(54) УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ
1.
Изобретейие относится к оборудованию для изготовления бетонных и железобетонных объемных изделий и может быть использовано в промышленности строительных материалов.
Известны установки для изготовления объемных элементов, включающие подъемно-опускную платформу (раму) с приводом для вертикального ее перемещения, синхронизирующее устройство для перемещения платформы со щитами и изделием, вибровозбудители и неподвижный сердечник 1.
Н едостатком таких установок является сложное и ненадежное устройство синхронизации при распалубке изделия с неподвижного сердечника, обусловленное постоянным растягиванием цепей синхронизирующего устройства, расстраивающим синхронность вертикального перемещения платформы или их разрыв, а также поглощением значительной -мощности привода подъема платформы, затрачиваемой на работу синхронизирующего устройства.
Наиболее близкой к изобретению по технинической сущности и достигаемому резульЭЛЕМЕНТОВ
тату является установка для формования объемных элементов, включающая подъемно-опускную платформу, щарнирно соединенную с наружными щитами, связанными также щарнирно с тягами для взаимодейS ствия с элементами обслуживающей конструкции и с установленным на основании механизмом выпрессовки, выполненным в виде щарнирно прикрепленных к платформе посредством кронщтейнов двуплечих рыча,(j гов, одни койцы которых выполнены с роликами, а другие - щарнирно соединены между собой и размещены в вилке, при этом внещние концы рычагов с роликами свободно установлены на опорах, а внутренние - посредством вилки взаимодействуют с при15 водом 2.
Недостатком такой установки является то, что аодъем платформы со щитами и изделием относительно неподвижного сердечника обеспечивается наклонными тягами, 20 что требует выполнение сложного и дорогостоящего фундамента, усложняющего обслуживание установки при эксплуатации (осмотре, чистке, ремонте и т.д.), и значительных площадей при его выполнении.
Кроме того, при распалубке на изделиях появляются трещины, а иногда и неисправимый брак.
Цель изобретения - улучшение качества изделий и условий эксплуатации.
Для достижения этой цели в установке для формования объемных элементов, включающей подъемно-опускную платформу, шарнирйо соединенную с наружными щитами, связанными шарнирно с тягами для взаимодействия с элементами обслуживающей конструкции и с установленным на основании механизмом выпрессовки, выполненным в виде шарнирно закрепленных к платформе посредством кронштейнов двуплечих рычагов, внешние концы, которых выполнены с роликами, а внутренние - шарнирно соединены между собой и размещены в вилке, при этом внешние концы рычагов с роликами свободно установлены на опорах, а внутренние - посредством вилки взаимодействуют с приводом, механизм выпрессовки установки снабжен Направляющими и роликами, при этом направляющие установлены с внутренних сторон опор, ролики попарно расположены на кронштейнах и взаимодействуют с направляющими, при этом верхние из них связаны с шарниром двуплечих рычагов, а привод соединен с вилкой посредством синхронизирующего устройства.
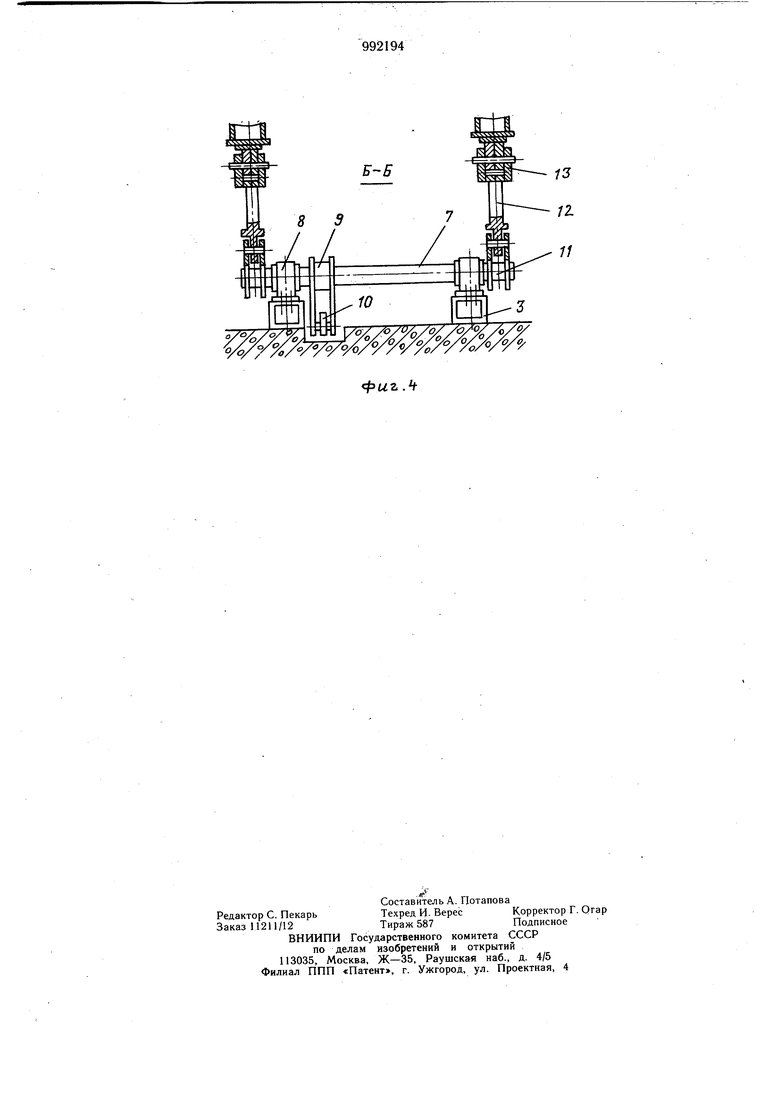
Кроме того, синхронизирующее устройство выполнено в виде свободно установленного на основании вала, на концах которого установлены тяги, щарнирно связанные со штангами, прикрепленными к вилкам, при этом привод шарнирао соединен с валом посредством рычага.
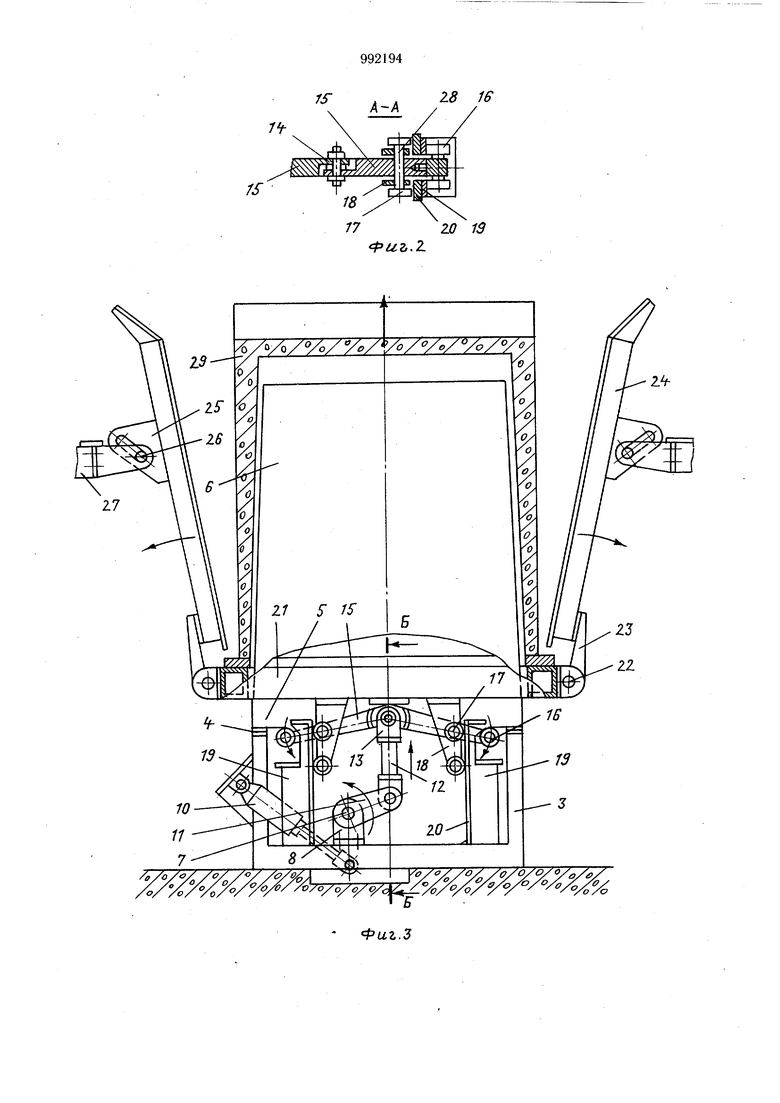
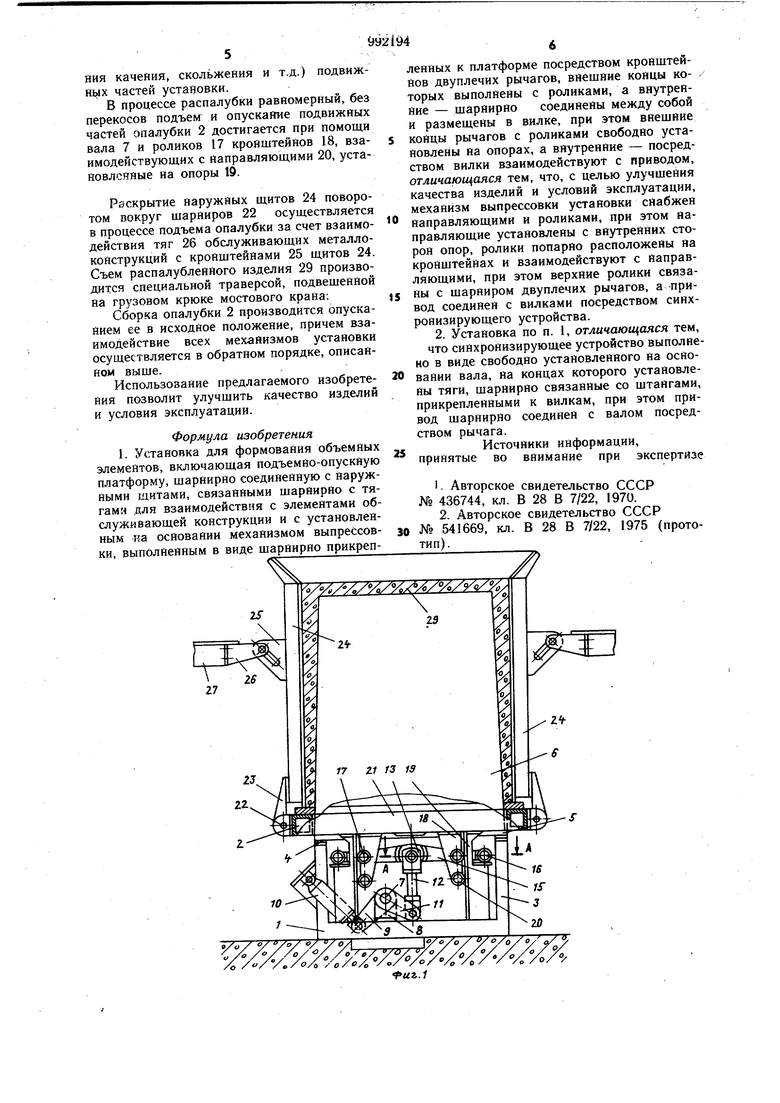
На фиг. 1 показана предлагаемая установка, общий вид; на фиг. 2 - разрез А-А на фиг. 1 (показано устройство двуплечих рычагов с роликами); на фиг. 3 - положение элементов установки при распалубке; на фиг. 4 - разрез Б-Б на фиг. 3 (показано соединение щтанг, тяг, рычага и синхронизирующего устройства).
Установка включает механизм 1 выпрессовки и механизм опалубки 2.
Механизм 1 выпрессовки ус- ановлен на основании 3, На котором через амортизаторы 4 установлена виброрама 5 с жестко закрепленным На ней неподвижным сердечником 6.
На основании 3 свободно установлено синхронизирующее устройство, выполненное в виде вала 7, причем последний смонтирован на основании 3 в подшипниках 8.
Вал 7 посредством рычага 9 щарнирно соединен с приводом 10. На концах вала 7 установлены тяги И,- шарнирно связанные со штангами 12, прикрепленными к вилкам 13.
В вилках 13 размещены шарнирно соединенные между собой и с приводом 10
внутренние концы 14 двуплечих рычагов 15, а внешние концы этих рычагов выполнены с роликами 16.
Предлагаемая установка снабжена еще одними роликами 17, попарно расположен5 ными На кронштейнах 18 и взаимодействующими с устанозлевны.ми с внутренних сторон опор 19 направляющими 20.
Механизм выпрессовхи, выполненный в виде двуплечих рычагов 15, щарнирно - прикреплен посредством кронштейнов 18 к подъемно-опускной платформе 21.
На платформе 21 при помощи шарниров 22 и кронштейнов 23 смонтированы наружные щиты 24 с кронштейнами 25, связанными с тягами 26 для взаимодействия 5 с элементами 27 обслуживающей конструкции.
На кронштейнах 18 попарно расположены ролики 17, причем верхние из них связаны шарниром 28 с двуплечими рычагами 15.
Внешние концы рычагов 15 свободно установлены роликами 16 на опорах 19.
Установка работает следуюшим образом.
Процесс распалубки начинается с момен5 та воздействия привода 10 механизма 1 выпрессовки на рычаг 9, жестко закрепленный на валу 7, в результате чего поворачиваются тяги 11, также жестко закрепленные на валу 7, которые, воздействуя на штанги 12 и вилки 13, поворачивают двуплечие рычаги 15 вокруг шарниров 28 верхних роликов 17 кронштейнов 18 опалубки 2. При этом ролики 16 двуплечих рычагов 15, опираясь на опоры 19, через рычаги 15 начнут воздействовать на кронштейны 18, 5 закрепленные на платформе 21, тем самым осуществляя подъем всех подвижных элементов опалубки 2. Эта стадия распалубки требует создания больщих усилий, обеспечивающих преодоление сцепления затвердевщего бетона изделия 29 с поверхностью 0 сердечника 6. Конструкция механизма 1 выпрессовки за счет оптимального подбора передаточного соотношения плеч рычагов 15 относительно оси поворота (верхних роликов 17) и плеч тяг 11 и рычага 9 позволяет 5 создать необходимое выпрессовочное усилие без увеличения мощности гидроцилиндра.
Выпрессовка изделия 29 при помощи двуплечих рычагов 15 с роликами 16 будет происходить до тех пор, пока концы 14 рычагов не достигнут основания платформы 21, 0 после чего дальнейший подъем опалубки 2 осуществляется непосредственно взаимодействием привода 10 посредством рычага 9, тяг 11, вала 7 и штанг 12. Эта стадия распалубки не требует больших выпрессовочных усилий, так как сцепление бетона изделия с сердечником (срыв) уже преодолено и мощность привода расходуется только на подъем массы опалубки, раскрытие щитов и преодоление сил сопротивлений (трейия качения, скольжения и т.д.) подвижных частей установки. В процессе распалубки равномерный, без перекосов подъем и опускание подвижных частей опалубки 2 достигается при помощи вала 7 и роликов 17 кронштейнов 18, взаимодействующих с направляющими 20, установленные на опоры 19. Раскрытие наружных щитов 24 поворотом вокруг шарниров 22 осуществляется в процессе подъема опалубки за счет взаимодействия тяг 26 обслуживающих металлоконструкций с кронщтеййами 25 щитов 24. Съем распалубленного изделия 29 производится специальной траверсой, подвешенной на грузовом крюке мостового крана: Сборка опалубки 2 производится опусканием ее в исходное положение, причем взаимодействие всех механизмов установки осуществляется в обратном порядке, описанном выще. Использование предлагаемого изобретения позволит улучшить качество изделий и условия эксплуатации. Формула изобретения 1. Установка для формования объемных элементов, включающая подъемно-опускную платформу, шарнирно соединенную с наружными щитами, связанными шарнирно с тягами для взаимодействия с элементами обслуживающей конструкции и с установленным ка основании механизмом выпрессовки, выполненным в виде щарнирно прикрепленных к платформе посредством кронщтейнов двуплечих рычагов, внешние концы которых выполнены с роликами, а внутренние - щарнирно соединены между собой и размещены в вилке, при этом внешние концы рычагов с роликами свободно установлены на опорах, а внутренние - посредством вилки взаимодействуют с приводом, отличающаяся тем, что, с целью улучшения качества изделий и условий эксплуатации, механизм выпрессовки установки снабжен направляющими и роликами, при этом направляющие установлены с внутренних сторон опор, ролики попарно расположены на кронштейнах и взаимодействуют с направляющими, при этом верхние ролики связаны с шарниром двуплечих рычагов, а привод соединен с вилками посредством синхронизирующего устройства. 2. Установка по п. 1, отличающаяся тем, что синхронизирующее устройство выполнено в виде свободно установленного на основании вала, на концах которого установлены тяги, щарнирно связанные со штангами, прикрепленными к вилкам, при этом привод шарнирно соединен с валом посредством рычага. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 436744, кл. В 28 В 7/22, 1970. 2. Авторское свидетельство СССР № 541669, кл. В 28 В 7/22, 1975 (прототип) .
7
Xf
W 19
Puz.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования объемного блока с перегородками | 1982 |
|
SU1090561A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПРЕДНАПРЯЖЕННЫХ ПУСТОТНЫХ ПЛИТ ПЕРЕКРЫТИЙ | 1996 |
|
RU2165845C2 |
| Установка для формования объемных элементов | 1990 |
|
SU1705088A1 |
| Установка для формования объемных элементов | 1976 |
|
SU636088A1 |
| Устройство для изготовления объемных элементов | 1980 |
|
SU935301A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU905097A1 |
| Устройство для формования объемных элементов | 1974 |
|
SU541669A1 |
| Установка для формования объемных элементов | 1986 |
|
SU1473951A1 |
| Установка для формования объемных элементов | 1989 |
|
SU1749041A1 |
| Установка для изготовления объемных элементов | 1980 |
|
SU906703A1 |