Фиг.з
11
Изобретение отнесшей к литейному производству, в чпсгностн к изготовлению опорного ролика для гусеничного гранспоп i ного срепствл, котрый находит применение в транспортом
маппшостроенпи.
Известен способ изготовпения опорного роликл для гусеннчно1о транспортного средства, в соответствии с которым корпус ролика отливают с внутренней полостью, причем по его периферийным торцам оформляют кольцевые прорези подходящей конфигурации, в которых устанавливаюi два соответствующим образом оформленных защитных кольца из износостойкого материала. Установка защитных колец осуществляется посредством адгезивного склеивания. По внешней цилиндрической поверхности корпуса устанавливают резиновый бандаж (патент США № 3997217/кл. В 62 D 55/14, 1976).
Недостаток этого способа заключается в том, что способ установки защитных колец ненадежный. В результате термического воздействия, которому опорный ролик непрерывно подвергается, связь нарушается и защитное кольцо выпадает из корпуса. Это особенно часто наблюдается во время скоростного пробега транспортного средства, когда защитные кольца нагреваются вследствие затрудненной из за клея теплоотдачи к корпусу опорного ролика.
Известен также другой способ изготовления опорного ролика этого вида, в соответствии с которым корпус изготовлен из двух зеркальных половин, предварительно выкованных в виде дисков, которые сваривают по внутреннему и внешнему присоединитесь - ным контурам. Первый сварной шов находится у ступииы опорного ролика, а второй - у его периферии. При выковке каждой из зеркальных половин корпуса сбоку на периферии оформлены несущие плечи, исполняющие роль защитных колец (патент Великобрита- нии № 1405956, кл. В 62 D 55/14, 1975) .
Недостаток этого способа состоит в том, что обе зеркальные половины корпуса выковывают перед сваркой, а при выковке оформляют также несущие плечи, выполняющие роль защитных колеи, причем тлким образом
o
5
0
5
V
5
0
55
30
35
40
45
32
BI я коне i nVKiuin опорного ролика из- 1 о i ОВПЖ.-1 с -.1 и очного материала. Таким мл Кириллом обычно является стлпь, чю придает опорному ролику чнлчш ельный вес, и требования, предъ- явтнемые прежде всего к защитным кольцам, при этом методе относятся и к корпусу- опорного ролика.
Задачей изобретения является создание способа изготовления опорного ролика для гусеничного транспортного средства, который обеспечивал бы высокую эксплуатационную надежность опорных роликов облегченной конст- рук ции.
Задача решается путем создания способа, в соответствии с которым корпус опорного ролика отливают из алюминиевого сплава в пресс-формах в виде двух зеркальных половин, причем полученное литье сваривают по внешнему и внутреннему присоединительным контурам. В соответствии с изобретением отливку зеркальных половин осуществляют, закладывая и центрируя защитное кольцо из износостойкой стали в предварительно подготовленные пресс-формы. Пресс- форма и защитное кольцо образуют общую систему, где снизу через защитное кольцо создается направленное температурное поле температурой от 300-500 К. После стабилизирования температурного поля пресс- форму постепенно заполняют расплавом, причем одновременно с этим на установленное температурное поле воздействуют интенсивным охлаждением скоростью свыше 100 К/мин. В то же самое время давление перед фронтом расплава уменьшается на 0,05 МРа до полной кристаллизации расплава. Характерной особенностью способа является то, что интенсивное охлаждение осуществляется через защитное
кольцо. i
Преимущества предлагаемого способа заключаются в том, что соединение между корпусом опорного ролика и защитными кольцами надежное при эксплуатации благодаря непосредственному контакту между ними. Особенно существенным является то, что при этом контакте созданы возможности образования промежуточных диффузионных слоев. В опорных роликах, созданных этим способом, интенсивность отвода тепла значительно больше, потому ч го тепло неп or- реле iRi-HMf че- реходит in защшного копьча к корпуу. Кроме того, в pf-киме ип ГРНСИЯНО- о охлаждения периферийные: реборды опорного ролика получаемся упруго апряженные, что увеличивает жос i - ость всей конструкции. Сггособ в целом дает возможность производить изделия этого вида при высокой производительности труда с собтподением условия облегченной конструкции.
На фиг. 1 представлен опорный ролик, разрез по оси,- на фиг. 2 - узе Т на фиг . 1 (увеличенный частичный разрез оформления профиля зашит HOI о кольца); на фиг. 3 - схема изготовления половин корпуса опорного ролика.
Опорный ролик включает корпус, составленный из двух зеркальных половин 1, оформляющих я соединенном положении обод 2 и г тупицу 3, медцу которыми расположены дче профильные стены 4, закрывающие полость 5, Стыкование обеих зеркальных половин 1 осуществлено по внутреннему 6 и внешнему 1 присоединительным КОНЧУ- рам. В каждой из п, зеркальных половин 1 внешне и соогно установлено защитное кольцо 8, имеющее по своей внутренней поверхности выетуп 9, а по внешней - желоб 10. На цилиндрической поверхности обода 2 опорный ролик имеет резиновый бандаж 1 . Каждая боковая стена обола 2 рместе с защитным кольцом 8 образует периферийную реборду 12.
При осуществлении способа в защитное кольцо 8, изготовленное из износостойкого материала, например стали, закладывается и центрируется в предварительно подготовленную к отливке пресс-форму, с которой практически оно образует общую систему. Пресс-форма соединена посредством трубопровода с печью для расплава из легкого металла или сплава, например алюминиевого сплава. Пресс-форма и печь расположены в 1ехнологических камерах.
После заклл Л.-нрния защитного копь- ца 8 в пресс-форму полш- включаю нагревательную ус , которая нагревает его ю idu jo . При - .з- билизированном темпера угчом камеры печи и прег с-Формы з,-.полня - ются технолог им i/пом о, -
5
0
5 8
0
5
0
5
0
5
ния 0,5 МРа , после чего нтчинл ч с я регулированный выпуск технологine- ского газа из полости пресс-фопмы. Этим в технопогичесы х камерах пел) и пресс-формы создается разница давлений, под лейсчвнг-м котором пресс- формя заполняется расплавом. Одновременно с созданием разницы давлений между двумя технологическими камерами или одновременно с началом процесса литья к защитному кольцу 8 подключают охладительную установку, которая выбывает направленную кристаллизацию от защитного кольца 8 к расплаву в момент захвата. Действие разницы давлений продолжается до значений 0,05 МРа, при котором подавляется газовы зазор в желобе 10 и вокруг выступа 9 защитного кольца 8, причем таким образом в соответствующих зонах обеспечивается непосредственный контакт между расплавом и поверхностью защитного кольца
Охладительная установка продолжает действие и после заполнения пресс-формы, чтобы предотвратить разрушение защитного кольца 8 термическими напряжениями, вь-танными в обоих материалах. Охлаждение прекращается только после остывания и выбивки литья - готовой зеркальной половины корпуса опорного ролика, причем при ее действии вызывается интенсивное охлаждение скоростью 1 00 К/мин в зоне вокруг зашитного кольца 8, при интенсивном охлаждении периферийная реборда 12 IT случае тс я упруго напряженная. Это имеет большое значение в эксплуатации опорного ролика, потому что таким образом предотвращается появление зазора между а.люминиевым корпусом и стальным защитным кольцом 8.
Таким образом зеркальные половины 1 корпуса сваривают по их контактным поверхностям - внешней 6 и внутренней 7, известными средствами таким образом, чтобы корпус опорного ролика оформился как монолитная часть. По периферии таким образом оформленного корпуса жестко устанавливается резиновый бандаж 11.
Формула изобретения
1 . Способ изготовления опорного ролика для гусеничного транспортного
фиг.1
Фиг. г

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения центробежно-литых заготовок | 1988 |
|
SU1715484A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ЖИДКОЙ ШТАМПОВКИ И ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2002 |
|
RU2233728C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ОТЛИВОК | 1997 |
|
RU2108200C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| РАЗЪЕМНЫЙ ЧЕРПАКОВЫЙ БАРАБАН ДЛЯ ДРАГ И Т. П. | 1931 |
|
SU33008A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПАКТ-ДИСКА | 2003 |
|
RU2243599C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ БИМЕТАЛЛИЧЕСКИХ ШТАМПОВ СТАЛЬ - АЛЮМИНИЙ | 2005 |
|
RU2290277C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПАКТ-ДИСКА | 2000 |
|
RU2163034C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
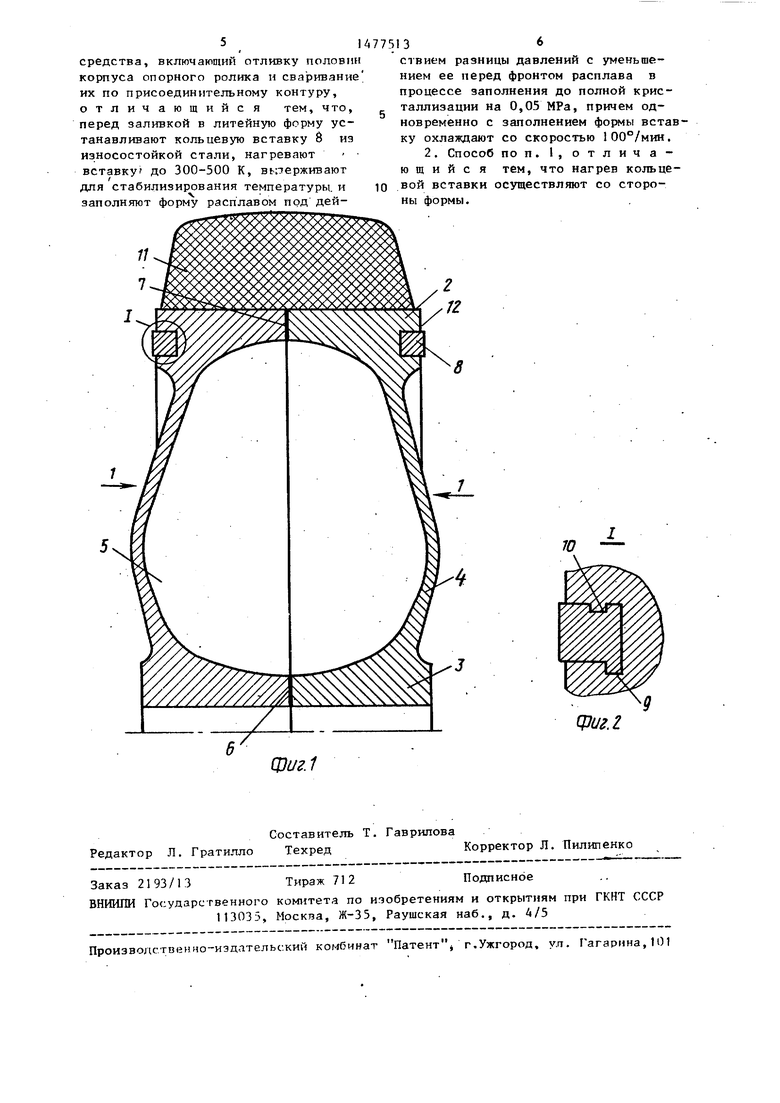
Изобретение относится к литейному производству, в частности к изготовлению опорного ролика для гусеничного транспортного средства, который может быть применен в транспортном машиностроении. Задечей изобретения является создание способа, который обеспечивает высокую эксплуатационную надежность опорных роликов облегченной конструкции. Способ заключается в отливке половин корпуса опорного ролика и сваривании их по присоединительному контуру. Перед отливкой каждой из двух половин корпуса в пресформу закладывают кольцевую вставку 8 из износостойкой стали и нагревают ее до 300-500 К. ПОСЛЕ СТАБИЛИЗИРОВАНИЯ ТЕМПЕРАТУРЫ ФОРМУ ЗАПОЛНЯЮТ РАСПЛАВОМ ПОД ДЕЙСТВИЕМ РАЗНИЦЫ ДАВЛЕНИЙ С УМЕНЬШЕНИЕМ ЕЕ ПЕРЕД ФРОНТОМ РАСПЛАВА В ПРОЦЕССЕ КРИСТАЛЛИЗАЦИИ НА 0,05 МРа. Одновременно с заполнением формы вставку 8 охлаждают со скоростью 100 к/мин. В режиме интенсивного охлаждения периферийные реборды опорного ролика получаются упруго-напряженные, что увеличивает жесткость всей конструкции. 1 з.п. ф-лы, 3 ил.
