Изобретение относится к порошковой металлургии, в частности к устройствам для мундштучного прессования заготовок из пластифицированных порошков.
Известно устройство для прессования заготовок сложной форкы, включакяцее матрицу., верхний и нижний пуансоны и механизм стягивания матрицы 1.
К недостаткс1м данного устройства относится отсутствие возможности осуществления в нем мундштучного прессования длинномерных изделий, что связано с невозможностью опускания нижнего пуансона после стягивания матрицы.
Наиболее-близким к предлагаемому по технической сущности и достигаемому результату является устройство для мундштучного прессования пластифицированных порошков содержащее.контейнер с неподвижным мундштуком, матрицу, верхний и нижний пуансоны и вытсшкиватель пресса, при этом матрица жестко закреплена на контейнере, а нижний пуансон связан с выталкивателем 2.
К недостаткам данного устройства относится низкое качество спрессо-.
ванных заготовок, в частности заготовок сложной формы, а также ограниченные технологические возможности оборудования, обуслойленные отсутствием возможности изготовления заготовок, содержащих участки различного размера и профиля.
Цель изоб1ре1ения - повышение качества изделий и расширение техноло10гических возможностей оборудования.
Для достижения указанной цели устройство для мундштучного прессования пластифицированных порошков, содержащее контейнер с неподвижным
15 мундштуком, матрицу, верхний и нижний пуансоны, снабжено механизмом стопоренйя нижнего пуансона и механизмом стягивания матрицы и отвода матрицы и нижнего пуансона, выполнен
20 ным в виде одного или нескольких штоков.
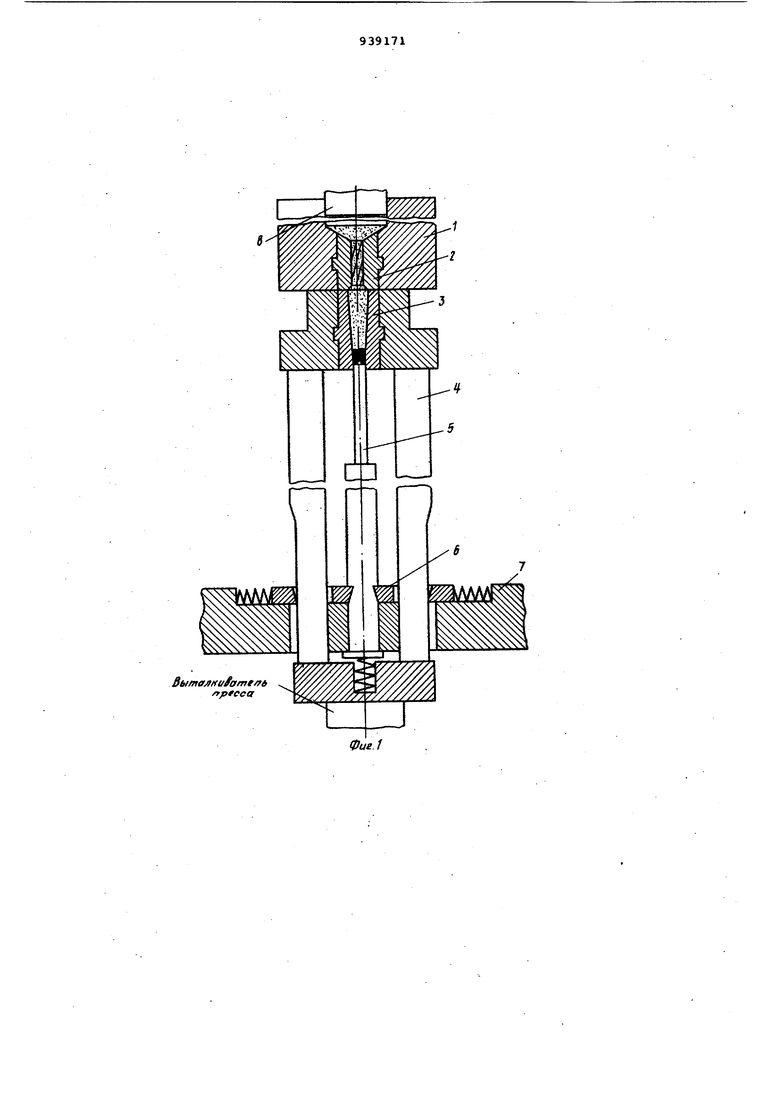
На фиг. 1 показана схема устройства в положении заполнения матрицы смесью; на фиг. 2 - взаиьгаое располо
25 жение формообразующих элементов во время стягивания матрицы с заготовки; на фиг. 3 - то же, при формировании профильной части заготовки.
Устройство содержит контейнер 1,
30 в котором неподвижно закреплен мундштук 2, матрицу 3, установленную на механизме 4 стягивания матрицы и отвода матрицы и нижнего пуансона 5. Снизу в очко (не обозначено) мат рицы 3 входит конец нижнего пуансона 5, установленного с возможностью осевого перемещения о.тносительно ма рицы. Механизм 4 стягивания и отвод снабжен механизмом 6 стопорения ниж него пуансона 5 относительно неподвижных элементов 7 устройства. Выдавливание смеси из контейнера 1 осуществляется верхним пуансоном 8. Устройство работает следующим о6 разом. В контейнер 1, в котором неподви но закреплен мундштук 2, загружается рабочая смесь - пластифицированный порошок. Включается выталкиватель пресса, вследствие чего матрица 3 с помощью механизма 4 стягивания и отвода прижимается к мундщитуку 2, при этом конец пуансона 5 занимает нижнее положение в полости матрицы 3. Механизм 6 стопорения фиксирует нижний пуансон 5, устанав ливая жесткую связь последнего с неподвижным элементом 7, в данном случае с нижней плитой. Включается пресс (не показан), которий создает нагрузку на верхний пуансон 8. Под давлением пуансона 8 рабочая смесь заполняет весь объем контейнера 1 и через очко мундштука 2 начинает поступать в полость матрицы 3. После заполнения полости матрицы 3 включа ется обратный ход выталкивателя пре са, механизм 4 стягивания и отвода опускает матрицу 3. При этом нижний пуансон 5, зафиксированный механизмом стопорения, остается на месте, удерживая заготовку от опускания вместе с матрицей 3. Матрица 3 снимается с заготовки. Когда матрица 3 занимает положение, показанное на фиг. 2, механизм 4 стягивания и отвода воздействует на механизм б стопорения, выключая его, после чего нижний пуансон 5 опускается вместе с матрицей 3, оставляя конец заготовки свободно висящим под мундштуком 2. В процессе дальнейшего вьщавливания (фиг. 3) формируется профильная часть заготовки, при этом отформованная в мат рице 3 часть заготовки опускается, не встречая сопротивления движению, благодаря чему профильная часть заготовки не подвергается деформации. По достижении заготовкой заданной длины процесс прекращается, а заготовка отрезается. Полость матрицы может быть любой . При этом должно соблюдаться единственное условие - она не должна быть сужающейся в сторону мундштука. При необходимости формования поверхности, сужакнцейся в стррону профильной части заготовки, полости, формирующие эти поверхности, нужно выполнять в мундштуке. Торец нижнего пуансона также может иметь любую форжлу. Это позволяет изготовлять заготовки, например, с центральными отверстиями. Для экономии рабочей смеси в хвостовик заготовки и даже в ее профильную часть может быть установлена вставка.из дешевого материгша, вводимая в полость матрицы с помощью нижнего пуансона. образом, предлагаемое устройство позволяет прессовать заготовки высокого качества и расширяет технологические возможности при изготовлении инструмента благодаря возможности изготовления заготовок со строго цилиндрическими хвостовиками и хвостовиками в виде конуса Морзе, что приводит к экономии материала при дальнейшей механической обра-, ботке. Форму па изобретения Устройство для мундштучного прессования пластифицированных порошков, содержащее контейнер с неподвижным мундштуком, -матрицу, верхний и нижний пуансоны, отличающее ся тем, что, с целью повышения качества изделий и расширения технологических возможностей, оно снабжено механизмом стопорения нижнего пуансона и механизмом стягивания матрицы и отвода матрицы и нижнего пуансона, выполненным в виде одного или нес кольких штоков. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 495157, кл. В 22 F 3/02, 1974. 2.Федорченко И.М. , Андриевс -. кий Р.А. Основы порошковой металлургии. Киев, Изд-во АН УССР 1963, с. 232-233.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для получения заготовок изделий с полостями | 1990 |
|
SU1801703A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1990 |
|
RU2068750C1 |
| Способ мундштучного прессования изделий из пластифицированной массы | 1981 |
|
SU980963A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1989 |
|
RU2082555C1 |
| Устройство для прессования металлического порошка | 1986 |
|
SU1328066A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Устройство для прессования изделий из порошка | 1981 |
|
SU954185A2 |
| Установка для непрерывного прессования металлических порошков | 1983 |
|
SU1129026A1 |
| Пресс-форма для жидкой штамповки | 1983 |
|
SU1142218A1 |
| Устройство к холодно-высадочному автомату для изготовления установочных винтов | 1989 |
|
SU1791072A1 |