2.Способ по п. 1, о т л и ч а ющ и и с я , тем, что продавливание осуществляют при вращении дисков в противоположных направлениях,
3,Устройство для иэгстсвления спеченных изделий по п. 1, включающее корпус, привод, шнек и диск с отверстиями, отличающеес я тем, что, с целью повышения производительности процесса и качества изделий, оно снабжено набором дисков, дополнительным приводом и набором шестерен, установленных на корпусе,причем диски выполнены в виде зубчатых колес, расположенных последовательно внутри корпуса с возможностью вращения относительно продольной оси корпуса, и связаны с дополнительным приводом посредством DjecTepeH,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спеченных изделий | 1977 |
|
SU725818A1 |
| Способ изготовления изделий из пластифицированных порошков | 1985 |
|
SU1289602A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННЫХ СТЕРЖНЕЙ | 1999 |
|
RU2170159C2 |
| Способ прессования многослойных изделий из металлических порошков | 1986 |
|
SU1342597A1 |
| Устройство для формования труб из порошковых материалов | 1985 |
|
SU1344515A1 |
| Пластификатор для прессования порошков | 1980 |
|
SU933250A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ВОЛЬФРАМОКОБАЛЬТОВОГО ТВЕРДОГО СПЛАВА С УНИКАЛЬНОЙ ПЛАСТИЧНОСТЬЮ ПРИ СЖАТИИ ДЛЯ ЦИКЛИЧЕСКИХ УДАРНЫХ НАГРУЖЕНИЙ | 2018 |
|
RU2696171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2567582C1 |
| Матрица для алмазного инструмента на основе карбида вольфрама со связкой из эвтектического сплава Fe-C и способ её получения | 2020 |
|
RU2754825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ | 2018 |
|
RU2685818C1 |
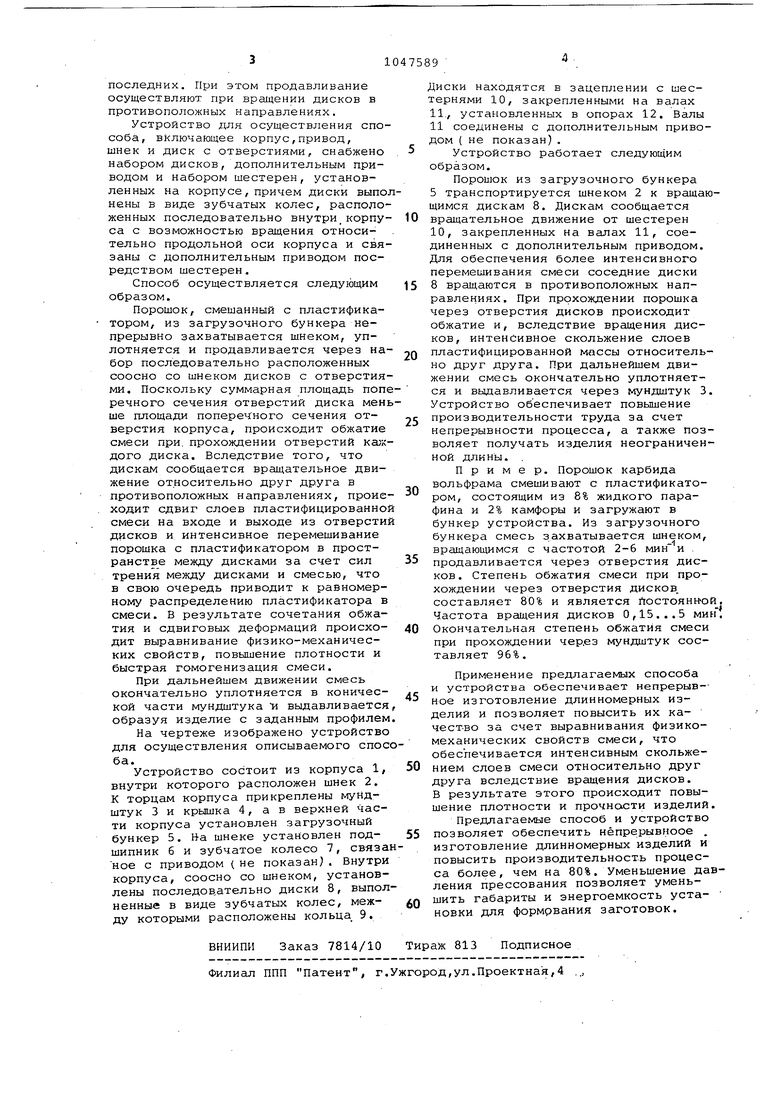
1. Способ изготовления спеченных изделий, включающий смешение порошка с пластификатором,выдавливание заготовки и спекание, отличающийся тем, что, с целью повышения производительности процесса и качества изделий, смесь непрерывно продавливают через отверстия набора дисков и одновременно слои смеси смещают относительно друг друга на входе и выходе из отверстий дисков посредством вращения последних. СП vi ел 00 СО
Изобретение относится к .порошковой металлургии, в частности к способам и устройствам для изготовлени изделий из порошковых материалов методом мундштучного прессования с последующим спеканием. Известен способ изготовления изделий из пластифицированных смесей методом мундштучного прессования, заключающийся в том,что предварительно нагретый порошок твердого сплава смешивают с парафином. Для более равномерного распределения па рафина мелоду частицами порошка смес 6-8 раз продавливают через многоканальный мундштук с диаметром канало 2,5 мм. Готовую смесь размягчают и прессуют в брикеты, которые помещэ-ют в мунг:;1лтучную пресс-форму, а зате выдавливают в фор- е стегржня LlJ. Однако такой способ не позволяет получить изделия с равномерным распределением ггластификатора в его объеме, посколЕчку не происходит ка честве -шого перемешивания порошка и пластификатора из-за направления движения перемецжваемой смеси тольк вдоль каналов мундьитука. Кроме того способ трудоемок и не обеспечивает непрерывного изготовления изделий. Наиболее близким к предлагаемому по технической суидности и достигаемому результату является способ изготовления спеченных изделий,включаю щий смешение порошка с пластификатором, выдавливание заготовки, и спекание f 2. Известный способ характеризуется недостаточно и1- тенсивным перемешиванием смеси и, как следствие, разбросом значений физико-механических свойств изделий. Кроме того, способ малопроизводителен и не обеспечивает непрерывного изготовления длинно мерных изделий, Известно устройство для формования заготовки из пластифицированных порошков, включающее сообщающиеся камеры с поршнями, одна из которых установлена внутри другой. Перед мундштучным прессованием пластифицированную смесь несколько раз продавливают из одной камеры в другую, а . затем выдавливают через мундш -ук Г 31. Это устройство не обеспечивает равномерного распределения пластификатора в смеси; не позволяет обеспечить непрерывное изготовление изделий j необходимость многократного продавливания смеси снижает производительность процесса. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для изготовления спеченных изделий, включающее корпус, привод, шнек и диск g отверстиями. При работе устройства пластифицированную смесь многократно продавливают через диск с отверстиями, а затем помещают в мундштучную пресс-форму и выдавливают в Виде стержней . Недостатком известного устройства является отсутствие интенсивного смещения слоев смеси относительно друг друга при прохождении через отверстия диска, необходимого для равtioMepHoro распределения пластификатора, что снижает физико-механические свойства готовых изделий. Кроме того, устройство не обеспечивает непосредственного изготовления изделий. Необходимость многократного продавЛивания пластифицированной смеси усложняет технологический процесс получения изделий и снижает производительность устройства. Цель изобретения -. повышение производительности процесса и качества изделий. Поставленная цель достигается тем, что согласно способу изготовления спеченных изделий, включающег У смешение порошка с пластификатором, выдавливание заготовки и спекание, смесь непрерывно продавливают через отверстия набора дисков и одновременно слои смеси смещают относительно друг друга на входе и выходе из отверстий дисков посредством вращения
| , 1 | |||
| Самсонов Г.В., Плющ Г.В | |||
| и др | |||
| Исследование процесса мундштучного прессования порошков твердых сплавов | |||
| Порошковая металлургия, 1968, № 9, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| , 3.Авторское свидетельство СССР 737130, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
