Изобретение относится к порошковой металлургии, а именно к устройствам для мундштучного формования двухслойных изделий из хрупких порошков тугоплавких материалов, например,из карбидов, нитридов, окислов и их твердых растворов.
Известно.устройство для мундштуч ного прессования изделий,.включающее корпус,мундштук и пуансон 1.
Однако данное устройство обладает ограниченными технологическими возможностями, так как не позволяет формовать например двухслойные изделия.
Наиболее близким к изобретениюпо технической сущности и достигаемому результату является устройство для мундштучного прессования двухслойных изделий, включающее цилиндрический корпус, мундштук и пуансон 2 .
Недостатком известного устройства является то, что оно И(рпользуется дл5| формования изделий из расплавов пластмасс и не пригодно для формования двухслойных изделий из смеси хрупких порошков тугоплавких материешов, обладающей малой пластичностью и большой вязкостью.
Цель изобретения - расширение технологических возможностей.
Цель достигается тем, что устройство для мундштучного прессовауия двухслойных изделий, включающее цилиндрический корпус, мун.п1итук и пуансон, снабжено дорном, сердечником, коаксиальной с ним втулкой и наружной втулкой, причем дорн выполнен в виде пустотелого конуса с центральным отверстием и фланца с .отверстиями и установлен между мундштуком и корпусом, наружная втулка и сердечник установлены на пуансоне, а
15 коаксиальная втулка закреплена на дорне и расположена между сердечником и наружной втулкой.
При этом сердечник и наружная втулка выполнены с отноше.нием площадей их поперечного сечения, равным отношению площадей центрального отверстия дорна и кольцевого отверстия, образованного выходным отверстием мундштука и нижней кромкой конуса дорна.
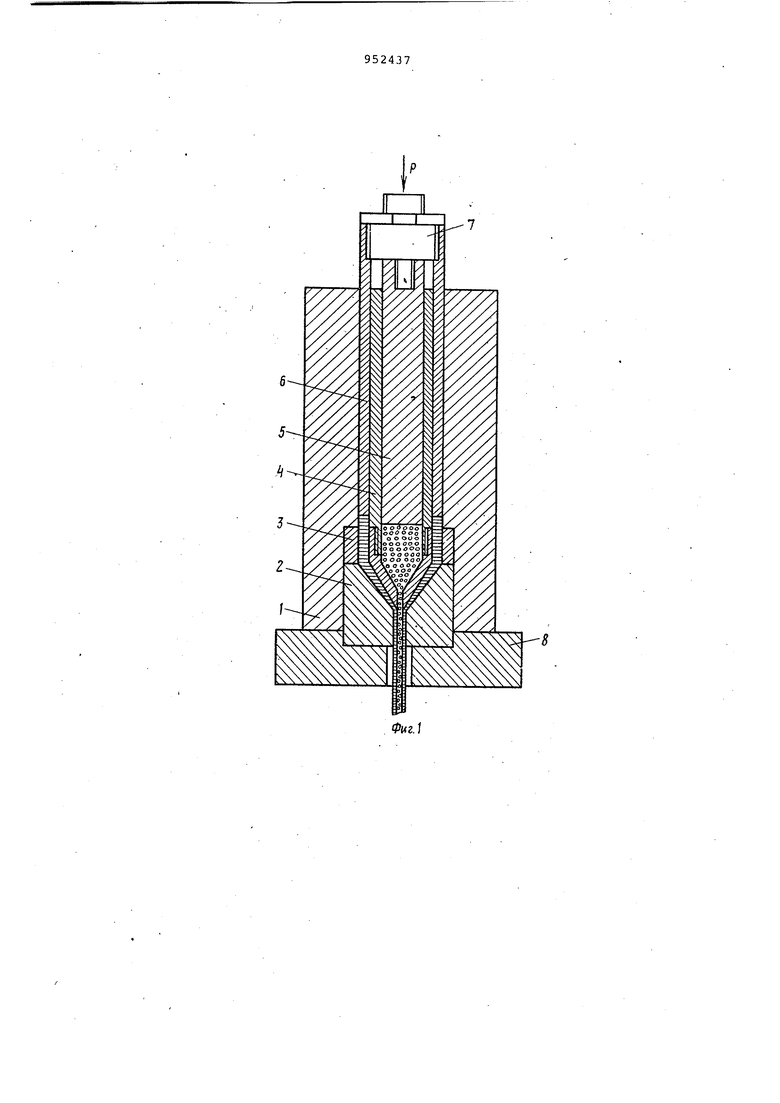
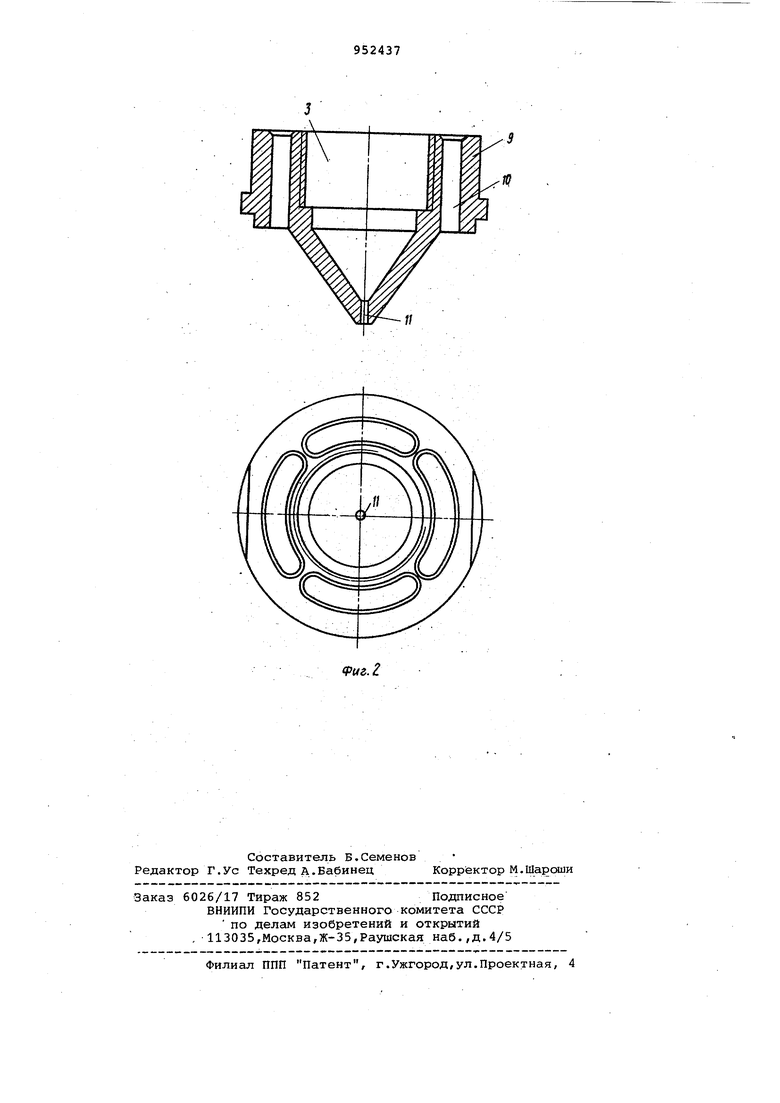
Hfi фиг. 1 показано устройство, общий вид; на фиг. 2 - дорн.
Устройство состоит из цилиндрического корпуса 1(фиг,1), мундштука
30 2, дорна 3. Коаксиальная втулка 4 крепится с помощью резьбового соединения на дорне 3. Сердечник 5 и наружная-, втулка б крепится на пуансоне 7. Устройство установлено на опорной штлте 8. . Дорн 3 . снабжен фланцем .9, в котором выполнены сегментные от верстия 10. Коническая часть дорна имеет центральное отверстие 11. Углы внутренних конусов дорна и мундштука равны и составляют 60-90° . Для лучшего уплотнения и прочного сцепления слоев изделия угол наружного конуса дорна на 5-10 меньше и составляет 55-80°. Устройство работает следующим образом. На опорную плиту 8 устанавливают корпус 1 с мундштуком 2, дорном .3 и втулкой 4. Пуансон 7 отводят в крайнее верхнее положение. В кольцевую полость между корпусом 1 и втулкой 4 загружают материал верхнего слоя (обо лочки) изделия, а в цилиндрическую полость втулки 4 загружают материал, внутреннего слоя (сердцевины) изделия. Собранное таким образом устройств нагревают до температуры формования, после чего пуансон 7 с сердечником 5 и втулкой 6 включением пресса вводят в корпус 1 и производят формование изделия путем выдавливания материалов из отверстий дорна и мундштук После окончания формования пуансон 7 поднимают вверх, вновь загружают материал для каждого слоя и пов торяют формование. Материал для формованич приготовл ют на парафиновой связке. Устройство опробовано при изготов лении нескольких партий стержневых изделий из карбида циркония с оболоч кой из карбида ниобия круглого и пря моугольного сечений. За счет равенства отношений площадей поперечных сечений рабочей камеры и выходных отверстий мундштука и дорна обеспечивают синхронное движение обоих слоев материала формуемого изделия и равенство скоростей их выхода из мундштука. За счет атого Достигаготся равнотолщилность оболочки как по сечению. так и по длине изделия и большая плотность отформованных изделий, которая близка к 100%. Устройство позволяет формовать изделия диаметром 1-20 мм различного профиля с толщиной оболочки 0,05-5 мм. Точность оболочки составляет +0,01 мм. Оно может быть ис.пользовано для изготовления изделий, стойких при работе с агрессивными газами и жидкостями при высоких температурах (до 2500с) за счет создания зеицитной оболочк-и из соответствующих материалов. Формула изобретения 1.Устройство для мундштучного прессования двухслойных изделий, включающее цилиндрический корпус, мундштук и пуансон, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено дорном, сердечником, коак-сиальной с ним втулкой и наружной втулкой, причем дорн выполнен в виде пустотелого конуса с центральным , отверстием и фланца с отверстиями и установлен между мундштуком и корпусом, наружная втулка и сердечник установлены на пуансоне, а коаксиальная втулка закреплена на дорне и расположена между сердечником и наружной втулкой. 2.Устройство ПОП.1, отличающееся тем, что сердечник и наружная втулка выполнены с отношением площадей их поперечного сечения, равным отношению площадей центрального отверстия дорна и кольцевого отверстия, образованного выходным отверстием мундштука и нижней кромкой конуса дорна. Источники информации, принятые во внимание при экспертизе 1.Радомысельский И.Д. и др. Пресс- формы для порошковой металлургии, Киев, Техника, 1970, с,36, рис.21. 2.Авторское свидетельство СССР № 143227, кл. В 29 F 3/04,1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВ | 2015 |
|
RU2614279C1 |
| УСТРОЙСТВО ДЛЯ МУНДШТУЧНОГО ФОРМОВАНИЯ | 2012 |
|
RU2486056C1 |
| Устройство для непрерывного прессования керамических изделий | 1981 |
|
SU1043007A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЯ СТУПЕНЧАТОЙ ФОРМЫ ИЗ ТРУБЧАТОЙ ЗАГОТОВКИ ЦЕЛЛЮЛОЗНО-ПИРОКСИЛИНОВОГО ПОЛОТНА, ПРОПИТАННОГО ТРОТИЛОМ, И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2126321C1 |
| Способ изготовления трубок и стержней из тугоплавких непластичных материалов | 1958 |
|
SU123705A1 |
| Устройство для горячей экструзии изделий из порошка | 1987 |
|
SU1482767A1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ФУРМЫ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2000 |
|
RU2167206C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1990 |
|
RU2068750C1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1981 |
|
SU975203A1 |
| БИМЕТАЛЛИЧЕСКАЯ ЭЛЕКТРОДНАЯ ПРОВОЛОКА, СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2009 |
|
RU2412792C1 |