1
Изобретение относится к порошковой металлургии, в частности к устройствам для мундштучного формовани пластифицированных металлических порошков .
Цель изобретения - повышение качества изделий и расширение технологических возможностей за счет формования изделий с увеличенной площадь поперечного сечения.
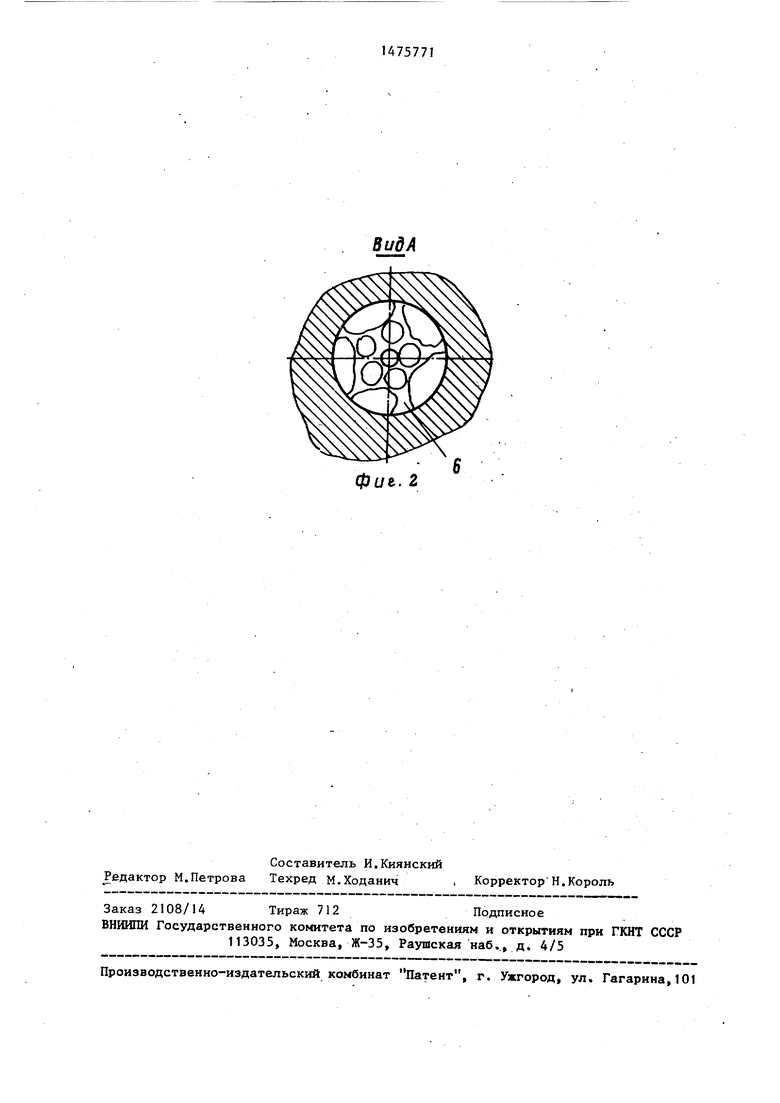
На фиг. 1 показана схема устройства для мундштучного формования; н .,фиг. 2 - вид А на фиг. 1.
Устройство для подачи мундштучно го формования пластифицированных металлических порошков состоит из основания 1, на котором сверху установлен контейнер 2 с пуансоном 3 и мундштуком 4, установленным в нижней части контейнера 2, нагревательного элемента 5, установленного по периферии контейнера 2, перфорированого рассекателя 6, выполненного с перфорационными отверстиями различного диаметра, причем диаметр указанных отверстий увеличивается от центра к периферии рассекателя 6. Мундштук 4 выполнен с коническим входным участком и осевым отверстием (не обозначены), а также с дополнительным коническим участком 7, сопряженным с входным участком осевого отверстия. Для крепления рассекателя 6 и сборки мундштука 4 предусмотрены крепежные винты 8.
Устройство работает следующим образом.
Нагретый брикет из пластифицированного порошка помещают в предварительно разогретый нагревательным элементом 5 контейнер 2, Пуансоном
3брикет продавливают через мундшту
4и рассекатель 6. Поскольку диамет отверстий рассекателя 6 возрастает по направлению от центра к периферии мундштука, скорос ти перемещения участков деформируемой пластифицированной массы .выравниваются. После выхода пластифицированной массы из отверстий рассекателя 6 образуются раздельные потоки указанной массы, смыкание которых осуществляется в дполнительном коническом участке 7 осевого отверстия мундштука 4, ве- личина угла конусности которого оп
0
0
5
ределяется поперечным сечением формуемого изделия. После смыкания потоков пластифицированная масса поступает в выходной участок осевого отверстия мундштука 4, повторяющий форму получаемого изделия. Скорости различных участков пластифицированной массы, движущейся через выходной участок осевого отверстия мундштука, равны. Это в свою очередь приводит к повышению качества однородности свойств порошковой массы по сечению изделия, к исключению условий образования трещин на поверхности изделия (к исключению градиента скоростей центральных и периферийных слоев материала). Наиболее эффективным является применение данного устройства для формования изделий (профилей) с увеличенной площадью поперечного сечения (например, при изготовлении твердосплавных изделий с площадью поперечного сечения, превышающей 100 мм2).
Таким образом, предлагаемое устройство обеспечивает повышение качества изделий и расширяет технологические возможности за счет формова- 0 ния качественных изделий с увеличенной площадью поперечного сечения.
Формула изобретения
Устройство для мундштучного формования пластифицированных металлических порошков, содержащее основание, котнейнер, пуансон, мундштук с осевым отверстием,выполненным с коническим входным участком, перфорированный рассекатель и нагревательный элемент, отличающееся тем, что, с целью повышения качества изделий и расширения технологических возможностей за счет обеспечения формования изделий с увеличенной площадью поперечного сечения, мундштук выполнен с дополнительным коническим участком, сопря-. женным с входным участком осевого отверстия, а рассекатель установлен на дополнительном коническом участке мундштука и выполнен с отверстиями разного диаметра, причем диаметр последних увеличивается от центра к периферии рассекателя.
ВидА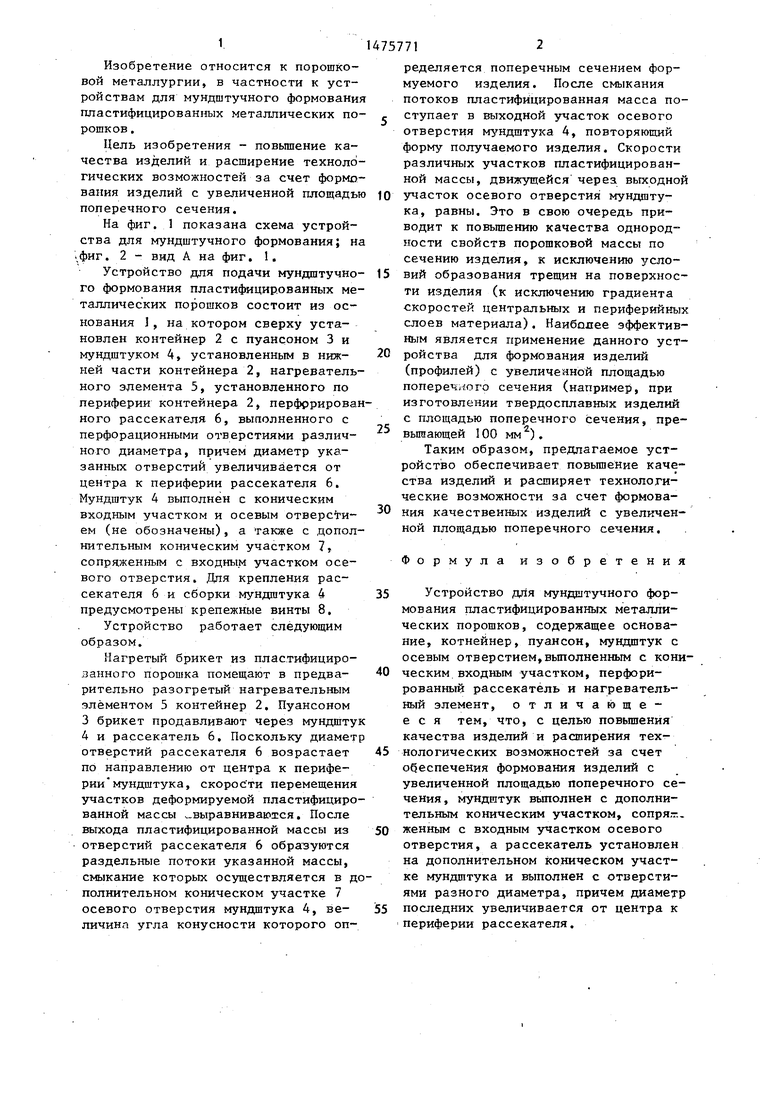
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МУНДШТУЧНОГО ФОРМОВАНИЯ | 2012 |
|
RU2486056C1 |
| Устройство для мундштучного прессования пластифицированных порошков | 1981 |
|
SU939171A1 |
| Устройство для мундштучного прессования двухслойных изделий | 1980 |
|
SU952437A1 |
| Устройство для определения структурно-пластической прочности пластифицированных порошковых материалов | 1985 |
|
SU1274848A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2625920C2 |
| ФИЛЬТР И ТАБАЧНОЕ ИЗДЕЛИЕ | 2016 |
|
RU2709905C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1989 |
|
RU2082555C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1987 |
|
RU2101134C1 |
| Устройство для дискретно-непрерывного формования труб из порошка | 1986 |
|
SU1404176A1 |
| Способ изготовления спеченных изделий и устройство для его осуществления | 1982 |
|
SU1047589A1 |
Изобретение относится к порошковой металлургии. Цель - повышение качества изделий и расширение технологических возможностей за счет формования изделий с увеличенной площадью поперечного сечения. В предварительно нагретый контейнер 2 помещают разогретый брикет из пластифицированного порошка. Пуансоном 3 брикет продавливают через рассекатель 6, диаметр перфорационных отверстий которого увеличивается по направлению к стенке мундштука 4. За счет возрастания диаметров указанных отверстий происходит выравнивание скоростей истечения массы по сечению осевого отверстия мундштука. После выхода потоков массы из отверстий рассекателя 6 происходит их смыкание в дополнительном коническом участке 7 осевого отверстия мундштука, а затем пластифицированная масса равномерно перемещается через выходной участок осевого отверстия, повторяющий форму готового изделия. Применение данного устройства позвляет повысить качество изделий, а также расширить технологические возможности устройств данного типа. 2 ил.
фае. 2
| Экструзионный пресс | 1980 |
|
SU887180A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Клячко Л.И | |||
| и др | |||
| Оборудование, и оснастк для формования порошковых материалов | |||
| М.: Металлургия, 1986, с | |||
| Деревянный коленчатый рычаг | 1919 |
|
SU150A1 |
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
