Способы точения по копиру винтовых фасонных поверхностей на токарно-винторезных станках известны.
Предложенный способ от известных отличается тем, что, с целью исключения копировальной следящей системы, формообразование поверхности производится путем последовательной установки резца в положения, определяемые координатами, которые вычисляют аналитически в зависимости от характера обрабатываемо .юверхности.
Этот способ расширяет универсальность токарно-винторезных станков и позволяет в условиях индивидуального и мелкосерийного производства наладить нарезание сложной фасонной резьбы и повысить точность ее обработки.
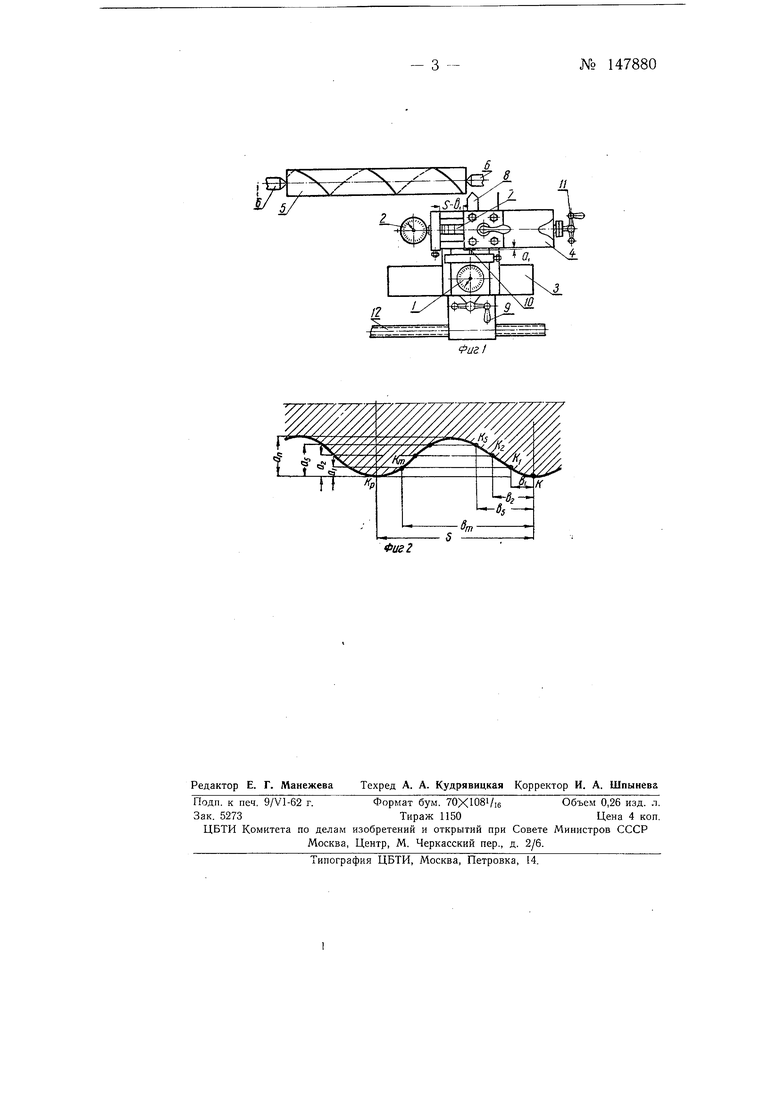
На фиг. 1 изображен суппорт токарного станка (вид сверху), настроенный для обработки фасонных винтовых поверхностей по описываемому способу; на фиг. 2 - схема выбора координат при переходе от одной строки обработки к последующей.
Для обработки фасонных винтовых поверхностей на токарно-винторезном станке, устанавливаются два индикатора 1 н 2, закрепляемые один - на направляющей средней каретки 3,а другой - на направляющей верхней каретки 4. Контур полного шага 5 резьбы задается в прямоугольных координатах.
Необходимо получить винтовую фасонную поверхность с шагом S и контуром, указанным на схеме фиг. 2.
Прямоугольные координаты найдены и имеют значения:
Обрабатываемая деталь 5 устанавливается в центрах 6 и обычным способом обтачивается до заданного диаметра. Не сбивая поперечной
ai....a2....a5....an
b....b2....bc,....bm
№ 147880- 2 подачей положения резца, индикатор / устанавливается на О касанием о каретку 4 с небольшим натягом, а между индикатором -2 и кареткой 4 прокладывается набранный блок 7 мерных плиток размером шага S. Индикатор 2 устанавливают на нулевом делении. Тем самым производится координатная привязка резца 8 к проточенной детали.
После этого станок настраивается на нарезание резьбы шага S, а резец 8 с суппортом подводится ближе к детали.
Регулировка изменения расстояний между индикаторами /и 2 и кареткой 4 осуществляется при помоши рукояток 9 и 10. При выводе рез да по координатам в точку К, заданной кривой закладывается блок // мерных цлиток размера а между индикатором / и кареткой 4, а вращением рукоятки 10 из блока 7 мерных плиток размером 5 вычитается размер bi. Оба индикатора устанавливаются в нулевые положения. Таким образом, резец выводится по координатам в первую точку /( заданной кривой.
За каждый оборот детали суппорт с резцом 8 перемещается ходовым винтом 12 на расстояние, соответствующее шагу 5 винтовой поверхности, образуемой на детали. Резец врезается в деталь на глубину GI по винтовой поверхности с щагом 5. После этого вращением рукояток 9 и 10, прибавляя или вычитая мерные плитки блоков 7 и 11, резец 8 перемещается по координатам а, &2 в точку Таким же образом производятся все последующие проходы и постепенно, от правой крайней точки К до левой крайней точки К-р образуется фасонная винтовая поверхность на детали.
Многозаходная фасонная поверхность может быть получена путем последовательного непрерывного прохода резцом по координатам, двух шагов S - 2-заходная резьба, трех шагов S - 3-заходная резьба и т. д.
Предмет изобретения
Способ обработк-и фасонных винтовых поверхностей на токарноБинторезном станке, отличающийся тем, что, с целью исключения копировальной следящей системы, формообразование поверхности производят в несколько проходов, а при переходе с одной строки обработки на другую резец устанавливают в положение, координаты котороЕО вычисляют аналитически в зависимости от характера образующей обрабатываемой поверхности.
f::
:-V7 -7
17
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многопроходного нарезания резьбы | 1983 |
|
SU1152732A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ | 1992 |
|
RU2070488C1 |
| ПРИСПОСОБЛЕНИЕ К ТОКАРНО-ВИНТОРЕЗНОМУ СТАНКУ ДЛЯ УСТАНОВКИ РЕЗЬБОВОГО РЕЗЦА | 1973 |
|
SU368946A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ ПОЛОТЕН ПИЛ | 1992 |
|
RU2041033C1 |
| Токарно-винторезный станок | 1986 |
|
SU1324764A1 |
| Устройство к токарно-винторезному станку для нарезания конических червяков | 1973 |
|
SU457555A1 |
| ТОКАРНО-ЗАТЫЛОВОЧНЫЙ СТАНОК | 1992 |
|
RU2026160C1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
Фиг г
