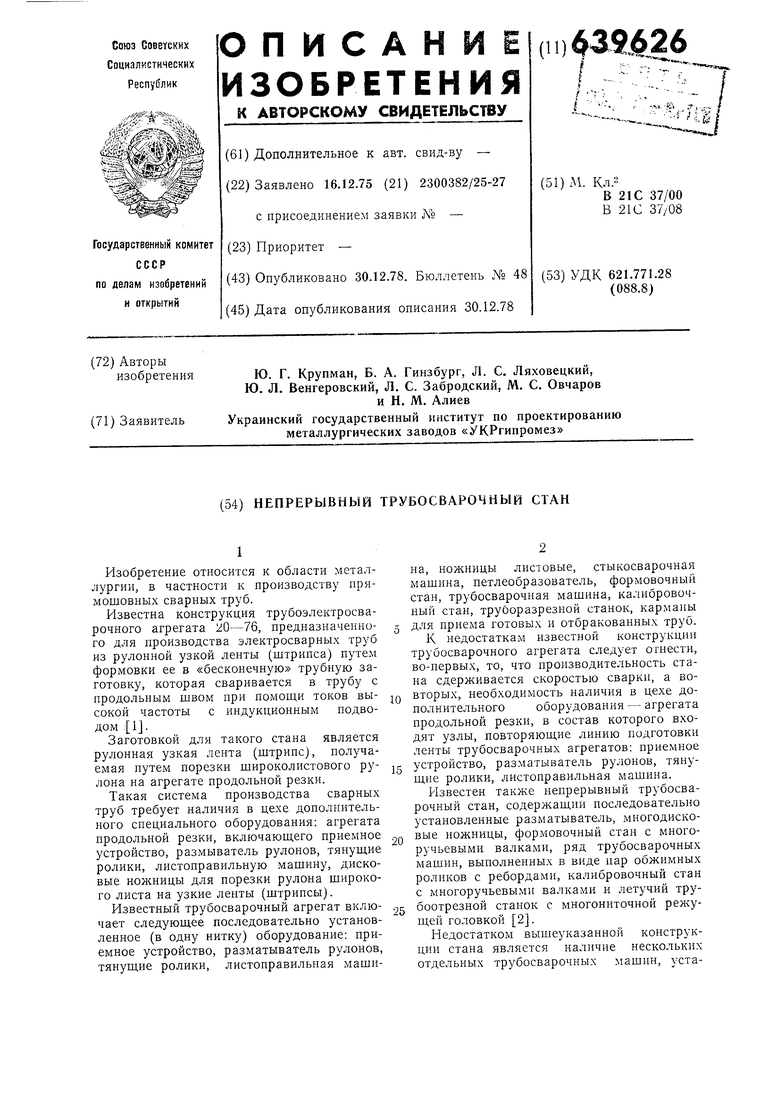
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный трубосварочный агрегат | 1975 |
|
SU590033A1 |
| Механизированная линия для изготовления электросварных труб | 1979 |
|
SU1808436A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| Трубоэлектросварочный стан | 1977 |
|
SU682304A1 |
| Способ изготовления прямошовных сварных труб и трубосварочный стан для его осуществления | 1977 |
|
SU764766A1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТРУБ МАЛОГО И СРЕДНЕГО ДИАМЕТРОВ | 1992 |
|
RU2040989C1 |
| Агрегат для изготовления сварных труб из узких полос | 1982 |
|
SU1112633A1 |
| Трубосварочный стан для производства труб в бухтах | 1979 |
|
SU990363A1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| Устройство для травления прокатанной стальной полосы и листа | 1961 |
|
SU143295A1 |
23
